 |
 |
 |
 |
1 ... 17 18 19 20 21 22 23 ... 49 ностыо отдельных частой телефонной цепи (аппа))аты, линия и т. д.). Усилители устанавлииаются в том случае, когда протяжение линии превосходит расстояние, при к-ром коночные передающие аппараты могут поддерживать необходимый уровень передачи. Роль усилителя следовательно состоит в усилении несущих токов т. о., чтобы последние, достигая следующего участка линии, были по величине сравнимы с токами, приходящими с конечной станции. Очевидно, что требования, предъявляемые усилителями в отношении степ(!ни усиления, мощности и т. д., колеблются в ши]юких пределах в зависимости от длины линии, частоты и т. п. Опыт показал, что наиболее целесообразно устанавливать усилители высокой частоты на расстоянии, равном приблизительно расстоянию между усилителями низкой частоты, работающими на той же линии. Это расстояние в среднем равно 240-450 км, в редких случаях оно несколько больпю. Б.лагодаря установке усилителей низкой и высокой частоты на одной и той же станции сокращается оборудование, упропщется содержание, и получается возможность пользоваться одним и тем же источнпесом питания. Требуемые усиления и мошность определяются т. о. расстоянием между усилителями. Усиление зависит от затухания линии между усилителями, а мощность от уровня энергии на выходе усилителя, к-рый необходим для обеспечения передачи. В виду большого затухания линии в диапазоне несущих частот усилитель иесупщх токов должен давать такое максимальное усиление, к-рое п])иблизительно раза в четыре превосходило бы усиление, даваемое усилителем низкой частоты, работающим на той же самой линии. Если усиление порядка 1,5 непера легко может быть получено от усилителей низкой частоты, работающих с искусственными линиями по двухпроводной системе, то усиление в 4.5 пепера, к-рое должны давать усилители высокой частоты, требует или работы без искусственных линий или перехода на четырехпроводную систему. Первоначальные системы телефонирования несущими токами в сравнении с подвеской новых проводов являлись экономически более выгодными лишь для расстояний, превышающих 500 км; системы, применяемые в настоящее время, дают экономию и на значительно меньишх протяжениях (до 300 км). Этот факт стимулировал широкое распространение установок многократного телефонирования несущими токами. Нельзя не признать т. о., что телефонирование несущими токами является одним из главных факторов в развитии дальней телефонной связи, где применение его дает значительную экономшо. Введение новых систем значительно удешевило эксплоатацию и дало возможность в Америке снизить тариф на междугородные разговоры. Эксплоатационные т])ебования, предъявляемые при телефонировании несущими токалш, в основном не отличаются от требований, предъявляемых к коммерческ. телефонным линиям, работающим другими способами. Задача заключается в установлении такой мелодуго- родпой телефонной связи между двумя отдаленными станциями, которая удовлетворяла бы определенным стандартам передачи в отношении громкости, устойчивости и качества передаваемой речи. Для удовлетворения последнего условия необходимо, чтобы полоса передаваемых тональных частот имела определенный диапазон. Кроме того необходимо сократить до минимума эффекты, вызывающие искажение, а такж;е устранить с лтгаии шумы и явление подслушивания. Сигнализационная система д. б. устроена т. о., чтобы телефонистки конечных станций могли вызывать друг друга, иначе говоря, система доллгхш. работать как обыкновенная телефонная линия. м. Юрье . Лит.: Гаррисон Г. Г., Буквопечатающир annafiaTbi и мехапиз.мы, М., 1926; Я б л о п о в с и и й 11. А., Электрич. телеграф, М., 1923; Ш м а к о в П. В., Радио поп])Овода.м, М., 1927; его ж е, Проволочный радио в Америке, Техника связи , М., 1923, т. 2; Юрьев М. 10., Мпогок1)атиап телефония с помощью высокочастотных токов, Ж'изиь и техника связи , М., 1924, 8, 9-10; В о d d i е С А., Telephone Communication over Power Lines by High Frequency Currents, Proc. of the Institute of Radio Eng. , N. Y. , 1927, V. 15, 7, p. 559; S t e r к у Н., Nent; schwodische Systeme fur Hochfrequenzverbinduiigen auf Frrnsjiroch-Icitungen, The L. M. Ericson-R(!Vi(W , Stockholm, 1929, 10-12, p. 137-154; C г u 1 с к s h a n k, Voice Frequency Telegraphs, JAIEE , 1929, v. 67, 391. МНОГОКРАТНЫЙ ПРИЕМ в радиотехнике. Многократные радиопередача и радиоприем являются существенным элементом технической орга1шзации современных радиоузлов (см.). Правильная экспло-атапия радиосвязи требует осуществления как одновременной передачи разных сигналов несколькими (или одним) передатчиками с нескольких (или одной) антенн, так и од-новрелтенного приема многих корреспондентов при помощи одной (или нескольких) антенн. Управление всеми передатчиками, как и конечный прием (слуховой, чаще автоматический) получающихся радиосигналов от всех приемников, сосредоточивается в центральном бюро (радиоузле), причем передающие радиостанции (т. п. передаюпщй центр ), приемные установки (т. н. приемный центр ) и центральное бюро, всегда терри-тгр тально разделенные расстояниями в несколько десятков км, связаны мелсду собой проволочными (воздушными или значительно чаще кабельными подземными) линиями; т. о. осуи1ествляется многократная дуплексная радиосвязь. Многократная радиопередача до последнего времени практически осуществлялась в виде схемы передатчиков, пространственно разделенных и работаюпщх каждый только на одну аЕттенну. Если удаление передатчиков один от другого и разность частот колебаний, излучаемых ими,достаточно велики, то одновременная эксп.т1о-атация их не вызывает затруднений. Однако при значительно чаше прилтеняющемся устройстве передатчиков на одной территории ( передающий центр ) для избелсания взаимных влияний приходится часто использовать отвязывание антенн (см. Связь) и кроме того, располагая их на данной местности, выби}1ать частоты излучаемых ими колебаний таким образом, чтобы избежать взаимных воздействий. Делались неоднократно попытки получения многократной радиопередачи при помощи только одной антенны, на которую работало два (редко более) передатчика (применялись искусственные методы-напр. получение волн связи в ламповом генераторе, выделение гармоник в машинном передатчике), излучавшие две или больию частоты. Однако эти системы не привились. Лишь в последние годы в связи с развитием коротких волн в ряде государств (СССР, Англия, Германия) для многократной радиопередачи используют короттсоволпый передатчик со многими модуляциями. Так, Маркони в одном и том же передатчике практически применяет модул а1ши: 1) телефонную-в пределах 400- 3 000 пер/ск.; 2) две телеграфные-на частотах 7 000 и 9 000 пер/ск. Tla приеме эти частоты, получаемые при одной и той же несущей частоте (см. Несущая волна), разделяются при помощи надлелсащих фильтров и направляются: телефонная модуляция-абоненту, а телеграфные-в пишущее устройство. В этом случае реализуемый за счет глубины модуляции суммарпь1Й коэф. модуляции не моясет превосходить 95-100% (см. Моду-ллг(мя). Достоинством такой схемы являются: 1) возможность регулирования мощности по отдельным направлениям, 2) занятие в эфире полосы частот, втрое меньшей требующейся для трех отдельных передатчиков. Недостатком схемы является значительная сложность устройства как на передающей, так и на приемной стороне. Многократный радиоприем в современном виде, в противоположность передаче (происходящей на открытых антеннах), использует всегда замкнутую форму радиосети в простой или кардноиОюй схеме (см.) и волновую антенну (см.), так как такие радиосети, обладая значительной направленностью, позволяют уменьшить воздействие на приемник атмосферных помех и исключить мешающее действие собственных (т. е. того же радиоузла) передатчиков. Сигналы, подаваемые затем в центральное бюро узла, могут приниматься в одном или нескольких пунктах (нриелшых центрах). Исторически, вначале для М. п. применялись устройства отдельных антенн (контурных или рамочных) для каждого приемника. В СССР эта мысль нашла себе отра-лсение в конструкции В. Бая;епова \,,], реализовави1сго путем подвеса на одной мачте семи замкнутых антенн в виде различной конфигурации и разного числа витков контуров семикратный одновременный радиоприем. В 3. Европе та же идея осуществлялась путем устройства рамок или контурных антенн на расстоянии нескольких сот м одна от другой, причем для каждого приемника или группы в 2-3 приемника требовались отдельное здание и особый персонал. В настоящее время (после 1925 г.) наиболее употребительным является устройство М. п. на о д н о й антенне: для этой цели используются пли гониометр или волновая антенна; подробное изложение схем и принципов устройства М. п. при помощи первого-см. Гониометр; теперь развивается использование для М. п. двух или нескольких гониометров [*]; поэтому далее описывается М. п. в случае применения волновой антенны. Волновая антенна дает возможность М. п. корреспондентов, лежащих в одном направлении (примерно в секторе 60°) в двукратном диапазоне волн. Все европейские радиостанции в Северной А.мерике видны под углом не больпге 60°, поэтому волновая антенна именно в Америке получила наибольшее распространение. На фиг. 1 показана схема девятикратного приема европ. корреспондентов в местечке Ривпрхид (п[>иемпый центр нью-йоркского радиоузла); здесь сопротивлениями Ri и jRg регулируют амплитуды эффекта открытой антенны от снижаюшего-ся провода, предназначенного д.тя компенсации этого именно эффекта. Сопротивления iJj, Ri, i?5 и Jig, а такясе искусственная линия (она слулшт компеисаторОаМ фазы) тозке tnputu. 2nput¥ Яприш /Антенна длиною 15кш  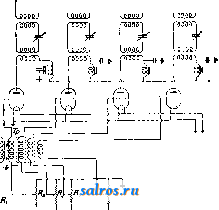 §тттттттт и. Т Фиг. 1. предназначены для подбора амплитуды и фазы тока, устраняющего эффект открытой антенны. Одна и та же антенна распределяет принятую энергию по всем приемникам при помощи специального трансформатора с 9 вторичными обмотками, заэкранированными одна от другой (приемники связываются с антенной каждый через отдельную лампу-см. Готомвтр, фиг. 12). Для твердо зафиксированных волн применима конструкция из нескольких волновых антенн (фит. 2); однако эксплоатация при этом получается очень сложной. Затруднения, возникающие при осуществлении М. п., заключаются главн. обр. в следующем: 1) в случае приема с нескольких антенн-взаимное влияние последних; 2) в случае приема с нескольких антенн (также и при одной антенне) - непосредственное и.злучение гетеродинов приемников (см. Гетеродинный прием). Первое затруднение устраняется со-ответствуюнщм расположением антенн, формой их [6] и выбором различного диапазона принимаемых частот. Уменьн1ение ясе влияния излучения гетеродина достигается; 1) надлежащим экранированием (см.) гетеродина; 2) применением очень слабо излучающих вовне Т01)0идальных катушек; 3) получением в гетеродине колебаний только, первого рода. Вредное действие гетеродина уменьшается, если при конструировании схемы: 1) отказаться от многократного ге-теродинирования, 2) с детекторной лампой устраивать слабую связь, 3) употреблять преимущественно усиление по высокой частоте, 4) гетеродин удалять от цепей высокой >-Шм- 4500м- 4500м- -юаом- h-5000u ilZIllI]: Коыбинир Перед, линия -4500м- /IjipiS линия Секцион.тране<р Регуляторы, ipaau -4500м- lnepedMUHua Конечный комбинир Г KouSuHup 1-Раеул^мзы /7ept9 линия Фиг. 2. частоты, а также входных. Помехи гетеродинов при М. п. тем значительнее, чем выше частота принимаемых волн. М. п. возможно устроить и при приеме на открытую (апериодическую) антенну; схема такого приема пе отличается принципиально от фиг. 12 в ст. Гониометр (см.). Для М. п. коротких волн, еще не получившего широкого распространения, прием на открытую антенну является наиболее употребительным. В настоящее время все радиостанции М. п. (обычно слуяашие выделенными приемниками при радиоузлах), конст-руируемыр европ. фирмами, являются гониометрического типа; только америк. фирмы во всех своих постройках станций М. п. используют схему волновой антенны. .Лит.: А)Сов. П. 5261,9673; 2)Г. П. 430695; ) ТиТбП , 1921, 13, 1924, 27; 4) Е S аи А., Die Vergrosserung d. Empfangsbfireicties bei Doppelrahmen u. Doppelcardio-idenaaordnungen durch Goniometer, Jahrb. d. drahtl. Telegr. u. Teleph. , В., 1922, B. 30, 5, p. 141; S) Г. II. 420450.-Б ашенов В. И., Основы теории ради>-приема, вын. 1, М., 1930; Куксенко П. Н., На-прапленныи радиоприем, М., 1930. МНОЖИТЕЛЬНЫЕ АППАРАТЫ И МАШИНЫ употребляются в конторской практике для получения копий с документов, чертежей и рисунков. Множительные аппараты делятся на печатающие: 1) с массы (гектографии ск 1М способом), 2) при помощи трафаретов, 3) литографским, 4) типографским и 5) фотографич. способами. 1. Гектографические аппараты. Оригинал, написанный на хорошей плотной бумаге от руки гекто графич. чернилами или на машинке при помощи гектографич. ленты, прижимается к массе, впитывающей в себя чернила (краску ленты). К полученному т.о. клише прик.тадывают листы писчей бумаги, прокатывают и получают соответствующие копии. По окончании работы клише смыва ютгубкой, смоченной в теплой воде. Первоначально гектографические чернила изготовлялись на сахаре и давали очень ограниченное число оттисков. С изобретением в 1879 г. чернил из метилвиолета (см. Метиловый фиолетовый) стало возможным получать до ста оттисков. В настоящее время чернила изготовляются из спирта, анилиновой краски и дистиллированной воды с незначительным добавлением фенола и гуммиарабика или глицерина. Гектографич. масса изготовляется из клея (желатины) с глицерином. К этой смеси по различным рецептам добавляют в небольших количествах сернобариевую соль, декстрин, окись цинка и т. п. Масса для аппаратов этого типа изготовляется таюке из глины с примесью глицерина. Рецепты гектографич. масс: 1) 4 ч. отбеленного столяр1Юго (костяного) клея, 15 ч. воды, 20 ч. глицерина, 2 ч. тщательно измель-. ченпой сергобариевой соли; 2) 8-10 ч. желатины, 20 ч. воды, 20 ч. глицерина, 5 ч. декстрина (И(ЧОгда добавляют 4 ч. сахара и 3 ч. окиси цинка); 3) 4 ч. клея, 5 ч. i оды, 3 ч. аммиака, 2 ч, сахара, 8 ч. глицерина. Наиболее примитивные аппараты состоят из металлич. ящика, в к-рый наливают клеевую массу. Неудобство этих аппаратов заключается в необходимости по окончании работы ожидать, когда масса впитает чернила старого клише и будет вновь готова к употреблению. Усовершенствованный в 1891 г. А. Шапиро аппарат (фиг. 1) состоит из рулона ленты, на к-рую нанесен слой гектографич. массы. Лента эта по мере использования перематывается с одного валика на другой, что дает возмолсность не дожидаться впитывания лентой чернил использованного клише, а употреблять каждый раз свен-сий участок ленты. Недостатками гектографич. аппаратов являются: медленность работы (до 100 оттисков в час), незначительное число копий с одного клише (максимум 100 при весьма высоком качестве чернил и массы), уменьшение ясности каждой последующей копии вследствие всасывания чернил бумагой и массой, а также большая зависимость от t° и других внешних условий. Имеется очень большое число разновидностей гектографич. аппаратов. Наиболее распространенные из них: бареограф, блисограф, гуинон, копиист, рапидограф, шапирограф, гектофикс, гектопеликан, оп-тимус, айронклед, спидограф, дуплигрант, эфишенси, накитон и др. 2. Аппараты, работающие при помощи трафаретов. Оригинал пишут посредством пишущей машинки, с к-рой снята лента, или от руки специальным пером или пшлом на особой восковой или фибровой бумаге. При этом в восковом слое бумаги получаются отверстия (соответствующие тексту документа). Изготовленный т. о. трафарет накладывают на смоченную краской подушку или вал. При прикладывании к трафарету бумаги и прокатывании ее вали-  Фиг. 1. ком сквозь отверстия трафарета, выступает краска и оставляет оттиск на бумаге. Восковая бумага применена впервые для размножения документов в 1873 г. Эдисоном, изо-бревшим мимеограф. Но достаточно прочная и пригодная для письма на машинке бумага появилась лишь с 1888 г. Для изготовления восковок употребляется японская бумага из растительного волокна. Бумажную полосу пропитывают воском, путем протягивания через ванну с растопленным восковым составом. Качество бумаги для трафаретов непрерывно совершенствуется. В последнее время изобретена фибровая бумага, из к-рой изготовляются постоянные трафареты. По употреблении эти матрицы можно снимать и затем, в случае надобности, снова пускать в дело через нек-рое время. Они не ломаются и не размягчаются, а также выдерживают большое число оттисхюв. Краска для размножения при помощи восковых трафаретов изготовляется по преимуществу на масле. Для работы с постоянными матрицами употребляют краски, изготовленные как на масле, так и на воде. Бумага для печатания на аппаратах, печатающих шаблонами, употребляется волокнистая, пористая, хорошо впитывающая краску. Множительные аппараты, работающие с трафаретов, разделяются на плоские и ротационные. Плоские аппараты состоят из металлического ящика, на дне к-рого находится подушка для краски. Над подушкой располоясена рамка с натянутой шелковой сеткой, к к-рой прикрепляется трафарет (восковка) лицевой стороной книзу. На рамку с трафаретом накладывается бумага, по которой проводят валиком, прижимающим рамку и бумагу к подушке с! краской, вследствие чего проникающая сквозь отверстия трафарета краска оставляет оттиск фл. бумаге. В нек-рых аппаратах вместо прижимающего валика употребляется црышка. В других (фиг. 2) окраска произ-  Фиг. 2. водится находящимся между подушкой и рамкой валиком, движущимся вдоль ящика при помощи рукоятки, в простейших аппаратах (дерби, брюко, бунде, грейф, диваграф и др.) бумага накладывается ручным способом, в более усовершенствованных (типидо, гелакс, диво, брюкофис и др.) бумага вкладывается стопами, вследствие чего производительность их можно довести при очень совершенной работе до 500 оттисков в час. Преимущество этого рода аппаратов перед гектографическими заключается в большей интенсивности окраски и большей производительности с одного клише. Ротационные аппараты имеют много разновидностей: простейшие ручные (фиг. 3) имеют один барабан (ронео, ропаке, ротари, ундервуд и т. д.), покрытый т. Э. т. XIII.  тканью, пропитанной жидкой краской. При поворачивании барабана бумага прижимается к трафарету находящимся внизу валиком, причем краска с барабана просачивается сквозь трафарет и дает оттиск на бумаге. В нек-рых системах ротационных аппаратов (гештетнер, ротори, ротафикс и др.) применяется дополнительный вал, к-рый растирает густую краску и наносит ее на обратную сторону трафарета через шелковую сетку. В отдельных моделях автоматизирована и самая подача краски на вал. Для одновременного печатания с обеих сторон применяются ротационные аппараты с двумя барабанами. Имеются четырех барабанные аппараты для многокрасочного печатания с обеих сторон. Для ускорения печатания отдельные модели снабжаются приспособлениями для автоматической подачи бумаги (фиг. 3) и приводятся от электродвигателя. Наиболее усовершенствованные мо-де.ти могут дать до 4 ООО оттисков в час. Преимущества ротатора- быстрота работы и от- Фиг. з. носительно большое число оттисков с одного клише. Недостатки- неравномерная, иногда с пролысинами печать, хрупкость трафаретов и зависимость от Г-ных влияний. 3. Аппараты литографского тип а. Литографский способ печатания, основанный на использовании сцепления между жирными веществами, как простой и дешевый, неоднократно пытались применить в конторской работе, но неудачно. Лишь с открытием применения для литографирования алюминиевых и цинковых пластин, появились в конце 19 в. множительные аппараты литографского типа. В 1910 г. был изобретен способ печатания на стекле. При печатании с алюминиевых или цинковых пластин оригинал изготовляется от руки или на пишущей машинке, куда пластинка вставляется, как обыкновенная бумага. Текст наносится жирной лентой, авто графич. чернилами, тушью или жирным мелом. Затем лист смачивается камедистой жидкостью. По высыхании, требующем нескольких минут, пластинка вставляется в машину и готова к печатанию. Пластинки могут сохраняться неопределенно долгое время, а такясе счищаться и употребляться до 10 раз. Простейший аппарат этого рода - ручной ротатор опалограф, в к-ром на барабан ротатора надевается алюминиевая пластинка, изготовленная указанным выше способом. Краска накатывается автоматически специальным валиком. Аппарат дает до 1 800 оттисков в час. Значительно более сложен аппарат рота-принт (фиг. 4), приводимый в движение электромотором. Рота-принт печатает с бумажного рулона, автоматически разрезаемого на любой формат. Производительность до 6 000 оттисков в час. Еще более сложна ротационная машина шварц-прессе, клише к к-рой изготовляется из металлич. фольги, на которую оригинал переводится фотографич. путем. Для перевода годится всякий напечатанный или написанный оригинал. 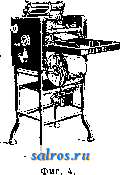 Клише хорошо сохраняется, но также легко и смывается по миновании надобности. Машина приводится в движение электромотором. Производительность машины до 1 500 оттисков в час. Для печатания может употребляться любая бумага как гладкая, так и шероховатая. Преимущества перечислеи-пых аппаратов заключаются в точности и легкости воспроизведения, быстроте работы, чрезвычайно большом числе оттисков с одного клише, долгой сохраняемости клише, легкой возможности внесения исправлений и возможности печатания в несколько красок. Для печатания со стешш применяют в аппарате опалограф матовые стеклянные, фарфоровые и эмалированные плитки, в аппарате стеклограф-зеркальные п шлифованные стеклянные плитки. Оригинал, пишут на писчей бумаге от руки специальными чернилами или же на машине при помощи особой ленты.Чериь'-ла изготовляются по различным рецептам в основном из разведенного нашатырного спирта и хлористого цинка, лента же пропитывается смесью :)аствора хлористого цинка с глицерином. 1о изготовлении оригина.та поверхность стекла смачивают раствором солей алюминия или железа в смеси с глицерином. Затем раствор стирают и на стекло накладывают оригинал, к-рый прижимается к поверхности стекла на несколько минут другим стеклом или каким-либо прессом. Полученное т. о. клише проявляют раствором глицерина и различных солей. При печатании (перед каждым оттиском) на клише ручным валиком накатывают густую краску, изготовляемую на масле, затем накладывают лист бумаги, к-рый прокатывают для получения оттиска чистым валиком. Бумага употребляется гладкая писчая. Во избежание размазывания или склеивания листы оттисков прокладывают бумажной макулатурой или припудривают тальком. По окончании работы клише легко смывается соляной к-той, и стекло вновь готово к употреблению. Недостатком стеклографа является медленность работы (до 100 оттисков в час), преимуществами- четкость оттисков, очень большое число оттисков с одного клише, портативность и простота работу. 4. Аппараты типографского типа представляют собой приспособленные для конторских условий типографские скоропечатные машины в соединении с наборными и разборными аппаратами. Они разделяются на плоские и ротационные. В большинстве случаев набор производится обычным ручным способом. Рисунок шрифта обычно подражает буквам пишущей машинки, чтобы оттиски не отличались от обычного оригинального письма. Для ускорения набора имеются наборные и разборные машины с клавиатурой, как у пишущих .машин, системы Родерталь, наборно-разборные аппараты фрео, дебего, допаг, мультиграф, миллиотип и др.; большинство из них однако довольно примитивно. Плоские печатные-машины (фиг. 5) имеются двух типов. При неподвижном наборе (альфа, брео, милио-тип, дреготип, тахотип и др.), над последним натянуто пронитанное краской полотно, как в пишущей машинке. На полотно накладывают лист бумаги, по которому прокатывают движущийся по рельсам валик. Степень нажима валика регулируется винтами. Оттиск получается при каждом двилсении валика. В машинах с подвижным набором (родерталь, эло, фиксотип, стукотип и др.) набор укреплен на скользящих по рельсам салазках, над которыми натянуто красящее полотно. Бумага, накладываемая на полотно, прижимается укрепленным неподвижно в центре машины валиком. В этих машинах применяются также валы, накатывающие-типографскую краску на набор; красящее-полотно при этом выключают. Как в первом, так и во втором случае возможно многокрасочное печатание. Ротационные печатные машины (дапаг, дебего-рекс, эпос, мультиграф пресило, ронеотип и др.) снабжены барабанами с желобками, в которые вставляется набор, и красящими полотнами. Нек-рые машины снабжены также валиками для накатки краски. Машина монакс-комбинатор,благодаря особому устройству барабана, может' печатать как с набора, так и с трафаретов..  Фиг. 5. При применении разноцветных красящих, полотен, перечисленные машины пригодны и для многоцветного печатания. 5. Аппараты фотографич. типа изготовляют точные копии с оригинала в-несколько секунд. Многие приспособлены для массового размножения копий (см. Светокопировальные аппараты). Лит.: Гуревич Е. и С, Спутник практика, 2 изд., М.-Л., 1930; Ермаков А. В., Краткое руководство работы на стеклографе, Екатеринбург, 1921; IHustriertes Buromaschinen-Dauer-Lexicon 1ш Kartothekform u. BezugquelJen-Kartei fiir Organisa-tions-Gerate, hrsg. v. L. Brauner, В., 1927-29 (картотека ежегодно пополняется); W а I 1 о n К., Kon-tormaschinen, Handbuch d. neuzeitigen maschinellen Hilfsmittein u. ihre Verwendung im Kontor, Stg., 1922;: L e h n e r S., Die Tintenfabrikation, 7 Auflage, W.- Lpz., 1920; К 0 1 1 e г Th., Die Koper- u. Vervielfal-tigungverfahren, 2 Aufl., W.-Lpz., 1921; The Business Machines and Equipment Digest, Equipment-Research Corporation, Chicago, 1927. H. Копосов МО, единица электрической проводимости (см.), т. е. проводимость электрич. цепи, электрическое сопротивление к-рой равно одному ому (см.). Проводимость-величина, обратная сопротивлению. Этим объясняется происхождение слова М. (mho), образованного чтением справа налево слова ohm. В герм, литературе вместо М. применяется для обозначения единицы проводимости слово Сименс или сокращенное обозначение- S; однако обозначение это не получило большого распространения вне Германии. МОВЕИН, основной азониевый краситель, фенилированный сафранин, строения (предположительно) о М. представляет исключительно историч. и теоретич. интерес как первый синтетич. краситель. М. был получен впервые В. Перки-ном в 1856 г. при попытке синтетич. получения хинина окислением смеси анилина и производных толуидина. Нек-рое время несмотря на высокую цену (до 500 руб. за кг) М. служил объектом промышленного производства и применялся для окраски шелка. Выход М. не превышал 5% вследствие образования значительных количеств нерастворимых продуктов окисления аминов,лшк черный анилин и т. п. М. изготовляется в настоящее время в небольших количествах и применяется исключР1тельно в Англии для окраски фиолетовых марок {см. .Азиновые красящие вещества и Красящие вещества). Лит.: Fierz-David Н. Е., Kiinstliche organische Farbstoffe, Technologie d. Textilfasern, hrsg. v. R. Herzog. B. 3, в., 1926. И. Иоффе. МОДЕЛЬНОЕ ДЕЛО, совокупность принципов конструирования моделей и производство их. Для изготовления формы для отливки применяются модели, шаблоны и стержневые ящики. Применение моделей и 1паблонов определяется характером отливаемой детали и условиями производства. Модель в основном представляет собой копию будущей отливки по ее наружным очертаниям. Внутреннее очертание отливки как правило создает стержень, изготовляемый при помощи стержневых ящиков. Шаблон не является копией очертаний отливки, но служит так же, как и модель, для получения формы отливки. Модели бывают деревянные, металлические, цементные и гипсовые. Наиболее употребительны деревянные модели, применяемые как для ручной, так и для машинной формовки. Лесные материалы, к-рые употребляются в М. д., следующие: сосна, ольха, грушевое дерево, орех. Сосна применяется для больших деталей, шишечных ящиков больших и средних размеров и для усилений конструкций ящиков. Ольха плотнее сосны, вследствие чего поделки м. б. чище обработаны в своей торцовой части. Грушевое и ореховое дерево применяется гл. обр. для моделей тонкостенных. Эти сорта дерева весьма прочны и зачастую применяются для моделей вместо металлических. Известно пз практики, что деревянные модели для машинной формовки, изготовленные из соответствующего материала, выдеряшвают до 15 ООО формовок. Металлические м о д ел и, применяемые гл. обр. для машинной формовки, изготовляются из чугуна, алюминия и сплавов красной меди. Модели 1ш сплавов красной меди лучше поддаются полировке и находят применение в тонкостенных деталях (напр. цилиндр мотоциклетного мотора, авиамотора и т. д.). Модели из алюминия находят себе применение при изготовлении крупных деталей и при ручной формовке в серийном производстве. Применение моделей из чугуна ограничено исключительно простыми деталями. Попутно с этим следует отметить применение моделей деревянных с отдельными, часто отъемными деталями из металла. Металл в М. д. применяется также при изготовлении стержневых ящиков, но лишь в условиях массового производства; как правило стержневые ящики делаются деревянными. Цементные и гипсовые модели применяются истстючительно при машинной формовке, причем в этих моделях иногда отдельные выступающие части, легко повреждаемые при формовке, делаются металлическими. Преимущество цементньгх и гипсовых моделей перед металлическими заключается в дешевизне материала и простоте изготовления. Необходимы.м условием сохранения данных моделей является нахояаде-ние их в сухом помещении при отсутствии больших колебаний t°. В конечном итоге выбор того или иного материала для модели определяется амортизационным сроком модели и затратами на текущий ремонт. В индивидуальных производствах и в случаях чрезмерной дороговизны модели для больших деталей, как напр. котлы, чаши, маховики, плиты и т. п., применяются шаблон ы. Материал шаблона-дерево. Рабочая кромка шаблона для прочности иногда отделывается металлом. Для изготовления фасонных частей при формовке сложных деталей по шаблону приходится применять дополнительные модели (например обод маховика формуется по шаблону, а втулка и спицы его по модели). Пользуясь приводимыми ниже данными уд. весов, можно предварительно подсчитать примерный вес отливки, для чего необходимо вес модели помножить на уд. в. металла отливаемой детали и полученное произведение разделить на уд. в. материала, из к-рого сделана людель: Чугун, отливки. 7,0-=-7,2 Олово..... 7,3 Стальн. . 7,8 Алюмини(1 ... 2,6 Желтая медь (ла- Воздушно- тунь)......8,2-=-8,7 сухая: Бронза.....7,44-8,9 сосна .... 0,5-г-0,76 Медные отливки 8,8 ольха .... o,42-f-n,68 Цинковые .... 6,9 орех..... 0,б-н0,8 Свинец...... 11,4 груша .... 0,61-г-0,73 Соединения отдельных частей модели. Отдельные части модели склеиваются Л1ежду собой. Но т. к. модель находится при формовке в соприкосновении с влажной и теплой землей, то одно соединение клеем недостаточно, и там, где это возмолшо, склеенные части моделей соединя- <ются шурупами. Для центрирования отдельных частей модели применяют шипы различных типов: дисковые, латунные и забивные (втулка из латуни, шип из железа) американского типа. Забивные шипы имеют преимущество перед дисковыми, к-рые держатся только на шурупах. При частом употреблении шишечного ящика латунные ди-;сковые шипы расшатываются. Кроме того -для крепления приставных частей модели применяются стальные шпильки. Шпильки должны свободно входить в предварительно просверленное отверстие приставной части модели. Кожаные галтели заменяют галтели из мастики. В продаже (на заграничном рынке) имеются галтели радиусом в 2, 3, 5, f6Va, 8, 10, 13, 16, 20 и 25 мм. . Окраска моделей. Изготовленные модели окрашиваются, смотря по назначению, в различные цвета. В таблице приведены данные комиссии по литейному делу- Ausschuss fur Giessereiwesen Gina -для окраски литейных изделий. Цвета окраски моделей.
Принципы конструирования .модели. Как правило чертеж модели отличается от чертежа готовой детали. Это положение вызывается особенностями литейного дела. Основная задача конструктора модели, определяющая метод формовки и заливки, выбор опок и пр., заключается , в.следующем: 1) правильно установить пло- скости разъемов модели, 2) определить количество и место необходимых отъемных частей, 3) наметить необходимое количество стержней и опорных мест (знаков) для закрепления стержней. Модельные знаки- опорные места для стержней. Как правило в местах предполагаемого выхода стержня, из детали помещают знаки диаметром, равным диаметру цилиндрич. части стержня, близлежащего к знаку. Длина знака принимается обычно равной ок. 1-2 диаметров знака. Форма моде.тьного знака м. б. принята прямоугольного сечения для предупреждения вращения стержня. Конструируя модель следует предусмотреть и места знаков для вывода и укрепления стержней. При этом должно иметь в виду, что впоследствии отверстие, сделанное знаком, будет заделано (пробкой, шпилькой и т. п.): Такие знаки, имеющие подсобный для литейщиков характер, называют обычно фальшивым знаком. Конусность модели. Модель, не имеющая конуса, не может быть извлечена из земляной формы без повреждения ее. Придание модели конусности следует считать непременным правилом. Средняя величина конусности для модели примерно 2%. Усадка металла. Т. к. при затвердевании металл получает усадку, то размеры модели приходится увеличивать на величину ее (изготовление модели ведется по усадочному метру). Ниже приведены средние общепринятые величины линейной усадки для разных металлов (в %): Чугун............1 Стальная отливка.....2 Латунь...........2 Свинец...........1 Медь............0,75 Алюминий.........1,75 Цинк.............1,5 Величина, на к-рую увеличивается модель по всем направлениям для усадки, называется припуском на усадку. Вопрос усадки особенно серьезен в условиях сборки двух входящих одна в другую деталей нри диаметре > 1 л1, поверхности соприкосновения которых механически не обрабатываются. В этих случаях иногда приходится считаться с величиной усадки, отличной от табличных данных. Припуск на обработ-к у. При конструировании моделей нужно учитывать толщину слоя металла, срезываемого при холодной обработке отливки. Величина припуска зависит от металла отливки, условий формовки и размеров детали отливки. Средняя величина припуска на обработку колеблется между 2-7 жж. Иногда припуск на обработку устанавливается заведомо чрезмерно большим-в 10-25 мм. Это объясняется необходимостью обеспечить получение чистой поверхности (без газовых ра- ковин). Сюда относятся случаи, где по техническим условиям работы детали чистота поверхности после ее обработки должна быть непременно обеспечена. Прибыли. В целях уплотнения отливки (цилиндры, поршневые кольца и т. п.) в формовочном деле широко применяются прибыли, которые следует учитывать при конструировании модели. К о к и л и. Для достижения равномерного остывания и уплотнения отливки (в большинстве случаев в местах перехода от большого сечения стенок отливки к меньшему сечению) применяют коки ли. Места кокилей, форма их, размер и метод их прикрепления учитываются при конструировании моделей и ящиков. Шаблоны служат для проверки правильности выполнения формы, стержней и расположения последних. Чертеж шаблонов вырабатывается вместе с прочими модельными чертежами. Производство моделей. Работа модельщика в большей мере сходна с работой столяра. Все способы обработки дерева аналогичны. Некоторое отличие составляет методика работы; работа заключается в следующем: 1) согласно модельному чертежу производится заготовка материала для всех отдельных частей модели; 2) отдельные разъемные .части центрируются и склеиваются; 3) токарная обработка; 4) фрезеровка и ручная обработка там, где они требуются; 5) отделка; 6) проверка всех размеров модели; 7) окраска. Станочное оборудование модельного цеха: 1) ленточная пила, 2) комбинированная строгально-фуговочная машина, 3) токарный станок по дереву, 4) шлифовальный станок по дереву, 5) круглая пила, 6) машина для заточки ножей и инструмента, 7) машина для разводки зубьев пил, 8) точильный камень, 9) универсальный фрезерный станок. Хранение моделей. Организация хранения моделей построена на следующем принципе: модели, находящиеся в работе, и модели, направляемые для работы, хранятся в специальном оборотном складе при литейном цехе. Все использованные модели хранятся в отдельном складе. Склад обычно устраивают в сухих огнестойких помещениях. Техника безопасности в М. д. ничем не отличается от техники безопасности в деревообделочном производстве. Лит.: Гавриленко А. П., Механич. технология металлов, 2 изд., ч. 2, вып. 2, М.-Л., 1928; Евангулов М.Г., Литейное дело, 5 изд., М.-Л., 1928; Л ев ер Р., Модельное дело, перевод с немецкого, ч. 1-2, М., 1927; Handbuch d. Eisen-und Stahlgiesserei, hrsg. v. C. Geiger, 2 Auflage, B. 1-2, Berlin, 1925-27. E. Нузман и М. Коган. МОДУЛЬ, термин, применяемый в сопротивлении материалов, теоретической физике, различных отделах математики, служит для обозначения особенно важных коэфициентов, чисел и совокупности определенных чисел. В сопротивлении материалов встречается т. н. М. упругости, или М. линейного растяжения или сжатия (модуль Юнга). Пусть имеется брусок, на равные основания которого действуют равные, про- тивоположные и равномерно распределенные по площадям оснований силы Р, и пусть бу дет далее длина бруска L, а площадь каждого из оснований s. Многочисленные опыты над растяжением и сжатием брусков различч ных материалов показали, что между так называемым растягивающим (ежи* мающим) напряжением > и относительным удлинением (с яс а т и е м) е=-. (2) где A-L-удлинение (сжатие) бруска, сущег ствует следующая прямая пропорциональная зависимость: ,г(3) поскольку напряжения р не превышают известных пределов. Коэф-т пропорциона^пь-ности Е и есть М. упругости (мод^ль Юнга). Из (1), (2) и'(3) следует, что При ДЬ = L получаем из (4) Т. о. видно, что М. упругости численно равен такому растягивающему напряжению при котором длина бруска удвоилась бьи Величина в Фиг. 1. называется коэфициентом растяжения (сжатия). Модуль Е, определенный вышеуказанным о способом, относится к изотермическому растяжению; при адиаба- / тическом же растяже- НИИ получается другой модуль Е'> Е {см. Сопротивление материалов). Выде-тим мыс- / лепно в данной прак- Z тич. .неограниченной среде призму ABCD (фиг. 1), и пусть основания последней под- р вергаются давлению р= Если бы эта прив- ма не была окружена со всех сторон данной средой, то длина ее стала бы равна на ос-, новашш закона, выраженного ф-лою (4), i = I,-AL = L-=L(l-f) = b(l-ap). (7) Но т. к. боковые стенки призмы будут подвергаться воздействию окружающейсреды, мешающей призме свободно расширяться в стороны, то действительная длина V призмы будет больше той, которая определен^ формулой (7), а именно: Z = b(l-;) = b(l-a29). (8) Т.к. Г>1, то из последнего равенства следует, что Е'>Е. Величина £Jназывается М. одностороннего сжатия слоя, а а' = - коэф-том одностороннего сжатия. Между модулями EvlE существует зависимость, к-рую можно установить след. образом. Допустим, что из рассматриваемого слоя вырезан прямоугольный параллелепипед 12...8 (фиг. 2) с квадратным основанием, сторона которого равняется Iq. Пусть далее на боковые поверхности призмы действует давление а на плоскости оснований-давление р, причем требуется, чтобы в результате всех этих давлений длина ребер 1о оставалась неизменной, а изменялась только длина боковых ребер Lq. Вследствие давлений р на плоскости оснований длина превращается в Lq (1 - ар). Два боковых давления q, будучи приложены к граням 1265 и 3487, уменьшают длины 85, 76, 41 и 32 и увеличивают длину Lq, при этом каждая единица длины последней становится равной длине 1 + afiq, где [х есть отношение относительного поперечного сжатия к относительному продольному растяжению (коэф-т Пуассона). Вследствие этого длина jLq превращается в L{\-ap){l + aq). Учитывая далее влияние давлений q на грани 1485 и 3267, получаем, что под одновременным воздействием всех давлений длина Lq превратится в Ь' = Ьо(1-ар)(1+W) (9) или с достаточной для нрактич. целей степенью точности
Фиг. 2. ар 1-2 fi (10) Ь' = Ьо[1-< Сравнивая ф-лы (10) и (8), получаем: а' = а(1-2А.). Величина отношения определяется таким образом. Ребро 85 находится под воздействием следующих противоположных влияний, вследствие к-рых оно сохраняет свою величину. Давления q на грани 1265 и 3487 изменяют длину lo в lo(l - aq); давления q на грани 1584 и 2376 изменяют ее дополнительно в длину Iq (1 - aq) (1 -\- fxaq) и наконец давления р изменяют последнюю длину в 1о(1- aq) (1 -- fiaq) (1 -f- fiap), причем в результате получается та же длина Iq. Таким образом имеем: 0 = 0 (1 - а?) (1 + (1 + W), или 1 = (1-ад)(1 + /шд) (1+/гар), откуда попучаем с достаточной для практики степенью точности: -q + fiq + ИР = 0, или р (12) 1-м (13) Подставляя значение (13) в (11), имеем: а' = а l-U-2iU2 1-й (l-2ju) l-A* ИЛИ Е'Е (14) (15) Следовательно между модулями Е в. Е\ с одной стороны, и между величинами а и а'. с другой, существуют для одного и того же материала определенные соотношения. Для неопределенно большого слоя очевидно /t = 0, так что в этом случае имеем из (15) и (14) Е' = Е VL а'а. При имеем: а' = О И Е' = со. Допустим, что поверхность нек-рого тела объемом V подвергается всесто]эоннему сжатию, равномерно действующему на всю поверхность тела с давлением р. Опытным путем найдено, что изменение Ду объема тела при малых деформапиях прямо пропорционально величине объема v и давлению р, так что b.v = y-pv, (16) где у-нек-рый коэф. нропорциональности, называемый коэф-том всестороннего сжатия; величина же JBT = - называет- ся М. всестороннего сжатия, или М. объемной упругости тела. Между модулями К Vi Е существует следующая зависимость: При = I имеем К = Е. Пусть имеются две параллельные плоскости АВ и CD, проведенные внутри какого-либо твердого тела (фиг. 3), и пусть далее одна из плоскостей CD удерживается неподвижно, а другая плоскость АВ подвергается действию параллельных сил, лежащих в этой же плоскости и равномерно распределенных по ней, вследствие чего плоскость АВ сдвинется ио отношению к плоскости CD, приняв положение А'В'. Проведем плоскость KLMN, перпендику-  Фиг. 3. лярную как к плоскости АВ, так и к действующим в ней силам. После сдвига плоскости АВ плоскость KLMN примет положение KUMN, образовав с предыдущей двугранный угол у, называемый углом сдвига. Как показывает опыт, угол сдвига гр прямо пропорционален действующей силе р, приходящейся на единицу площади АВ, так что у) = пр, (18) где п есть нек-рый фактор пропорциональности, называемый коэфициентом сдвига. Величина G = сдвига, так что - называется М. (19) V = , или р: Из (19) видно, что при у> = 1, G = p, т. е. М. сдвига равен такому напряжению, под действием которого угол сдвига был бы равен единице, т. е. одному радиану, если бы значительно ранее этого не были достигнуты предел упругости тела и затем разрушение последнего. Между модулями G и Е существует следующее соотношение: Пусть имеется цилиндрич. стержень, одно основание к-рого закреплено, а другое подвергается действию пары сил, лежащей в этой же плоскости, и момент к-рой равен М (крутящий момент М). Под действием этой пары свободный конец стержня будет закручен на некоторый угол <р. Как установлено опытным путем, угол закручивания (р пропорционален моменту М вращающей пары, длине I стержня и обратно пропорционален четвертой степени радиуса г основания стержня (закон Кулона), так что (21) где С-нек-рая постоянная, зависящая от вещзства стержня. Обозначая - через к, имеем: д>=кМ, (22) где к есть т. п. коэфициент кручения. Величина /, обратная к, называется М. кручения, так что: и M=f<p. (24) Между М, крения / и М. сдвига G существует зависимость, к-рую можно установить следующим образом. Пусть имеем отрезок стержня с произвольным сечением и осью 00 (фиг. 4) и допустим, что нижнее основание повернулось в своей плоскости на угол 9? по отношению к верхнему основанию, причем элемент ds нижней пло-/ скости повернулся около центра О на такой же угол q>. Проведя через начальное положение В элемента ds нормаль к верхней плоскости, найдем в ней положение 4 соответствующего элемента площади. После поворота нижнего основания прямая J.B превращается в винтовую линию С, причем угол между ней л образующей ВАС = v характеризует угол сдвига. Развернув тр-к ВАС на плоскость, получаем:  Фиг. 4. (25) где г-расстояние от элемента плоскости до центра О, а I-длина оси 00. Вследст-(вие обычной малости угла у мояшо вместо (25) написать у>={- (26) Для того чтобы вызвать угол сдвига, равный у), необходимо, как мы видели выше, приложить к единице площади силу Gy), или к элементу ds силу Gy) ds, причем момент последней силы относительно оси 00 очевидно равен Gyirds или на основании (26) j- ds. Откуда имеем, что момент М вращающей пары равен rds, (27) где интегрирование распространяется на / = у Jrds. всю площадь основания. Обозначив через /, имеем из (27) окончательно: (28) Для различных сечений значение интеграла в правой части (28) различно. Так, для круглого сечения радиуса R имеем, введя полярные координаты со и г, 2л R <u=0r==O в этом случае имеем: 1-%Т- С29) Из сопоставления всех вышеприведенных определений для коэф-тов и М. явствует, что коэф. определяет всегда величинудеформации, соответствующую напряжению, равному единице, а модуль определяет, наоборот, величину напряжения, которое способно вызвать деформацию, равную единице. Изотропные тела имеют два М., через которые все остальные М. могут быть выражены, напр. через К и G. Кристаллические, и.яи анизотропные тела различных систем имеют, в зависимости от направления деформации по отношению к главным осям упругости (см. Упругость), непрерывно изменяющиеся по величине значения одного и того же М. Если отложить из какой-либо точки тела отрезки, пропорциональные модулю Е для тех же направлений, то геометрич. место концов этих отрезков образует т. н. п о-в е р x н о с ть М. р а с т я ж е н и я. По виду этих поверхностей кристаллы распадаются на 9 классов. На фиг. 5 и 6 представлены поверхности М. растяжения для плавикового пшата, принадлежащего к правильной системе, и для барита, принадлежащего к ром-бич, системе. в различных отделах математики термину модуль придается различный смысл, в математич. анализе М. назьшают чаще всего абсолютное или арифметич. значение какого-либо алгебраического числа или ф-ии. в векторном исчислении М. или абсолютной величиной вектора называется   Фиг. 5. Фиг. 6. числовое значение F данной векторной величины F, так что вектор F равен модулю F, умноженному на соответствующий единичный вектор JF°, т. е. F = F (см. Векторное исчисление). М. комплексного числа а -\- Ы называется выражение У + bQ. Если данное комплексное число представить графически, отложив по оси абсцисс прямоугольной системы координат ( ось дейст- 1 ... 17 18 19 20 21 22 23 ... 49 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2007 SALROS.RU
ПромСтройМат |