 |
 |
 |
 |
1 ... 32 33 34 35 36 37 38 ... 49 Кроме того следует проверить сечения у-у и Z-Z, но суммарное напряжение не должно превосходить 350 кг/см. Отковку производят под молотом или гидравлич. прессом, а затем поковку подвергают отжигу. Сечение шатуна в большинстве случаев круглое, цилиндрич. или слегка конич. формы. Часто стержень делают сверленым внутри, используя этот канал для подвода смазки к поршневой или крейцкопфной цапфам, а также с целью выяснения доброкачественности материала. Одновременно с обточкой стержня производится и подрезка концов. Концы обрабатываются тщательно, а стержень может быть остав-тен со следами резца. Головки шатуна отливаются из стали и только в целях облегчения веса или выигрыша в габарите делаются коваными; последние прочнее, но дороже. Стальные отливки подвергаются отжигу для уничтожения литейных напряжений. Кривошипная головка всегда делается разъемной и обычно отъемной от стержня шатуна; только в газовых двигателях ее отковывают за одно целое с шатуном и уже в процессе обработки они разрезаются. Меяоду фланцем стержня и приставной головкой ставятся прокладки, в целях возможности регулировки при сборке двигателя объема сжатия. Между половинками головки тоже ставят набор латунных прокладок для регулирования зазора по мере изнашивания баббитовой заливки. Примерный набор прок.та-док для головки (фиг. 15): 1 прокладка толщиной...... 0,1 мм 0,1 мм 2 прокладки ...... 0,2 0,4 1 прокладка ...... 0,5 0,5 1 ...... 1,0 1,0 1 ...... 4 4,0 Итого....6 мм Два комп;1екта этих прокладок устанавливают на штифты е, ввинченные в нижнюю часть головки, причем толстые прокладки ставят сверху. Отверстия для штифтов в прокладках должны сверлиться по кондуктору в целях взаимозаменяемости. Обработка головки шатуна ведется примерно в следующем порядке. 1) Расточка внутри и выточка канавок для баббита; одновременно обтачивают также торцы. 2) На долбежном или фрезерном станке проходят продольные канавки; канавки обрабатываются грубой стружкой для увеличения поверхности прилегания баббита. 3) Лужение головки и заливка баббитом (способ заливки и качество баббита см. выше-Рамовые подшипники). 4) Сверление дыр для болтов (одна из трудных и ответственных операций); необходимо сохранить взаимную параллельность дыр при параллельности их к оси шатуна, кроме того расстояние между отверстиями как в головке, так и фланце шатуна д. б. строго выдержаны (отклонение ±0,3 мм). Сверление дыр производится по кондуктору на гориз.-расточных станках. Предварительно просверливают дыры с недомером 1-2 мм на диаметре, затем проходят резцом в оправке, опертой обоими концами, с недомером 0,1-0,2 мм под развертку; последней операцией является развертывание. Отверстия обрабатываются с точностью до -О, -f 0,005 мм. Верхние головки шатунов крейцкопфных двигателей изготовляются подобно ниж- ним. Вкладыши закрытых головок часто делают из фосфористой бронзы: в малых мощностях цельными, а в средних разрезными с зажимным клином (фиг. 14). Зазоры в бронзовых вкладышах делаются на 25% большими, чем в залитых баббитом; также делают большим и осевох! зазор, учитывая больший коэф. расширения бронзы. В настоящее время з-ды заливают бронзовые вкладыши баббитом, создавая более б-тагоприятные условия для работы поршневой цапфы. При установление размеров вк.тадышей следует проверить на удельное давление в смазочном слое, допуская в кривошипных головках до 90-ПО кг/см, а в крейцкопфных или поршневых и выше-до 125-150 кг/см из-за недостатка места. Во вкладышах устраивают распределительные канавки (так наз. холо-ди.тьники) н для масла (фиг. 14 и 15), но эти углубления не должны доходить до краев вкладыша во избежание утечки масла через зазоры. Стяяшые болты в составных головках должны сидеть возможно ближе к цапфам в целях уменьшения изгибающего момента, С этой целью иногда ставят по 4 болта, хотя это усложняет обработку головки. Желательно по возможности обходиться 2 болтами. Материал для болтов четырехтактных двигателей применяют высокого качества, так как напряжение, к-рому они подвергаются, меняет величину и направление. Нек-рые з-ды применяют хромоникелевую сталь с Kg=70-U0 кг/мм. Предел пропорциональности 50 кг/мм, б > 15%, ударная проба 10 кгм/с.ч^ для образцаЗО хЗО х 160.чм. Но можно применять и сименс-мартеновскую сталь с ifj=504-60 кг/мм, б > 20%, а для двухтактных - с К^=40~Ъ0 кг/мм- 6 > 22%. Напрялеение на растяжение не должно превосходить 350-400 кг/см. Стяжные болты-одна из ответственнейших деталей, и разрыв их влечет серьезные последствия для двигателя, почему рекомендуется заменять их после 10 ООО ч. работы двигателя. Выполнение их д. б. очень тщательным. Высаживание головок не рекомендуется, но иногда в целях экономии материала их куют, а чаще изготовляют болты целиком из катаного материала. Резьба рекомендуется мелкая или Акме (трапецоидальная). Переход к стержню плавный; необходимо предусмотреть закругление большим радиусом при переходе к головке. Многие заводы снабжают болты у головки и в соединительных стыках утолщениями, плотно входящими в отверстия, а остальной стержень ослабляют до внутреннего диаметра резьбы. Гайки цементируют и калят грани под ключ. Гайки за-контривают контргайками, закрепляют сто-порйыми болтиками Пена; лучше всего ставить корончатые гайки со шплинтами. Крейцкопф и шток. Назначение крейцкопфа (крестовины)-соединить шток поршня с шатуном. Крейцкопфы выполняются с одним (фиг. 16) или двумя башмаками; в первом случае широкая плоскость воспринимает давление прямого (рабочего), а две узкие стороны-обратного хода шатуна. Такая двусторонняя заливка требуется для судовых двигателей. В газовых двигателях чаще башмаки обтачршаются по кругу, тогда как в дизелях выполняются плоскими. На фиг. 16 изображен крейцкопф с одной направляющей четырехтактного двигателя простого действия: а-поверхность скольжения переднего хода, б-то жв заднего хода, в, г- стопор против поворачивания штока, д-стопор гайки штока, е-шпонка, ж-соединительные болты, 3-стопоры для болтов ою, и-отверстия для рымов, %-боковые бронзовые полосы направляющих, л-винты для укрепления к, м-радиальные отверстия для  Фиг. 16. сбора смазки, н, о и п-каналы для подведения смазки к направляющим, р-вертикальная распределительная канавка, с-отверстия для подвода смазки к б, т-отверстия для подвода смазки к к, х-х, у-у-сечения, проверяемые при расчете на изгиб. Башмак отливается из стали (качество материала см. выше-Рамы) и заливается баббитом, а крестовина с цапфами отковывается из стали и соединяется с башмаком болтами. Для крестовины сталь должна иметь: К^=70-80 кг/мм, д > 14%. Сталь д. б. твердая-Я/,.,. 200, чтобы можно было допускать удельные давления 100-120 кг/см и выше. В центре крестовины просверливают отверстие для пропуска конца штока, закрепляемого на резьбе гайкой. Большим усилиям подвергаются крейцкопфы двигателей двойного действия, т. к. воспринимают не только силы инерции, но и давление горения. Расчет крестовины довольно прост. Проверяются на изгиб сечения х-х, у-у (фиг. 16). В сечениях X-X допускается напрялсение па изгиб до 600 кг/см, в сечении у-у до 470 кг/см, причем принимается, что усилие приложено в средине крейцкопфных цапф; оно вообще распределено нерЙ,вномерно по всей длине. Цапфы крестовин отковывают за одно целое с фланцем для присоединения к башмаку; они представляют значительные трудности для обработки. Особенно тщательна д. б., пригонка хвоста штока в отверстие крестовины. Ось этого отверстия д. б. перпендикулярна к оси цапф, т. к. при малейшем отклонении при значительной длине поршня,  Фиг. 17. вверху его получится большой перекос. Цапфы д. б. тщательно отшлифованы. Т. к. здесь допускается высокое давление смазки, то обьгано смазка производится особьш насоси-ком с давлением до 20 aim. Башмак крейцкопфа представляет собой стальную отливку; для устранения литейных напряжений его подвергают тщательному отжигу. После предварительной обработки трущиеся поверхности доллсны быть залиты баббитом, причем их предварительно вылуживают. Заливка производится в чугунной разъемной форме; т. к. заливается большаяплощадь, то необходимо по окончании заливки проверить плотность приставания баббита простукиванием молотком. Звук д. б. ясный,--глухой звук указывает на плохую заливку, п крейцкопф необходимо снова залить баббитом. Посте обработки рабочих поверхностей на них выфрезеровывают канавки для смазки, тщательно округляя их кромки. Резьба на конце штока должна быть мелкая или пилообразная. Шток двигателя простого действия работает в более благоприятных условиях, чем двигателя двойного действия, так как он не проходит через камеру горения и сальник. Материал- сименс-мартеновская сталь с JT = 50 60 кг/мм, д > 20%. Шток работает преимущественно на сжатие; при расчете допускается напряжение 600 - 700 кг/см, а при расчете по формуле Тетмайера запас прочности принимается 6-7-кратным. Шток работает на растяжение только при всасывании, причем возникающие напрял^епия весьма малы. Один конец штока снабжают фланцем для соединения с поршнем посредством шпилек, а другой-хвостом, снабженным 2 буртиками и конусом, для соединения с крестовиной. Сделанные между пригнанными поверхностями заточки обеспечивают более легкую пригонку. На фиг. 17 изображен шток поршня: а-стопор против вращения штока, б-кольцевые канавки для подвода масла к башмаку крейцкопфа, в-стопор, 3-гайка штока, д-замок гайки. Цилиндровые крышки. Крышка четырехтактных двигателей значительно сложнее, чем двухтактных, так как в пей приходится устраивать гнезда для 5 клапанов (топливного, впускного, выпускного, пускового и предохранительного), тогда как в двухтактном внуск и выпуск газов в большинстве случаев производится через окна в цилиндре; термич. напряжения в последних однако выше. В двигателях двойного действия внутренняя крышка еще усложняется устройством са-ть-ника для штока. На фиг. 18 изображена верхняя крышка цилиндра двухтактного двигателя: а-патрубок топливного клапана, б--патрубок пускового клапана, в- впуск и г-выпуск охлаждающей воды, д, е, ою, 3, и-ребра жесткости и ребра для направления воды, к-пробки для закрытия шишечных отверстий, л-водоспускная трубка, м-отверстие для индикатора, н-нарезанные отверстия для ушков, п-закругления входящих углов об]:)аботанных поверхностей. Крышка является одной из ответственнейших деталей двигателя. Все крышки охлаждаются водой; особенно интенсивного охлаждения требует днпшо, обращенное к камере сгорания; для усиления циркуляции иногда устраивают особую перегородку вблизи основного днища. Крышки должны снабжаться специальными люками, об- РазрвзЯ-Б РазразВ-Г 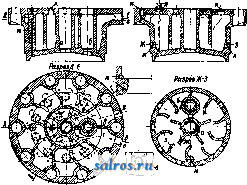 Фиг. 18. легчающими очистку крышки от накипи и грязи. В стальных крышках верхнее днище иногда делают в виде съемного диска. Несмотря на ряд мероприятий повреждения в крышках происходят все же чаще других. Это наименее долговечная деталь в двигателе. Основным материалом для крьпаек служит чугун, по качеству близкий к чугуну для цилиндровых втулок. Для уничтожения литейных напряяеений крышки подвергаются отжигу при 1° 450-500°. Аналитич. )асче-ту крышка почти не поддается. Эта деталь представляет значительные трудности для конструктора. В нижнем днище крышки возникают напряжения сжатия, в верхнем днище-растяжения от давления при горении и от затяжки болтов. Высота крышки четырехтактных двигателей определяется размерами каналов для подвода воздуха и отвода продуктов горения. При выборе размеров приходится преимущественно руководствоваться зарекомендовавшими себя конструкциями и опытом конструктора. При отливке крышки приходится соблюдать известные предосторояености. Отливают их вниз днищем, примыкающим к калгере сгорания, а сверху устраивают значительную прибыль с соответствующим количиство.м выпоров и литников, в зависимости от конструкции и размеров. Прп обработке крышки особенное внимание нужно обращать на округление всех кромок в области камеры сгорания и у отверстий для 1слапанов. По изготовлении крынпса подвергается гидравлич. испытанию в полости для охлаждающей жгщкости на давление в G aim. Реже подвергают испытанию нижнюю полость крьппкп на двойное рабочее давление. Т. к. в крьпнках устраиваются каналы,то приходится ограничиваться небольшим числом болтов-от 8 до 12, и только в очень крупных двигателях число их достигает 16. Напряжение в болтах не должно превосходить 400 кг/см; материал болтов-мягкая сталь. Кулачные шайбы. Открытие и закрытие клапа1юв обычно производится кулачками, лишь у некоторых типов газовых двигателей эксцентриками. Иначе говоря, кулачные шайбы предназначены для преобразования непрерывного вращения распределительного вала в периодич. движение, передаваемое клапанам. Форма кривой подъема и опускания клапана зависит от получающихся соотношений скоростей. При графич. построении кулачка можно исходить из выбранной заранее диаграммы ускорений илп из формы кулачка. Первый способ дает возмояшость выбора наиболее благоприятного соотношения сил, но очертание кулачка получается более сложным и представляет нек-рые трудности для правильной обработки. При втором способе упрощается обработка, но получается менее благоприятное соотношение сил (большие ускорения). Кулачные шайбы небольших и средних двигателей, изготовляют из цилиндрового твердого чугуна (Яв,.>200); для выпускных шайб применяется иногда отбеленный чугун. Для больших мощностей применяется сталь, которая принимает закалку до Н^г > 350! Кулачки газовых двигателей делаются разъемными. Шайбы топливных клапанов у дизелей делают из чугуна со стальной вставкой, несущей на себе гребень кулачка. Эта вставка закаливается до Яд,. = = 350-400. Конструкция кулачка должна давать возможность просто и удобно перемешать эту вставку, что необходимо при регулировке двигателя. Выбранные размеры шайбы проверяются на смятие; допускаемое напряжение й = 4 ООО mjcM для дизелей и 3 500 для больших газовых двигате- лей. Ширину кулачка можно рассчитать по формуле Ь = , где D-диаметр ролика, Р- давление на ролик, /с=10 для впускного клапана, к АО для выпускного клапана. Обрабатывают шайбы на фрезерных или шлифо-вальны.х станках, применяя соответствующие копиры. Компрессор. В компрессоре атмосферный воздух сяеимается до 50-80 aim и используется гл, обр. для распыливания топлива в компрессорных дизелях. Кроме того сжатый воздух необходим для пуска двигателей, а в судовых установках и для реверсирования. Для двигателей малой и средней мощности компрессоры выполняются двухступенчатыми, для крупных тихоходных-трехступенчатыми, а для быстроходных (типа подводных лодок) даже четырехступенчатыми. Основные размеры компрессора можно определить, исходя из потребного количества сжатого воздуха; последнее однако зависит не только от расхода форсуночного воздуха, но и от количества слатого воздуха, накапливаемого для пуска двигателя в ход, а в судовых установках и д.тя реверса. Чем чаще остановки или перемены хода двигателя, например в судовых установках, тем больше д. б. размеры компрессора. Расход форсуночного воздуха при полной нагрузке составляет от 1,9 до 2,2 кг, или от 1,6 до 1,9 на .1 кг топлива. Часовой расход воздуха на 1 Н* составляет от 0,3 до 0,4 при 0° и 760 мм ртутного столба. Для стационарных четырехтактных дизелей объем принимается равным 8-10 л/ш. на 1 IPf двигателя. Судовые двигатели требуют бблыиих компрессоров, чем стационарные. Для двухтактных двигателей приведенные цифры удваиваются. Отношение длины хода к диаметру ци--яиндра низкого давления компрессора выбирается в пределах от 0,9 до 1,3; скорость поршня от 0,75 до 1,2 м/ск в тихоходных и от 2 до 3 м/ск в быстроходных двигателях. При выборе отноп]ения объемов нужно учитывать, что при нормальной работе двигателя компрессор используется только частично. По конструктивным соображениям иногда трехступенчатые компрессоры делят на два: два цилиндра низкого давления комбинируются-один с цилиндром высокого,!другой с цилиндром среднего давления, и приводятся от двух кривошипов. Чаше всего трехступенчатые компрессоры выполняются с диференциальным поршнем (фиг. 19). Литье цилиндра и поршня д. б. плотным, что иногда трудно достижимо при значительной разнице в диаметрах и толшине стенок в разных ступенях, почему некоторые з-ды как цилиндры, так и поршни делают составными. Цилиндры и поршни отливают преимущественно в вертикальном положении. Стенки 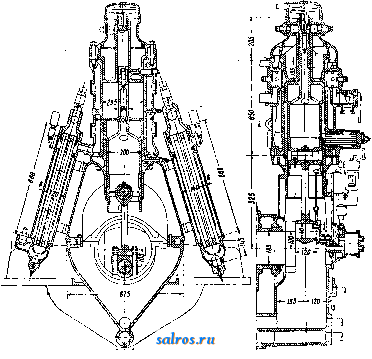 Фиг. 19. цилиндра д. б. снабжены достаточным количеством люков для очистки зарубашечного пространства от шишек после отливки и от накипи и 1-рязи во время эксплоатации. Толщина стенки выбирается для ступени низкого давления ~ D (диам. цилиндра), а для 1 высокого давления -j стенки часто де- лают с запасом, учитывая возможность расточки и вставки новых втулок после износа. Преимущественно применяют вертикальную конструкцию компрессоров, более соответствующую типам самих двигателей и более благоприятную в смысле условий работы клапанов. Штуцера для смазки обычно ставят только в ступени низкого давления. Методы и последовательность операций при механич. обработке цилиндров, поршней, колец и других частей компрессоров в основном аналогичны соответствующим деталям главного двигателя. Необходимо учитывать трудности расточки в одну операцию цилиндров, резко различных по диаметру, при условии соблюдения строгой концентричности и при отсутствии конусности и овальности, особенно в цилиндре высокого давления, т. к. приходится применять длинную бор-штангу малого диаметра. Зазор между поршнем и цилиндром в ступени высокого давления выполняется в 0,05-0,15 мм, а для ступени низкого давления он примерно в 3 раза больше. При малых диаметрах цилиндров высокого давления поршневые кольца делаются преимущественно стальными; иногда же верхнюю часть поршня делают составной из нескольких частей, в промежутках которых располагают кольца; весь этот комплект скрепляется с телом поршня болтом и КЛИНО.М. По окончании обработки зарубашечшзе пространство испытывается гидравлическим давлением на в atm, а внутренние полости цилиндра соответственно на 120, 40 и 10 aim. Клапаны применяются автоматические, преимущественно пластинчатые, из никелевой ста.чи. Всасывающие и нагнетательные клапаны делают обычно конструктивно одинаковыми, но ставят в обратных положениях, скорость же воздуха регулируют изменением количества клапанов. Подъем клапанов делается в 2-4 мм. Средние скорости воздуха, отнесенные к средней скорости поршня, для разных ступеней раз.личны. Скорость всасывания и нагнетания в ступени низкого давления 70-100 м/ск, в ступени среднего давления 50- 75 М./СК и высокого давления 30-50 м/ск. Охлаждение воздуха производится змеевиком или трубчатыми холодильниками с трубами красной меди. Сборка двигателя (главные части). Сборка двигателя производится на специально приспособленном для этого станде-б. или м. солидного устройства в зависимости от веса и мощности двигателя. Главные части стан-да-две горизонтальные параллели (чугунные литые), служащие для непосредственного закрепления на них фундаментной рамы дви- гателя. Установка и закрепление фундаментной рамы на параллелях является весьма ответственной операцией, так как от правильности и надежности выполнения ее зависит правильность сборки всех прочих частей, а следовательно и работы двигателя при испытании. Фундаментная рама д. б. установлена т. о., чтобы ось коленчатого вала была строго горизонтальна, а опорные поверхности станин, стоек или картера (в зависимости от конструкции)были тоже горизонтальны. Выверка этих положений рамы производится при помощи: а) яшсткой поверочной линейки, размеры которой берутся в зависимости от величины рамы, б) ватерпаса с плоской опорной поверхностью длиной 300 мм и ценой деления, соответствующей уклону 0,1- 0,2 мм на 1 JH длины. Поверочную линейку вместе с ватерпасом последовательно накладывают в разных по-тожениях на выстроганные поверхности рамы и т.о. определяют правильность положения рамы. Между рамой мотора и параллелями станда по бокам крепежных болтов прокладывают специальные прокладки, к-рыми пользуются при установке рамы в горизонтальном положении, путем увеличения или уменьшения ихтолщиныили количества. После установки рамы ее закрепляют на параллелях болтами и снова выверяют линейкой и ватерпасом, так как перекашивание рамы при затяягке болтов неизбеяшо. Это перекашивание устраняется опять-таки за счет прокладок, причем обращается внимание на последовательную равномерность затяяски болтов. После окончательной и удовлетворительной выверки закрепленной рамы (с точностью до деления ватерпаса) ее пололсение фикси1)уют в большинстве случаев при помощи реперов-специальных приливов, находящихся на уровне верхней строганной поверхности рамы. Эти приливы пришабриваются по линейке и ватерпасу как вдоль, так и поперек рамы и слуя-сат для последующего контроля правильности положения рамы при монтаже и ремонте. Во избежание повреждений шабер-ных плоскостей реперов, их закрывают железными пластинками на болтиках. Укладка рамы горизонтального двигателя в основном идет совершенно одинаково. Здесь главной заботой будет установить строго горизонтально оси рабочего цилиндра и коленчатого вала (осуществляемые в виде натянутых струн) так, чтобы: 1) ось цилиндра была перпендикулярна оси вала и с ней пересекалась, 2) ось цилиндра и ось вала были горизонтальны, оси же цилиндров лежали в одной плоскости, 3) ось цилиндра проходила на равном расстоянии от кромок соответствующих вкладьнией. При этом весьма внимательно следят за равномерной затяжкой болтов, во избежание сильных деформаций рабочего цилиндра. Отсутствие последних проверяют, как обычно, П1тихмасами. Прежде чем приступить к укладке коленчатого вала, в установленной раме снимают крышки рамовых подшипников, вынимают вкладыши и проверяют по краске плотность их прилегания к постелял! фундаментной рамы и крышек. Эта операция необходима, т. к. при затяж1се рамы могли появиться деформации. Коленчатый вал до укладки в фунда- ментную ралгу проходит ряд слесарно-сбо-рочных операций; сюда относятся: сборка частей, в случае если вал составной, насадка шестерен, колец центробежной смазки, противовесов. Однако при сборке для облегчения обращения с валом и во избежание поломок все эти детали временно удаляют. Как вал, так и подшипники рамы тщательно очищают от грязи и стружек, смазочные отверстия вала закупоривают тавотом или тряпками во избежание попадания в каналы стружек и грязи. Вал требует бережного застропливания и обращения, т. к. несмотря на кажущуюся прочность он легко деформируется. Коленчатый вал должей равномерно и плотно прилегать на всех нижних половинках вкладышей рамовых подшипников и быть горизонтален с точностью до V4 деления ватерпаса. Первое проверяется по краске, второе при помощи ватерпаса с призматич. опорной поверхностью длиной 150- 300 мм и ценой деления, соответствующей уклону в 0,1-0,2 лшна 1 м длины. Проверку по краске производят следующим образом: нижние половинки вкладышей подшипников тщательно вычищают и протирают, коренные шейки вала равномерно окрашивают берлинской лазурью и вал осторожно опускают на подшипники; затем вал поворачивают вручную или краном на один оборот и так же осторожно с подшипников снимают. Таким путем на вкладышах остаются синие пятна, следы прикосновения шеек вала к вкладышам. Если пятна располагаются равномерно по всей поверхности вкладышей и вместе с тем вал лежит горизонтально по ватерпасу-укладка вала закончена. В противном слае, путем шабровки вкладышей, добиваются требуемых результатов. Эта работа довольно кропотлива и отнимает много времени, если расточка вкладышей на станке произведена неточно и центры отдельных вкладышей не располоясены на одной оси. В этом случае приходится сшабривать с поверхности вкладышей очень много металла, иногда только с одной стороны, для устранения перекоса и пр. После пришабровки нияс-них половинок вкладышей подшипников по валу, совершенно аналогично пришабривают верхние половинки. Когда на верхних половинках вкладышей подшипников будет достигнуто равномерное распределение синих пятен, подобно тому как на нижних, устанавливают зазоры в подшипниках от 0,15 до 0,60 мм в зависимости от диаметра шеек вала, числа оборотов и системы смазки (ок. 0,0001-0,0012 диаметра вала). Для установки зазоров существуют разные способы. Один из них заключается в применении свинцовых проволочек диам. ок. 0,5 до 1 мм или свитых из проволочек жгутиков. Вдоль по шейке вала кладется проволочка или жгут, на нее осторожно накладывается верхняя половинка вкладыша, затем крышка подшипника туго затягивается гайками до плотного соприкосновения стыков половинок вкладышей и прокладок. После освобождения гаек, обжатая свинцовая проволочка или жгут указывают действительную величину имеющегося зазора. Уменьшение или увеличение зазора достигается путем соответствующего подбора прокладок (бронзо- вых, латунных, бумажных). Помимо зазоров но диаметру вала устанавливают зазоры еще по оси вала. Подшипник, ближайший к шестерне передачи к распределительному валу, д. б. плотно пригнан по длине шейки вала, т. е. быть упорным подшипником, предохраняющим вал от продольных смещений. Все прочие иодшипники должны иметь зазоры вдоль оси, постепенно возрастающие по мере удаления от упорного подшипника (в крупных валах зазоры достигают 10 лш). Эти зазоры обеспечивают свободное расширение вала от нагревания в работе и располагаются при сборке па стороне, обращенной к упорному подшипнику. После укладки коленчатого вала приступают к установке ,стоек (здесь речь идет об А-образной станине; работы с колонными стойками и картером аналогичны). В отношении стойки необходимо соблюдение вертикальности оси расточки цилиндра и прохождения этой оси через ось коленчатого вала точно посредине между щеками колена. Проверкаэтого положения производится при помощи струны ~ 0,5 мм диаметром, нагруженной гирей в 5-10 кг. Вверху струна прикреплена к перекладине, внизу груз опущен в ведро с маслом, глушащим качания струны с грузом; лучше применять более легкие грузы, снабженные крыльями. При помощи штихмасов устанавливают центральное расположение струны по отношению к верху расточки цилиндра; затем штихмасом проверяется отстояние струны в нижней части цилиндра. Проверка ведется 4 измерениями вдоль оси вала и перпендикулярно подкладке. Одновременно проверяют прохождение струны через ось коленчатого вала посредине между коленами при помощи штихмасов и линейки. Когда стойка займет прави.т1ьнов положение, производят щупами замеры зазоров между опорными поверхностями фун-д-аментной рамы и лапами стойки. Эти зазоры указывают, на какую величхшу и в каком месте необходимо спилить опорную поверхность фундаментной рамы или стойки для того, чтобы стойка заняла правильное положение без подкладок. В процессе опиловки несколько раз (в зависимости от опыта сбор-в^ика) выверяют по струне, как указано выше, правильное положение стойки. Когда опиловка окончательно приведет стойку в правильное полол^ение (нек-рое отклонение от оси в плоскости перпендикулярной оси вала допустимо), ее фиксируют при помощи конич. установочных штифтов, загоняемых в специальные пройденные развертками отверстия в лапах стойки и теле рамы. После при гонки, стойки ее уда-тяют для облегчения пригонки шатуна к коленчатому валу. В большинстве конструкций нижняя головка шатуна выполняется съемной. Эта съемная головка пришабривается при вынутых прокладках к кривошипной шейке коленчатого вала совершенно аналогично коренным нод-шипникальПри пригонке следят лишь за тем, чтобы плоскость прилегания головки к стержню шатуна была параллельна оси вала при четырех положениях кривошипа (в верхнем и нижнем мертвых положениях и в 2 перпендикулярных к ним). При шабровке вкладыша нилгней головки шатуна ориенти- руются на указанную поверхность прилегания стержня шатуна. Зазор в подшипнике регулируется при помощи набора прокладок. Зазор дается обычно в пределах от 0,1 до 0,40 мм в зависимости от диаметра коренных шеек вала. Этот зазор несколько меньше зазора в коренных подшипниках. Кроме диаметрального дают еще осевой зазор, необходимый для разбега шатуна и компенсации удлинений коренного вала от нагрева. Величина зазоров берется в соответствии с величиной осевых зазоров в коренных подшипниках. Применяемое нек-рыми з-дами перенесение осевых зазоров в верхние вкладыши нецелесообразно. После пригонки нижней головки шатуна к ней прибалчивают стержень шатуна, на котором предварительно наносят центровую риску. По этой риске и отвесу выверяют вертикальность оси стержня шатуна. Отклонения от вертикали устраняются припиловкой плоскости стыка стержня и нижней головки шатуна. Верхняя головка, обычно составляющая одно целое со стержнем шатуна, пригоняется к поршню с цапфой отдельно. Эта операция ведется следующим образом. Цапфа пригоняется первоначально к своим гнездам в поршне; здесь требуется тугая посадка и хорошее прилегание во избежание недопустимого хлябания цапфы во врсхмя работы. Затем поршень собирают вместе с шатуном и цапфой; при этом поршень ставят вертикально в перевернутом положении. Шатун удерживается также в вертикальном положении деревянными распорками. В собранном виде ось поршня должна совпадать с плоскостью.качания шатуна. Проверка ведется по линейке со специальными лапками для удержания ее на боковой поверхности поршня, контролируя при посредстве штихмасов симметричность располол:ения шатуна по отношению к поршню. Отклонения шатуна выправляют шабровкой вкладыша верхней головки. Цапфе верхней головки шатуна дают в подшипнике диаметральный зазор обыкновенно 0,08- 0,25 мм в зависимости от диа.метра цап(1)ы и способа смазки. Помимо этого дают еще торцевые зазоры по бокам подшипника в пределах 0,3-0,5 мм на сторону. После того fiaii закончена пригонка шатуна к кривошипной шейке коленчатого вала и к цапфе поршня, стойку вновь ставят на место по контрольным конич. штифтам и окончательно закрепляют ее па шпильках. Затем поршень, собранный вместе с шатуном, спускают сквозь цилиндр сверху на место. При этом проверяют правильность взаимного расположения поршня и цилиндра, обусловливаемого точностью сборки шатуна вместе с коленчатым валом и поршнем; проверка производится в 4-х положениях кривошипа, причем пользуются лампой для просвечивания зазора между поршнем и цилиндром. Таким путем исследуют зазор по всей окружности. Кроме того проверяют качку поршня в тех же четырех положениях кривошипа. Эти операции производятся при отсутствии поршневых колец. Поршневые кольца епе до надевания их на поршень поочередно заводятся в цалиндр, где щупом проверяется плотность их прилегания к стен-р:ам последнего и величина зазора на стыке. который берут равным 2-3,5 мм в зависимости от диаметра цилиндра (300-700 мм). Надевают кольца на предварительно вычищенный и промытый порщень при помощи 3-4 тонких, железных пластинок последовательно, начиная с нижнего кольца. Между кольцом и его канавкой должен быть зазор 0,1-0,15жл*, считая по высоте; необходимо убедиться в достаточной свободе двилсения колец в их гнездах, т. к. иначе возможно заедание в работе колец и задирание цилиндра. Крышка рабочего цилиндра в четырехтактных двигателях несет в себе топливный, впускной, выпускной, пусковой и предохранительный клапаны. Каждый из клапанов образует отдельную сложную дет^ль вместе с заключающим его корпусом (клеткой клапана). При сборке обращают внимание на исправность движения клапана, целость пружины, чистоту и хорошую притирку клапана. При постановке клапанов в гнезда рабочей крышки и при закреплении их заботятся о равномерной затяжке гаек во избеят-ние перекоса корпуса и седла клапана или защемления шпинделя клапана. Особое внимание уделяют топливному клапану, набивке его сальника, притирке седла, смазке и затяжке пружины. После сборки всех клапанов на крышке рабочего цилиндра последняя ставится на свое место. Уплотнение крышки лучше всего достигается проволокой из красной меди, закладываемой в выточку на цилиндре в виде плоской спирали, скрепленной припоем в нескольких местах; применяют также кольца из листов красной меди или из клингерита. Положение крышки на цилиндре выверяют по имеющимся на ней рискам. Если крышка несет на себе рычажный валик, заботятся о параллельности его распределительному валу, что необходимо для правильного соприкосновения роликов рычагов и кулачных шайб. Затяжку крышечных гаек произво.тят осторожно, равномерно и постепенно по всей окруяшости во избежание перекоса и неравномерного натяжения шпилек. Затяжку гаек лучше всего производить при помощи короткого ключа и ручного молотка или небольшой кувалды. Применение длинного рычага недопустимо. Постановкой крышки заканчивается сборка крупных частей двигателя. Полная сборка двигателя заканчивается следующими работами: 1) установкой компрессора, продувочного насоса, если таковые имеются; 2) установкой площадки, лестницы и прочих частей гарнитуры двигателя; 3) проводкой труб охлаждающей воды, смазки, топлива, воздуха; 4) установкой передаточного вала; 5)уста-новкой распределительного вала с кронштейнами; 6) установкой регулятора; 7) установкой топливного насоса и соединением его с регулятором; 8) установкой моялерупов, масляных пососов, капельников и пр.; 9) надеванием на вал двигателя маховика; 10) установкой механизма управления двигателем; 11) присоединением к двигате.пю динамо или тормоза. Методы и способы, указанные здесь, в основном применимы и к двигателям других конструкний и типов, с учетом их осо-бшшостей. Ббльшую сложность при сборке представляют двигатели крейцкопфные, реверсивные и двигатели двойного действия. Регулировка двигателя. Закончив сборку, проверяют функи1юнир1вание отдельных частей, проворачивая двигатель вхолостую. Это дает возможность обнаругкить и своевременно устранить неизбежные при сборке упущения, могущие привести к аварии. Затем переходят к регулировке двига- теля, установке необходимых зазоров, углов и положений распределительных органов'. Кулачки клапанов, временно закрепленные на распределительном валу, окончательно заклинивают после регулировки двигателя по снятым приработе индикаторным диаграммам. Одновременно регулируют зазоры между роликами рычагов и кулачными шайбами. Это достигается подвинчиванием или отпусканием болтов на концах рычагов, упирающихся в шпиндели клапанов. Величины зазоров берут следующие (в мм): Клапаны Зазоры Впускной............. 0,5-0,8 Выпускной............. 0,6-1,0 Топливный............. 0,3-0,5 Пусковой.............. 0,6-0,8 Отсечку топливного насоса устанавливают при двух крайних положениях муфты регулятора. При крайнем верхнем положении муфты двигатель должен иметь число оборотов на 4-5% больше нормального, а отсечка топливного насоса должна соответствовать подаче топлива при холостом ходе горячего двигателя. При крайнем нижнем положении муфты двигатель должен иметь скорость на 4 - 5% ниже нормальной, а нагрузку наибольшую для данного двигателя, включая и допускаемую перегрузку. Отсечка в данном случае долиша обеспечивать двигатель подачей топлива, имея как всегда известный запас, так как топливные насосы рассчитываются на значительно ббльшую подачу топлива, нежели это. требуется для двигателя. Механизм регулятора весьма тщательно проверяется. Все его движения д. б. легки, свободны, но вместе с тем детали не должны иметь игры в соединениях. Проверка ведется при расцепленной от катаракта и отсекателя муфте регулятора. Движение шаров регулятора, муфты и пр. проверяется вручную. Тугой ход механизма регулятора вызывает ущемление движения рычагов и тяг и прекращение регулирования двигателя. Слабина в соединениях вызывает неравномерн. ход двигателя. Работа двигателя зависит от исправного действия топливного насоса (т. е. правильной подачи топлива), смазочных аппаратов, всех вспомогательных приспособлений и устройств и охлаждения. Подача топлива, смазки и охлаждающей воды зависят от состояния трубопроводов, их соединений и клапанов, а также от исправности соответствующих насосов. Поэтому еще до первого пуска двигателя в ход производят тщательную проверку всех этих частей. Особенно неприятны всякие забытые временные пробки, о к-рых следует помнить и своевременно их удалять; кроме того необходимо тщательно очистить все части, продуть воздухом трубопроводы и пр. Прокачка вручную топлива, смазки и пропуск воды по линиям трубопроводов помогают обнаружить неисправности. Пуск двигателя в зависимости от его мощности производится либо вручную либо при помопи! сжатого воздуха; последний способ самый распространенный. После нрскольких минут работы вхолостую, двигатель останавливают, тщательно осматривают и при обнаружении ненормаль-ностей их немедленно устраняют. Первые пробы двигателя сразу говорят о качестве сборки, об исправности действия отдельных частей, механизмов и устройств. При испытаниях наблюдают за числом оборотов, действием регулятора, работой топливного насоса, рабочих клапанов, состоянием подшипников (стуки, нагрев), подачей смазки, 1° и составом отходящих газов и охлаждающей водой. Стуки в подшипниках говорят о ненормально больших зазорах или о недостаточной смазке. Нагрев подшипников напротив указывает на малую величину зазоров, на перекосы или недостаток смазки. Стуки поршня служат признаком большого зазора между поршнем и цилиндром, неправильной работы колец или же несвоевременной подачи топлива в цилиндр. Во всяком случае правильное определение причин тех или иных явлений в двигателе-дело опыта персонала, обслуживающего двигатель. На станде сборочной мастерской двигатель окончательно отрегулировывается, положение всех органов распределения фиксируется при помощи отметок, клейм, штифтов, шпилек. По всем этим данным производится установка распределения при монтаже, ремонте и прочих работах. При регулировке двигателя снимаются индикаторные диаграммы, позволяющие определять отдельные моменты работы двигателя и получать равномерную мощность в отдельных цилиндрах (см. Ип-дикатор). Разница мощности в отдельных цилиндрах не должна превосходить ± 5%. Нагрузку двигателя следует увеличивать постепенно во избежание нагрева и.ти заедания движущихся частей, внимательно следя за иcпpaвньrr состоянием отдельных частей двигателя. При заводских испытаниях проверяется выполнешш технич. условий, касающихся часового расхода топлива на 1 1РегГ числа оборотов, равномерности хода, кпд. Обыкновенно испытание двигателя средней и крупной мощности производится на том же станде, что и сборка, причем нагружают двигатель посредством дииамомашины или тормоза, соединяемых с двигателем приводным ремнем или при помощи муфты. По индикаторным диаграммам вычисляется индикаторная мощность двигателя. Число оборотов двигателя указывает тахометр или счетчик оборотов. Равномерность хода определяется по тахограммам. Развиваемая полезная мощность определяется из показаний амперметра и вольтметра (при нагрузке динамомашиной) либо, при работе с тормозом, по навеске на рычаге тормоза и скорости обода тормоза. Расход топлива чаще всего определяют взвешиванием расходного бака; при этом фиксируется расход топлива за измеряемый период времени, при сохранениипо-стоянных наг])узки и числа оборотов. Простое деление дает часовой расход топлива на 1 iPeff Механический кпд получается делением полезной мощности двигателя на его индикаторную мощность. По окончании регу.тировки и испытания необходимо замерить высоту камеры сжатия в каждом цилиндре при посредстве оттиска на свинце, вредных' пространств в разных ступенях компрессора, продувочного насоса, конечно, если таковые имеются. Все эти замеры, а также величину зазоров, установленных при сборке, и результаты испытаний необходимо занести в особый акт, один экземпляр которого с комплектами индикаторных диаграмм отправляется заказчику для руководства при монтаже и эксплоатации двигателя. Лит.: Бехтерев П., Сборка двигателей Дизеля, Л., 1927; ШварцбекИ., Рациональнап эксплоатация двигатРлеП Дизели, пер. с нем., М., 1928; Голубев е., Двигатель Дизеля, его устройство, действие, установка и уход за ним, М.-Л., 1928; К е р п е р К., Конструировпние дизелей, пер. с нем., Л., 1928; Г ю л ь д н е р Г., Двигатели внутрепнего сгорания, пер. с нем., т. 1, Москва, 1928; Д у б б е л ь Г., Двигатели внутреннего горения, пер. с пем.. Л., 1928; S as S F., Kompressorlose Dieselmascbinen, Berlin, 1929; S н i 1 i g e г Л1., Kompressorlose Dieselmo-toren und Semidieselmotoren, В., 1929; Valentin E., Fabrikation von Moloren und Automobilen, В., 1915; Sothern J. W., A Manual of .Marine Oil Engine Practice, 2 od., L., 1925; F о r d L. K., Praclical Marine Diesel Engineering, N. Y., 1925; Purday H. F., Di sel Engine Design, 3 ed.,London, 1928; M о r-r i s о n L., Diesel Engines. N. Y., 1923; S u p p i n о G., Land a. Marine Diesel Engines, L., 1924; Cook F. J., Diesel Engine Castings, L., 1920. Си. также Двигатели газоьые, Двиглтели Дизеля, Двигате.ш нефтя ные мелкие, Дьигатели судовые. Н. Макаревич. М. авиационных двигателей. Особенности производства авиамоторов. Производство авиамоторов относится к среднему машзностроению, обладая вместе с тем нек-рыми особенностями, выделяющими его в особую группу. Эти особенности вытекают: 1) из технич. требований, предъявляемых к деталям мотора и ко всей машине в целом, 2) из экономич. условий (ограниченность сбыта) и 3) из назначения мотора. Технич.требования обусловливают: а) применение материалов, наилучшим образом отвечающих условиям наибольшей прочности и надежности детали в работе при минимальном весе, б) кузнечную и тепловую обработку, позволяющую наиболее полно и целесообразно использовать свойства металла в зависимости от назначения детали, в) высокую степень однородности материала как в пределах одной детали, так и в сериях одних и тех же деталей, г) точную механическую обработку, вызываемую требованием опреде.денных зазоров или натягов в сочленениях, д) строгий контроль материалов, полуфабрикатов, тепловой и механической обработки и монталса. Ограниченность сбыта связана с тем, что авиация до сих пор является еще недостаточно доступным и наделгаым способом транспорта; производство самолетов и авиамоторов невелико, и их изготов.дение идет не по принципам массового производства, а мелки.ми или крупными сериями. Главными потребителями авиамоторов являются военные воздушные флоты различных стран; ббльшая часть моторов конструируется в соответствии с требованиями военной авиации. Поэтому производство авиамоторов стоит в ряду с производством других предметов вооружения, ив развитии М, и совершенствованиях конструкции мото- ров прежде всего заинтересованы военные ведомства каждой страны. Та конкуренция, которая существует в области вооружения в капиталистических странах, сказывается и в М. В мирное время она проявляется в создании новых, все более совершенных конструкций моторов с точки зрения возможности использования их для того или иного военного типа самолетов, а в военное время также и в числе вьшускаемых из производства единиц. По этой же причине всякое существенное у.яучшение - качеств мотора путем изменения конструкции или применения нового материала или нового способа обработки, хотя бы это было связано со значительным удорожанием изделия, проводится и закрепляется практикой. Состав цехов и организация авиамоторного завода. По величине затрат на оборудование основным цехом авиамоторного з-да является цех механич. обработки. Многие европ. и америк. авиамоторные з-ды получают от поставщиков все поковки и отливки; такие з-ды состоят обычно из следующих главных цехов, не считая вспомогательных: механического,термического, слесарно-сборочного и испытательной станции. Некоторые заводы имеют свои литейные и кузнечные цехи; однако и в этом случае часто з-ды салш не изготовляют наиболее крупных поковок, например коленчатых валов, а получают их со стороны. Сравнительно небольшой масштаб производства авиамоторов делает выгодной передачу изготовления целого ряда отдельных приборов и деталей на сторону-заводам, специализировавшимся в данной области; как правило все карбюраторы, шарикоподшипники, ролики, магнето, свечи и другие приборы зажигания, поршневые кольца, трубки, краники, пружины и пр. изготовляются на специальных заводах. В отдельных случаях сторонние з-ды поставляют моторным такие детали, как коленчатые валы, в совершенно законченном, обработанном впде. Возможность такого сотрудничества и коммерч. соображения определяют в каягдом случае целесообразный состав цехов моторного з-да. На каждом моторном з-де имеются свои конструкторский и опытный отделы, занимающиеся созданием новых моделей моторов. Особенно сильно развиты конструкторские и опытные отделы на америк. заводах. В отношении структуры и организации авиамоторные з-ды от других машиностроительных з-дов не отличаются. Следует лингь отметить, что конструкторское бюро и контро.ть производства имеют здесь гораздо большее удельное значение, чем в других предприятиях; поэтому вопрос сопод-чиненности руководителя конструкторским бюро и директора завода решается в каждом частном случае. Контрольный отдел обычно подчинен непосредственно директору, будучи независимым от руководителей производства и цехов. Ь^атериалы, употребляемые для постройки авиамоторов. Как было указано выше, применение материалов наиболее прочных при наименьшем весе представляет одну из основных особенностей авиамотора. Коэфициентом, характери- зующим материал с этой стороны и позволяющим производить сравнение материалов разных уд. весов и крепости, яв-тяется, в случае работы сравниваемых деталей на чистое растяжение, отношение у : Z-уд. веса у к временному сопротивлению на растяжение Z; веса двух прутков равной длины и равного запаса прочности, работающих на растянсе-ние, будут прямо пропорциональны соответствующим отношениям y:Z. В табл. 1 приведены величины у : Z для средних значений Z разных материалов. Табл. 1.-3 начения величин у, гиу:2для некоторых материалов. Название материала Чугун серый........I 7,2 Бронза литая (88:10:2) . . Железо........... Сплав для картеров (8%Си, 92% AI)........... Сталь литая........ Сплав Y литой, термически обработанный..... Электрон литой AZG . . . Дуралюмин, кованный после термообработки.... Хромоникелевая сталь,тер- мически обработанная. . Электрон штампованный VI Н...........
Значения величины у : Z для бронзы, стали, алюмиш1евых и магниевых сплавов при различных Z приведены на диаграмме фиг. 1. По этой диаграмме можно быстро
20 40 60 80 100 120 МО 160 180 -► Z кг/ми Фиг. 1. решать задачи по замене одного материала другим (для случая детали, работающей на растяжение). Пунктиром обозначены те участки кривых, для к-рых сплавы с соответ- ствующими величинами Z еще не находят применения. Йри выборе материала для тех или иных деталей' учитываются также другие механич. свойства: вязкость, способность противосто-тъ ударным нагрузкам (коленчатые валы, щатуны), устойчивость при высоких температурах (клапаны), антифрикционные (пор-liiHeBbie кольца, втулки) и технологические (Двойства: возможность получения деталей сложной формы путем отливки, способность свариваться и т. д. Основными материалами, Из к-рых изготовляется современный авиамотор, являются специальные стали и алюминиевые сплавы. Следует отметить две основные тенденции, сказывающиеся на конструкции многорядных моторов: применение стальных сварных ци.яиндров и цилиндров в алюминиевых блоках; относительные количества стали и алюминия в этих моторах различны. Молено считать, что около 50% по весу современного мотора блочной конструкции приходится на алюминиевые части, что составляет по объему около %%. В моторе Либерти (стальные сварные цилиндры) на алюминиевые части приходится по весу ок. 36%. Сорта употребляемых в М. стал е й. Сталь для М. идет в виде поковок, катаных и тянутых полуфабрикатов (прутки, листы, трубы, проволока). Количество разных по составу сортов сталей, употребляемых для М., у каждого з-да колеблется около 10. По составу стали де.чятся на углеродистые, к-рые не содержат специальных примесей Гиапример Сг, Ni, W,V и др.), и на спепиальные стали, к-рые такие примеси в большем или меньшем ксяичестве содержат. Углеродистые стали обладают более низкими механич. качествами, чем многие специальные стали, и употребляются поэтому на менее нагруженные дета-пи. Углеродистые стали, принятые в СССР, применяются нескольких марок, различающихся как по содернгапию С, так и по способу выработки: 1) в виде поковок или прутков, поставляемых в отожженном виде и получающих термич. обработку на авиамоторных заводах (марки У2, УЗ и У4), 2) в виде горячекатаных прутков, поставляемых в термически обработанном виде (марки ГС и ГПТ), и 3) в виде светдо-тянутых ка.тиброваных прутков, поставляемых в термически обработанном виде (марки СС и СПТ ). Стали У2, УЗ и У4 различаются содержанием С (0,2-0,3% в У2, 0,3-0.4% в УЗ и 0,36-0,46% в У4) и содержат: 0,35-0,75% Мп, < 0.4% Si. < 0,045%, S и Табл. 1.-Ъ1 еханилеские свойства углеродистых сталей У2, УЗ и У4 (по техническим условиям). Характеристики Марки стали Z в кг/мм......... 54-56 Предел текучести в кг/мм 1 32 Относительное сужение в % 50 Ударное сопротивление кглс/сл*2.......... 62-78 72-88 >40 6,5 4,5 Табл. 3.-М еханическиесвойства углеродистых сталей СС, ГС, ГИТ и СП Т. Марки стали Характеристики СС и ГО ГПТиСПТ Врем, сопротивление на растяжение Z в кг/мм.....1 55-65 Относительное удлинение i в %.............1 16 Относительное сужение в % 45 Ударное сопротивление в j кгм/см........... 4,5 65-75 14 40 3,5 На загиб все марки должны выдерживать один загиб в холодном состоянии на 180° вокруг стержня двойного диаметра. < 0,05% Р. Требования., предъявляемые техническими условиями к механическим качествам стали после закалки и отпуска, приведены в табл. 2. Назначение: У2-для мало нагруженных деталей, УЗ-для деталей нагруженных, работающих без трения (напр. втулка пропеллера), У4 - для деталей нагруженных, работающих с трением (например цилиндры). Требования, предъявляемые к.механическим свойствам сталей марок ГС, ГПТ, СС и СПТ, согласно техническим условиям, приведены далее в табл. 3. Эти стали употребляются для изготовления не сильно нагруженных бо.ттов, гаек и других нормалей. Для изготовления рубашек цилиндров водяного охлаждения (штамповка, сварка) в СССР употребляется мягкая сталь марки ОМ в виде листов, с содержанием: 0,12% С, 0,6% Мп, 0,1% Si, 0,045% Р, 0,045% S, оД % Сг. Механич. свойства согласно техническим условиям должны быть: временное сопротивление на разрыв (д.ля листов тстшиной 1,5 лш) от 28 до 38 кг/нм, относительное удлинение < 25%; при приемке .чисты подвергают испытанию на загиб и выпрямление, на выдавливание по Эрихсену и на способность свариваться. Специальные стали, употребляемые для .деталей моторов, можно разбить на группы в зависимости от назначения деталей или характера получаемой тепловой обработки: стали для цементации, для напряженных деталей, работающих при невысоких температурах, для деталей, работающих при высоких температурах, для пружин. В виду того что детали, работающие с большими нагрузками в трущихся частях, являются в то же время и сильно напрялсеиными, д.тя цементации употребляют специальные стали, а не углеродистые. Состав применяемых в СССР сталей для цементации приведен в табл. 4. Табл. 4. - Химический состав (в%) сталей, употребляемых в СССР для цементации.
Механические свойства этих сталей после термообработки (закалка, отпуск), но без цементации приведены в таб.л. 5. 1 ... 32 33 34 35 36 37 38 ... 49 |
|
© 2007 SALROS.RU
ПромСтройМат |