 |
 |
 |
 |
1 ... 13 14 15 16 17 18 19 ... 48 60%; олифа берется средняя или смесь ее со слабой, в зависимости от количества сажи и условий печати. Для печати с форм, выполненных литографским мелом, изготовляется т. н. меловая П. к, Оиа состоит из 35-50% сажи и 50-65% средней и крепкой олифы: для получения мелового эффекта вводят 20-30% отмученного мела или магнезии. Для печати с гравированных камней изготовляется гравюрная П. к. на слабой олифе, очень мягкая и жирная. Подкраской литографской П. к. служит милори. Цветные литографские П. к, изготовляют на льняной олифе. Следует различать обыкновенные П. к. для плакатов, обложек, упаковки и т. п. и картографические и хромолитографские П. к. Последние долншы отличаться не только наивысшей интенсивностью и яркостью, но также и наилучшими печатными свойствами. Переводные литографские печатные краски предназначены для получения на ручных станках переводных оттисков с литографских камней и др. печатных форм на специальную переводную бумагу (см. Литография). Оттиски эти затем перетискиваются на камень или цинк, где должны образовать грунт, не поддающийся травлению. Для последней цели в них вводят различные жирные вещества: твердое сало, мыло, воск, стеарин, олеин, спермацет и т. п. В отношении печатных свойств переводные краски должны давать четкие, резко оконтуренные, полнонасыщенные графическ. элементы, не поддающиеся раздавливанию при вторичном перетискивании; иначе произойдут качественные потери. Печатные свойства даются обычным сырьем литографской П. к.-крепкой льняной олифой, а также смолами и воском. Смолы и воски кроме того дают оттискам свойство сохранять способность к переводу более продолжительное время. Для получения различных эффектов в переводную краску вводят, более или менее обоснованно: парафин, лавандовое и оливковое масло, венецианский и другие терпен-тины. Переводные краски или изготовляют специально из указанных веществ или же к нормальной черной литографской или иллюстрационной типографской П. к. прибавляют особые переводные составы. Иллюстрационные или литографские печатные краски должны бьггь изготовлены на чистой льняной олифе и содержать нормальное количество сажи. Простейший состав: хорошее говяжье сало, пчелиный воск и твердое мыло. Офсетные П. к. д. б. рассчитаны на процесс печатания с увлажненной печатной формы, при наличии двойного переноса П. к. с печатной формы на резину и с резины на бумагу, что приводит к уменьшению слоя П. к. в Ц/а-2 раза но сравнению с лето-графской печатью. Первое обстоятельство требует П. к., не обладающей способностью растворяться, хотя бы и частично, в воде или эмульгировать с нею. Второе же требует от П. к. наивысшей интенсивности цветного тона и наивысшей кроющей силы. Большое значение имеет подбор пигмента и связующего вещества с наибольшей разницей в преломлении света. Для офсетных П. к. пригодны только те пигменты, к-рые не идут на воду> и обладают наивысшей интенсивностью цветного тона. Содержание пигмента в П. к, должно быть максимальным, поскольку это допускается консистенцией и печатными свойствами получаемой смеси. Поэтому нужны пигменты с низким коэф-том маслопоглощения. Пигмент должен обладать тончайшей структурой; пигменты грубоструктурные уменьитают кроющую силу, а в процессе печатания отделяются от связующего вещества и наслаиваются на поверхности резинового полотна. Светопрочность пигментов для офсетных П. к. должна быть наивозможно высокой, т. к. при незначительности слоя П. к. уже небольшое выцветание ощутительно ослабляет интенсивность цветного тона. Из черных пигментов наиболее целесообразной оказалась газовая сажа с наибольшей кроющей силой, в количествах ок. 55-60%, и подкраска жирорастворимым красителем цвета, к-рый наиболее углубляет черный тон данной сажи. Из цветных пигментов применяются: желтые лаки, ализариновые краплаки, синие кроющие и прозрачные лаки, фиолетовые, коричневые и т. п. Минеральные пигменты, вследствие их высокого уд. веса применяются в смеси с гидратом окиси алюминия. Наполнителями могут служить только прозрачные вещества. П. к. должна быть короткая и не липкая. Офсетная П. к, не д. б. жирной, иначе она будет давать тон и хуже впитываться в бумагу, и не должна эмульгировать с водой. Наличие резинового полотна требует от П. к. отсутствия способности вызывать разбухание, размягчение и растворение резины. Чистое льняное масло и слабые и продутые олифы не пригодны по этим причинам. Высыхаемость офсетных П. к. для печати на обычных сортах бумаги д, б. умеренной; только для бумаг жестких, сильно проклеенных и глазированных высыхаемость д. б. вьппе. Связующее вещество должно обладать способностью приЕшмать большое количество пигмента и обладать низкой вязкостью. Поэтому средние и крепкие олифы не пригодны для офсетных П. к. Более пригодны, в среднем, слабые полиме-ризованные олифы. Рекомендуют также жженые олифы. Наиболее целесообразны композиционные олифы из натуральных или искусственных смол, растворенных в минеральных маслах и подходящих органич. растворителях, с прибавлением небольшого количества слабой льняной олифы. Прибавление вазелина, парафинового масла и т. п., даже в сравнительно небольших дозах, вызьшает растекание П. к. по поверхности пластины и просвечивание. Вообще всякие добавки к готовой ,П. к. ослабляют интенсивность цветного тона, и рациональнее изготовлять офсетную П.к. соответственно условиям печати. Замес, затирка и отделка офсетных П. к. должны быть особенно тщательны, чтобы получить максимальную интенсивность слоя на бутге. Бронзовые П.к. для офсета пока еще совершенно неприемлемы. Прозрачные, кроющие, грунтовые, тоновые и двутоновые П. к. для офсета изготовляют по тем же принципам, что и типографские, учитывая особенности офсетного процесса. П. к. д л я тифдрука должны обладать свойствами, к-рые позволяют П. к. наполнять печатающие углубления, вытравленные в поверхностном слое печатного вала, при погружении вала в резервуар, наполненный П. к., а затем допускают б. или м. полное удаление избытка П. к. с поверхности пробелов посредством ракли. Для выполнения первой части задачи П. к. доллшы быть жидки и коротки. Для выполнения второй части задачи П. к. должны быть короткими и не иметь совершенно липкости. С другой стороны, при процессе печатания на бумагу наносят сравнительно толстые слои П. к., которые не могут высыхать с достаточной скоростью только окислением; они высыхают в значительной степени и за счет впитьша'ния в бумагу. Но даже и при высыхании за счет впитывания и окисления оно не сможет итти нормально при той консистенции, которая нуяна для напсинения углубления и удаления избытка П. к. раклей. Поэто^гу применяются связующие вещества, которые частично улетучиваются в течение времени меледу удалением избытка П. к. с пробелов и.высыханием ее на поверхности бумаги, а частично удаляются испарением уже на поверхности бумаги. Первые П. к. для тифдрука представляли водные суспензии пигментов; связующим веществом брали водные эмульсии, изготовленные из смоляных мыл (натровых) с добавкою картофельной муки и декстрина; из казеина с бурой; из щелочных растворов альбумина (щелочи, щелочные соли, соли сульфированных к-т и т. п.). Связ^чощее вещество подкрашивалось водорастворимыми каменноугольными красителями. Пигментами черных П. к. для тифдрука служила сажа. Из цветных пигментов применялись преимущественно не содержащие растворимых в воде составных частей и прочные по отношению к щелочньпл связующим веществам. Недостатком водных П. к. является слабое закрепление красочно-графич. изображения на бумаге и легкое его смывание (от действия влажных пальцев). Поэтому бьши проработаны рецептуры и методы изготовления м а-сляных П. к. для тифдрука. Связующее вещество их составляется из твердых сортов асфальтов и смол, растворенных в бензоле, тотуоле и т. п. или их смесях, к-рые обеспечивают прочное закрепление пигмента на поверхности бумаги и дают нек-рый блеск. Из смол берут сирийский асфальт или гиль-сонит, грагамит, даммар или эфиры и соли к-т гарпиуса. Смолы применяются, когда нужно сохранить яркость цветного тона пигментов, обычно притупляемую асфальтом. Если по условиям печати связующее вещество д. б. гуще или сохранять блеск, то часть летучих растворителей заменяется более трудно летучими: скипидаром, керосином и т. п. Если П. к. должна быть густой и матовой, то прибавляют магнезию, отмученный мел, гидрат окиси алюминия и т. п. Для получения цветного тона П. к. особенно применимы каменноугольные жирорастворимые красители, а затем лаки минеральные и земельные пигменты, сажи и черни. При выборе сырья для П. к. тифдрука и при их изготовлении следует обратить особенное вни- мание на то, что грубые частицы (песчинки, зерна пигмента и т. п.), вызывают в печати полосы. Связующее вещество изготовляют растворением (в бочках) отвешенных количеств смол и асфачьтов в соответствующих растворителях. Растворы смол отфильтровывают через сукно и смешивают с красите-,чями или пигментами. Красители растворяют предварительно в равном весовом количестве слабой или средней льняной олифы или в ином соответствующем веществе и вводят в связующее вещество на холоду или при нагревании; последнее дает большую глубину цветного тона и оберегает краситель на 50%, Пигментов вводят 9-20%, с нек-рым наполнением магнезией в зависимости от уд. в. пигмента и требуемого цветного тона. В процессе печати в зависимости от глубины травления и впитывающей способности бумаги приходится ослаблять консистенцию разбавкой или цветной тон-разбелом, Разбавками могут служить растворители, а разбел изготовляется из магнезии и т. п. на указанном выше связующем ве-н];естве. Масляные П. к. на бензоле и т, п. огнеопасны и вредны для здоровья. П, к. тифдрука изготовляют как для ротационных машин, так и для листового наклада; последние изготовляются более медленно сохнущими и несколько гуще; консистенция П, к. тифдрука зависит гл. обр, от бумаги и глубины травления. Кроме смоляных и асфальтовых П, к, тифдрука за границей за последние годы начали вырабатывать нитроцел-.пюлозные П. к. тифдрука на специальных растворителях, вырабатываемых анилиновой промышленностью, или на смесях из амилацетата, эфира, бутилового ацетата, этилового алкоголя, этилацетата и т. п. Они имеют преимущество более чистых тонов. Лит.: Белый М., Цветные краски и их применение в печатном деле, П., 1926; Лапшин В. Г., Краски печатные, М., 1930; Анисимов В. И., Цветные хфаски и их тона, Л., 1926; Р е й и е к е, 1то надо знать о высыхании печатных красок, Цоли-графическое производство , М., 1928, 8, стр. 35-36; Л'а1еп1аЕ., Die Rohstoffe der graphischen Druck-gewerbe, B. 1-3, Halle a/S., 1914-22; Bock L Die Fabrikation chemisclier Buntfarben, Monngraphien liber chemiscli-technische Fabrikalionsmethoden, hrsg. v. M. Wohlgemuth, B. 41, Halle a/S., 1927; R u-b en camp R., tfber Druckfarben, graphische Bi-bliothek, hrsg. v. KUmsch, B. 3, Frankfurt a/M., s. a.: Z e г г St. u. R ii b e n с a m p R., Handb. d. Far-benfabrikation, 3 Auflage, В., 1922; Unruh A., Neueres iiber Buchdruck, Lithographle u. Stempel-farben, Kunststoffe ,Mch., 1917, p. 289; Undewood N. and Sullivan Т., The Ghemistrv a. Technology of Printing Inks, N. Y., 1915; Hadert H., Handb. uber d. Herstellung u. Verwcndung d. Druckfarben, В., 1931; Wurzburger O., Die Farben fiir granhische Zwecke, ihre Herstellung u. Verar-beitung, Frankfurt a/M., 1920; The Composition, Properties a. Testing of Printing Inks, Bureau of Standards, C. Ъ? Wsh.; Grilnewald W., Herstellung u. Verarbeitung von Druckpapieren, В., 1923; Wiborg Prank В., Printing Inks, N. Y., 1926; Tut tie .1. B. a. Smith W. H., Analysis of Printing Inks, Bureau of Standards, T. 39, Wsh.; W a g n e r H., Korperfarben, Stg., 1928; Curtiss C. A., Kunstliche organische Pigmentfarben u. ihre Anordnungsgebiet, В., 1929; <Farben-Zeitung)>, , В.; Farbe u. Таске , Hannover. ПЕЧАТНЫЕ МАШИНЫ предназначаются для печатания книг, газет, журналов, худо-жественпых репродукций и пр. Печатание производится путем механического нанесения кратки на печатную форму (стереотип, набор, литографский камень и пр.) и передачи красочного оттиска с формы на бумагу. В статье рассматриваются машины, печатающие исключительно на бумаге и картоне. Классификация П. м. I. В зависимости от характера воспроизводимой печати, а следовательно и характера печатной формы,  Фиг. 1. П. м. подразделяются на три типа. 1) Типографские, в к-рых печатание производится с высокой формы. Наглядное представление  Фиг. 2. этого способа печати (высокая печать) дает фиг. 1, где о-печатная форма, б-краска, 8-бумага, 8-пластина для оттиска, д-талер. 2) Литографские или офсетные печатающие с плоской формы (плоская печать). На фиг. 2 схема пе- А   Фиг. 3. чати этого типа, где а-печатная форма, б-краска, в-бумага, г-пластина для оттиска, д-талер. 3) Глубокой печати и металлографские, где печатная форма углубленная (фиг. 3, А-обозначения те же, но г, г-вальцы, через которые под давлением прокатывается покрытая краской форма с наложенной на нее бумагой и покрытая сукном е; Б-лист бумаги, отпечатанный по 3-му способу и перевернутый отти- / 6 ском вверх).   Фиг. 4. Фиг. 5. II. В зависимости от вида печатной формы и тела, при помощи которого осуществляется давление, все П. м., независимо от того, предназначены ли они для высокой, плоской или глубокой печати, делятся на  Фиг. 6. три следующие основные группы. 1) Машины тигельные (фиг. 4). В тигельных машинах форма а плоская и лист в накладывается на плоский же тигель б, при помощи к-рого он и прижимается к форме. К тигельным машинам относятся тигельные ручные прессы, американки и другие тигельные станки и машины. 2) Машины плоские (фиг. 5). В плоских машинах форма а плоская и давление производится при помощи цилиндра б. 3) Ротационные машины (фиг. 6), где форма а цилиндрическая и где давление производится также при помощи цилиндра б. К этой группе относятся все ротационные машины как высокой типографской печати, так и офсетной и глубокой печати. А. Тигельные П. м. Тигельные прессы и машины делятся на следующие основные группы, 1) Тигельные прессы с тарелочным раскатным устройством: а) бостонки для ручного привода, б) бостонки для ножного и механич, привода, в) прессы с тарелочным красочным раскатным устройством и качающимся талером (пресс Гордона и Либерти-пресс, см.), г) прессы с тарелочным красильным раскатным устройством и движением тигля по кривой. 2) Тигельные прессы с цилиндрич. раскатным красильным устройством: а) прессы типа Галли, б) прессы с движением тележки, в к-рой укреплены накатные валики, по замкнутой кривой, в) прессы с автоматическими накладом и приемом. Хорошее качество печати на этих П. м. (как впрочем и'на других) обусловливается достаточным давлением (натиском) печатного цилиндра через бумагу на покрьггую краской печатную форму при надлеигаще приготовленной и приправленной форме и равномерным нанесениехм хорошо растертой краски на форму. Отсюда вытекают следующие требования к красочному аппарату: 1) питание печатной формы краской в достаточном количестве, 2)тщательное растирание краски, 3) равномерное распределение краски по печатной форме, 4) легкая регулировка красочного устройства в целом и давления накатных валиков на печатную форму в частности. Общая схема устройства красочного аппарата следующая. Красочный аппарат состоит из красочного ящика (кипсейки) и системы металлич. валиков и валиков из особой клеевой массы (см. Вальцовая масса). Краска закладывается в этот ящик и оттуда при посредстве металлич. валика, называемого д у к т о р, передается подающему массному валику. Толщина забираемого дукто-ром слоя краски регулируется путем приближения или удаления ножа красочницы от поверхности валика. В нек-рых тигельных машинах краска передается из красочного ящика на металлич. диск, где она растирается. Тарелочное устройство, наиболее примитивное, не дает достаточного и равномерного питания краской и при даль--нейшем усовершенствовании красочного апт парата оно было заменено в машинах новой конструкции раскатными валиками. В кра-  Фиг. 7. СОЧНЫХ аппаратах этого типа (фиг. 7) подающий валик (из массы) а, прикасаясь к дук-тору б, принимает на себя полоску краски, ширину к-рой можно в известных пределах регулировать, и передает ее через железный растиратель в верхнему массному валику г, под которым имеется еще и второй железный ра- стиратель д, с верх- Г f него массного валика \ j на голый медный е - или железный ци- линдр ОН}, а. с него накатным валикам з. Нанесение краски на печатную форму производится этими (из вальцовой массы) накатными валиками. Движение накатных валиков в различных конструкциях тигельных машин различно. Наиболее примитивным устройством является движение сверху вниз. При этом валики максимальное количество краски отдают при первом своем обороте, т. е. верхней части формы, и т. обр. распределение краски идет неравномерно. Для устранения этого устраивают большее количество валиков, увеличивают их диаметр и устраивают накат и снизу, для чего часть валиков, взяв сверху краску, идут вниз вхолостую, а при обратном движении вверх прижимаются к печатной форме. В нек-рых моделях имеется еще ряд усовершенствований. Кроме красильного аппарата над печатной формой, эти модели имеют два-три раскатных валика под формой. Все накатные вачики, прокатившись по форме сверху вниз и достигнув крайнего нижнего положения, входят в соприкосновение с нижними раскатными валиками, к-рые тщательно раскатывают оставшуюся на них краску. Т. о. при своем обрат1юм движении вверх накатные валики вновь проходят по форме, равномерно насыщенные краской. В нек-рых последних моделях делается попытка заменить прямолинейно-возвратное движение валиков круговращательным, при к-ром тележка с нагштанными валиками совершает круговращательное движение вокруг талера и только в одном направлении. Накатные валики при этом проходят по большому раскатному цилиндру, враи1ающе-муся в противоположном направлении, делают ряд оборотов по нему и покрывают тщательно растертой краской печатную форму (фиг. 8). Получение достаточного натиска в тигельных П. м., где даиление происходит одновременно по всей площади формы, предъявляет большие требования к прочности машин. Если в среднем считать удельное давление на форму в тигельных машинах при печатании с набора, т. е. давление на 1 см печатной формы в 10 кг и считать площадь печатной формы 30 х 40 см, то мы получим необходимую силу давленияв 12 w, а при площади 41 X 59 см ~24 т. Тигельные печатные машины получили широкую известность под названием американки (см.). Б. Плоские П. м. Основные типы плоских П. м. в зависимости от характера движения талера и печатного цилиндра делятся на мапппгы: 1) с останавливающимся печатным цилиндром, или так наз. машины со стоп-цилиндром, 2) двухоборотные П. м. с непрерывно вращающимся печатным цилиндром, 3) машины с качающимся цилиндром, 4) машины однооборотиые с непрерывно вращающимся печатным цилиндром, В настоящее время строятся и применяются в по-лиграфич. производстве плоские типографские машины почти исключительно двух первых типов, т. е. с останавливающимся печатным цилиндром и двухоборотные. В зависимости от количества отпечатываемых красок плоские П. м. делятся на: 1) однокрасочные, если машина за один рабочий ход наносит на бумагу только одну  Фиг. S. краску; 2) двухкрасочные и многокрасочные, если машина за одни рабочий ход наносит на бумагу две и большее количество красок, 3) на плоские П. м., печатающие с лица и оборота за один рабочий ход машины. Основные части всякой плоской типографской П. м. следующие: 1) талер, на к-ром помешается форма; 2) печатный цилиндр, на к-рый накладывается лист и при помощи к-рого получается оттиск; 3) красочное устройство; 4) устройства для наклада и приемки листов бумаги; 5) механизм движения и 6) станина машины. Процесс печатания на всехплоских машинах состоит в следу юн1ем. На талер 1 (фиг. 9) кладут печатную форму, состоящую из сверстанных полос (см. Верстка), заключенных при помощи марзанов и заключен и закрепленных упорными болтами. Талер с закрепленной на нем печатной формой совершает пря.мо-линейно-возвратное движение. На накладной стол 2 кладут бумагу. По накладной доске 3 лист бумаги продвигается до клапанов на печатном барабане. Подача листа производится либо вручную накладчиком либо автоматически особым аппара- том-с амо накладчиком. Печатный барабан 4 прл своем двинеении захватывает лист и прокатывается по печатной форме. К этому моменту печатная форма уже пройдет под накатными валиками красочного аппарата 5 и закатается краской. Печатный барабан, прокатывая 4 лист по печатной фор- / з!е, дает натиск на- ;  Фиг. 9. столько сильный, чтобы все отдельные элементы печатной формы дали надлежащий, вполне ясный, но не чрезмерно сильный оттиск. Пройдя над печатной формой, бумажный лист выпускается клапанами и, поддерживаемый верхними и нижними тесемками, он передается на выводной барабан б, а с него выводными тесемками 7 на вы-кладывательные лучинки 8. Эти последние выкладывают лист на приемочный ctoTi 9. Для приведения в движение талера и печатного цилиндра со времени изобретения П. м. были испытаны самые разнообразные механизмы и только немногие из них получили широкое распространение. В П. м. с останавливающимся цилиндром талер приводится в прямолинейно-возвратное двилсе-ние от главного приводного вала или при помощи кривошипно-шатунного механизма или же при помощи механп.эма круговращательного движения. В том и другом случае скорость талера от нуля в мертвом положении постепенно повышается до максимальной величины, затем снова постепенно уменьшается и доходит опять до нуля в другом мертвом положении. При обратном ходе скорость талера изменяется точно таким же образом. Необходимо, чтобы окружная скорость печатного цилиндра во время самого печатания, т. е. в тот период, когда форма проходит под печатным цилиндром, в точности равнялась скорости талера, так как иначе, благодаря скольжению, получалось бы смазывание печати. Поэтому печатный цилиндр в машинах с остановом при рабочем ходе приводится в движение при помощи зубчатой рейки, укрепленной на талере, и т. обр. окружная скорость его должна точно соответствовать скорости движения талера. При обратном холостом ходе талера цилиндр, уже не сцепленный с рейкой талера, стоит неподвижно, причем в части его, обращенной в это время к форме, имеется выемка,для свободного пропуска последней. В двухоборотных П. м. талер приводится в'движение при помощи непрерывно вращающегося зубчатого колеса, попеременно сцепляющегося то с верхней рейкой талера. то с ниншей, благодаря чему талер движется то в одну, то в другую сторону, причем на рабочем участке пути имеет постоянную скорость. Печатный цилиндр этих машин непрерывно вращается в одном, направлении, делая один оборот во время рабочего хода талера и второй оборот во время обратного, холостого хода, причем для пропуска формы в обратном направлении он несколько приподнимается. У машины с качающимся цилиндром цилиндр, сцепленный с рейкой талера, вращается то в одну, ,то в другую сторону. У П. м. однооборотных талер приводится в движение таким же механизмом, как и у машин двухоборотных, печатный же цилиндр большого диаметра вращается непрерывно в одном направлении и делает один оборот за то время, в к-рон талер совершает рабочий и холостой ход. Для пропуска формы при обратном ходе талера соответствующая часть цилиндра делается несколько меньшего радиуса. П. м.с останавливающимся цилиндром. Познакомимся с распространенным у нас типом П. м. с простьм ж.-д. ходом (фиг. 10). При помощи кривошипа и шатуна тележка, имеющая 2, 3 или 4 пары колес, движется по рельсам то в одну, то в другую сторону. Колеса имеют зубчатые венцы, при помощи которых они сцеплены снизу с неподвижными рейками, укрепленными в станине рядом с рельсами, и сверху с зубчатыми рейками, укрепленными на нижней стороне талера. Так. обр. талер получает прямолинейное возвратное движение за счет поступательного движения самой телея1:кп и круговращательного движения колес. В  Фиг. 10. старых конструкциях машин с останово:\1 печатного барабана талер опирался исключительно на гладкие обода колес тележки, т. е. имел всего четыре, шесть или восемь точек опоры. Печатный цилиндр, при помощи имеющегося на нем зубчатого венца, сцепленного с зубчатой рейкой, укрепленной на верхней стороне талера, вращается при рабочем ходе талера. В конце рабочего хода сцепление между цилиндром и талером прекращается, т. к. в зубчатом венце цилиндра в этом месте отсутствует ряд зубцов, в то же время при помощи описанного ниж;е механизма печатный цилиндр останавливается, остается неподвижным в течение всего холостого хода талера, а затем при начале рабочего хода опять при помощи того же механизма вводится в сцепление с зубчатой рейкой талера и начинает вращаться. Механизм этот имеет следующее устройство. На непрерывно вращающемся валу, делающем один оборот за то время, в к-рое талер соверщает рабочий и холостой ход, насажен двойной эксцентрик. Этот эксцентрик дает движение тяге, соединенной с одним плечом двуплечного рычага, второе плечо к-рого закапчивается вилкой. В эту вилку и попадает палец, укрепленный на боковой стопке печатного цилиндра. Вместе с вилкой печатный цилиндр продолжает некоторое, очень непродолжительное время двигаться, затем останавливается, и только в начале рабочего хода эта вилка вводит его в сцепление с зубчатой рейкой талера. На печатном цилиндре имеются две выемки 10 и 11 (фпг. 9), по всей его ширине. В одноГг из них размещены зан^имная штанга для покрышек (декеля цилиндра) и штанга с клапанами, захватывающими наложенный лист. В другой выемке находятся штанги, при помощи к-рых покрышки натягиваются. Кроме описанного типа машин, с простым iK.-д. ходом, имели большое распространение машины с останавливающимся цилиндром, у к-рых талер приводится в движение при помощи т. н. механизма круговращательного движения. Сущность механизма заключается в следующем: имеется большое, неподвижно укрепленное в станине машины колесо, снабженное с внутренней стороны зубьями. По внутренней окружности его перемещается зубчатое колесо, диаметр которого в 2 раза меньше. При этом каждая точка округкносТи малого катящегося колеса будет иметь прямолинейно-возвратное движение и совершает пугь, равный диаметру большого колеса. С движением одной из точек на окружности ма.710го зубчатого колеса и связано, при помощи пальца и тяги, двшкенпе талера. Талер у машины этого типа старой конструкции скользит по шинам. В остальном машины с круговращательным движением ничем не отличаются от машины с простым лс.-д. ходом. Описанные старые конструкции машин с останавливающимся цилиндром имеют ряд недостатков: так, у машины с простым ж.-д. Х0Д0.М талер, опираясь всего на 4, 6 или 8 точек, не может вьщерживать сколько-нибудь большого давления и прогибы его неизбежны; кроме того нужно отметить большую поверхность износа рельсов-полозьев фундамента и талера; машины же с круговращательным движением, благодаря сколь-вящему ходуталера и отчасти благодаря i*po-моздкости самого механизма, дают очень ма-.тую производительность. Современные конструкции машин с остановом цилиндра отличаются от описанных старых главн. обр. тем, что талер у них опирается на малого диаметра закаленные ролики, расположенные в большом количестве на 2 или 4 и даже в больших машинах на О колеях (фиг. 11). Все эти ролики соединены в общей раме и имеют принудительное движение, совершая половину пути талера. Т. о. трение между талером и шинами доведено до минимума и, что особенно важно, талер имеет надежную опору, обеспечивающую его от прогибов. В настоящее-время из машин с остановом строятся главн. обр. машины с кривошипным механизмом; машишл с круговращательным механизмом строятся Л1ппь в небольшом количестве, причем последнпе, так же как и первые, делаются с роликовым движением. Из других основных частей машины претерпели значительное изменение, по сравнению со старыми конструкциями, наклад и выводное устройство для бумаги и отчасти красочный аппарат. При подаче бумаги устройство передних марог^ почти на всех современных машинах с останавливающимся цилиндром состоит из двух частей: 1) собственно передние марки, укрепленные на особых язычках, помещаются в выемке цилиндра на отдельной штанге; 2) вторая часть служит для удерживания в Bej3H0M положении листа, упирающегося в передние марки, до тех пор, пока лист не будет захвачен клапанами печатного цилиндра. Эта часть устройства необходима для устранения сдви-  Фиг. и. гов, а следовательно и неточности регистра. Она состоит из штанги, укрепленной в боковых стенках машины; на штангах имеется ряд хомутиков с язычками (металлич. полосками). У старых машин эта вторая часть и служила в качестве передних марок. Как только клапан печатного цилиндра захватит лист, штанга с передними марками поворачивается, причем марки опускаются в выемку печатного цилиндра. Штанга же с придерживающими язычками поворачивается так, что язычки поднимаются. Боковые размеры, необходимые для правильной установки бумажного листа по ширине машины, иногда делаются подвижными и тогда они сами придают верное боковое положение листу, положенному к передним маркам. Большим недостатком машин с останавливающимся цилиндром является вьшод листов печатью книзу при помощи тесемок, вследствие чего неизбежны помарки. Для устранения этого нек-рые з-ды П. м. покрывают особой зершютой массой лучинки и выводной валик; с другой стороны, идут иным путем, а именно устраивают вывод листов вперед, печатью кверху. Один из самых распространенных механизмов действует таким образом: клапаны не отпускают печатный лист до тех пор, пока цилиндр не остановится, т. е. до тех пор, пока клапаны не подойдут к накладному столу. В это время к переднему краю листа подходит штанга с клапанами, при помощи к-рых лист, отпущенный клапанами цилиндра, захватывает- 8999999999999999999999999999999999� ся и отводится на тесемки. Хотя отдельные механизмы машин с остановом цилиндра, по сравнению со старыми конструкциями, по существу почти не изменились, в целом современные машины ушли далеко вперед и по производительности (машины средних и малых размеров дают до 1 800-2 ООО оттисков в час) и по удобству обслуживания и по качеству печати. Все это можно только объяснить тщательной проработкой и выполнением всех конструкций деталей. Из нововведений нужно отметить привод с угловым (шевронным) зубом, что дает спокойный бесшумный ход, подшипники с кольцевой смазкой, допускающие смазку раз в течение нескольких недель; талер и печатный цилиндр шлифуются с точностью до V200 J-y чем облегчается приправка; часто расположенные регулировочные винты красочного аппарата занумерованы, соответственная же нумерация имеется и на приемном столе, т. о. правильная подача краски м. б. очень быстро установлена. Особенно большое внимание обращается на устойчивость, станины, на прочность талера и печатного цилиндра. Печатный цилиндр снабжается кольцевыми шинами, которыми он всегда опирается на шины талера. Этимустра-няется усиленное изнашивание краев формы при входе ее под натиск и при выходе из-под натиска. С другой стороны, такое устройство исключает слишком глубокую посадку печатного цилиндра, а следовательно и неправильность зацепления между зубчатым венцом печатного цилиндра и зубчатой рейкой талера. Особые направляющие не допускают бокового смещения талера. В машинах средних и больших размеров печатные цилиндры снабжаются концентрически Действующими тормозами. Это делается для достижения бесшумного и надежного останова печатного цилиндра. На машинах малого размера прршеняется ординарная зубчатая передача от приводного вала к кривошипному, чем достигается экономия в расходуемой энергии. Двухоборотные машины. Все увеличивавшиеся требования к П. м. в отноше-  Фиг. 12. 1ШИ их производительности и точности работы привели в конце прошлого века к созданию нового типа т. н. двухоборотных машин. Всякая машина с останавливающимся печатным цилиндром имеет ряд существен- ных недостатков, зависящих исключительно от самой конструкции. Из них нужно отметить необходимость преодоления большой инерции печатного -цилиндра при каждом обороте, вследствие чего неизбежен усиленный износ частей машин, связанных с движением печатного цилиндра; ненадежную работу ловящего механизма (части которого, особенно двойной эксцентрик, сильно подвержены износу и являются причиной 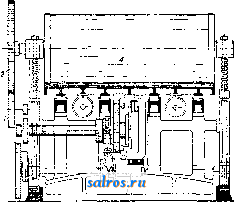 Фиг. 13. стуков и неспокойного хода машины) и неравномерность хода и вывод листов печатью вниз. В двухоборотной машине все перечисленные недостатки устранены, и хотя прямолинейно-возвратное движение, как и у всякой плоской П. м., имеет и здесь место, но применением воздушных буферов о (фиг. 12) достигается относительно плавный перевод движущихся масс через мертвые точки. Печатный цилиндр у двухоборотных машин приводится в движение не от зубчатой рейки талера, как у машин с остановом, а имеет независимый от талера привод и вращается с постоянной скоростью в одном направлении, делая один оборот за рабочий ход талера и второй оборот за холостой ход, приподнимаясь для свободного пропуска формы. Промежуточное зубчатое колесо 1, укрепленное на главном валу, сцеплено с зубчатым венцом 2 цилиндра 4 (фиг. 13), На том же валу имеется зубчатое колесо 3, ведущее талер. Зубчатое колесо 3 может при помощи специального механизма (пальца, скользящего по направляющим) перемещаться вдоль оси ИТ. о. входить в сцепление то с верхней, то с нижней зубчатой рейкой талера. Вследствие того что зубчатое колесо, ведущее талер, непрерывно вращается в одном направлении с постоянной скоростью, при сцеплении его с верхней зубчатой рейкой талер движется в одну сторону, при сцеплении с другой, нижней рейкой, талер движется в обратную сторону, причем в обоих случаях скорость талера постоянна во все время, пока имеется сцепление, и равна окружной скорости печатного цилиндра. Перемена направления движения талера происходит таким образом: на ведущем талер зубчатом колесе имеется ролик. В тот момент, когда при приближении талера к мертвому положению зубчатое колесо, ве- дущее его, передвигаясь вдоль оси, выводится из сцепления с одной из зубчатых реек талера, этот ролик, действуя как кривошип, заставляет талер замедлять свой ход соответственно своему двияаднию, переводит его через мертвую точку. Затем талер на-  Фиг. 14. чииает двигаться со все возрастающей скоростью в обратном направлении, и в момент, когда ведущее колесо входит в сцепление с другой зубчатой рейкой, ролик, до этого заключенный между кулисой и рамой та- лера, освобождается, т. к. кулиса отходит. Плавный перевод движущихся масс талера также и с цилиндрич. красочным аппаратом, причем он делается также из двух частей: первая часть-для предварительного раската, вторая часть-накатная. Двухоборотные П. м. получают все большее распространение, и наравне с америк. з-дами, строящими исключительно двухоборотные машины, начали строить таковые и большинство немецких з-дов. У нас двухоборотные машины известны под именем машин Миле -америк. з-да, машины к-рого распространены у нас в Союзе. Современные двухоборотные машины отличаются солидностью конструкции, точностью регистра, спокойньв!, плавным ходом даже при больших скоростях и больших размерах машин, удобством обслуживания. Производительность их выше, чем машин с останавливающимся цилиндром, т. к. они делают большее кслгичество оттисков в единицу времени и строятся ббльших размеров. Максимальная площадь печатной формы для машин с останавливающимся цилиндром 16065 см при 1100 оттисках в час. 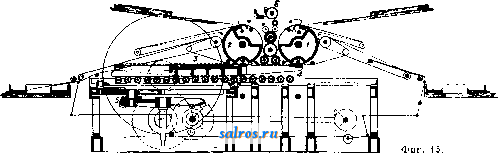 через мертвые положения достигается применением воздушных буферов. На концах талера имеются поршни, к-рые при прибли-мшпии талера к мертвому положению входят в цилиндры, укрепленные на станине, сжимая воздух. Талер опирается на большое количество закаленных роликов, расположенных в 2, 4 или 6 колеях. Ролики соединены в общей раме и имеют принудительное движение. Обыкновенно двухоборотные П. м. имеют комбинированный красочный аппарат, состоящий из двух частей: а) раскатной части 1 и б) накатной части 2 (фиг. 14). В раскатной части краска передается подающим валиком от дуктора на стол: раскатную доску, которая представляет собою одно целое с талером. В этом же конце машины над столом имеется ряд клеевых валиков, которые при движении талера растирают на раскатной доске краску. Накатная часть, состоящая из двух-четырех накатных валиков, двух или одного цилиндра и двух растирателей, расположена около печатного цилиндра. Раскатная доска, проходя под накатными валиками, передает им краску, а они в свою очередь затем накатывают ее на проходящую под ними форму. Строятся эти машины т. 9. т. XVI. тогда как двухоборотные машины строятся с печатной формой до 21900 см, при 1 600 оттисках в час. Сдвоенные машины-одни из ста- 1ших П. м.-в настоящее время имеются двух типов. 1) С двумя печатными цилиндрами и с одним красочньпу! аппаратом между ними. На фиг. 15 дан схематич. предоль- 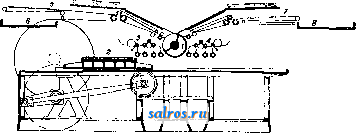 ФИГ. 16. ный разрез такой машины с круговращательным движением; 1 и 2-печатные цилиндры , талер 3 лежит на роликах 4 и приводится в движение круговращательным механизмом 5. При движении талера с укрепленной на нем печатной формой вправо печатный цилиндр 2 остается неподвижным. На печатную форму накатывается краска двумя накатными валиками красочного аппарата 6 и получается оттиск от движения печатного цилиндра 1. При обратном движении талера останавливается печатный цилиндр 2 и за счет движения цилиндра 2 получается второй оттиск. Этот тип сдвоенных машин в настоящее время не распространен. 2) С одним качающимся цилиндром. На фиг. 16 дан продольный разрез такой машины с кривошипным движением и двумя красочными аппаратами. Печатный цилиндр 1 постоянно сцеплен с рейкой талера 2 и при одном ходе талера вращается в одну сторону, при об- 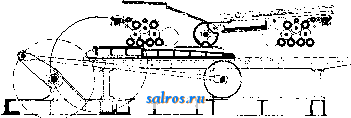 Фиг. 17. ратном-в другую. Машина имеет два красочных аппарата 5 и 4 по обе стороны цилиндра, два накладочных стола 5 и 7 и два приемных 6 и 8. Печатный цилиндр имеет две системы клапанов. Вывод листов делается или обыкновенный, как у машины с остановом, или же передний, при помощи легкой тесемочной тележки. Двухкрасочные машины. Для того чтобы получить двухкрасочный оттиск на обыкновенной однокрасочноймашине, следует проделать целый ряд операций, а именно: отпечатать одну краску, затем вынуть печатную форму и заключить в машину другую печатную форму для второй краски, отпечатать вторую краску. Естественно, что у конструкторов машин явилась мысль соединить эту двойную печать в одну, отпечатывая две краски сразу, за один проход листа в машине. Поэтому двухкрасочная машина должна иметь два талера для помещения обеих печатных форм и два красочных аппарата для тех двух красок, к-рыми должен быть отпечатан оттиск. Что касается печатного цилиндра, то здесь имеются две конструкции. 1) Машины с одним печатным цилиндром (фиг. 17), делающим два оборота остается неподвижным и для получения второго. Отрицательной стороной их является трудность приправки, т. к. приправку для обеих форм нужно сделать на одной и той же площади барабана. Эти машины относятся к машинам с останавливающимся цилиндром, но во многих деталях отличаются от обыкновенного типа этих машин, т. к. печатный цилиндр делает 2 оборота за один рабочий ход талера. 2) Вторая конструкция-машины с двумя печатными цилиндрами. В этих машинах наложенный лист захватывается клапанами, находящимися на особой штанге, укрепленной на двух бесконечных цепях. Сделав с первым печатным барабаном один обо13от и восприняв одну краску с первой печатной формы, прошедший под этим барабаном лист передается на другой цилиндр и, пройдя ту же операцию, выводится на приемный стол. На цепях находится несколько штанг с клананами и при каждом обороте печатного цилиндра одна из них подходит к накладному столу для приемки очередного листа. Эти машины построены так же по принципу машин со стоп-цилинд-ром и в деталях не отличаются от П. м. этого тина, за исключением цепной передачи листа. Машины этого типа строятся также больше чем на 2 краски (4-5 красок). Гораздо большего распространения, чем машины указанных выше двух типов, достигли двухоборотные двухкрасочные П. м. В этих машинах имеются два печатных цилиндра (фиг. 18). Л ист накладывается на печатный цилиндр 5 и при его первом обороте получает оттиск с формы 1, получившей накат краски от красочного аппарата 3; затем лист при втором обороте печатного цилиндра о передается при помощи клапанов на передаточный цилиндр 7, а с него на второй печатный цилиндр 6. При обороте этого цилиндра бумажный лист воспринимает оттиск с печатной формы 2, прошедшей под красочным аппаратом 4, и выводится на приемный стол 8. Красочные 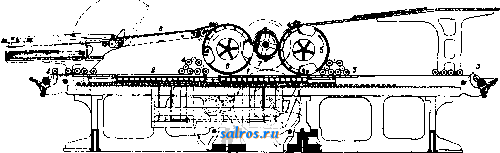 Фиг. 18. в течение рабочего хода талера. Т. о. при одном обороте цилиндр прокатывается по одному талеру и делает один оттиск, при втором обороте-по второму талеру со второй печатной формой и делает оттиск второй краски. Эти машины дают хорошев совпадение красок (правильный регистр), т. к. бумажный лист, получив первый оттиск. аппараты этих машин делаются либо чисто цилиндрические либо комбинированные- цилиндрические со столовым раскатом. Благодаря передаче листа с одного цилиндра на другой без тесемок*, при помощи передаточного барабана и клапанов, регистр достаточно точен. Движение талера и цилиндров происходит точно таким же образом. как на однокрасочных двухоборотных машинах. Наиболее распространен амерпкан-ский тип этих машин. Машины, печатающие с оборотом. В машинах этой конструкции бу-ман^ный;лист отпечатьшается с двух сторон площадки и, будучи постоянно сцеплен с рейкой талера, вращается то в одну сторону, то в другую, В машинах с двумя печатньпли цилиндрами 5 и б (фиг, 19), представляющими как бы соединение двух двухоборотных машин, лист, наложенный на цилиндр 5, при обороте этого последнего проходит над .формой 1, предварительно накатанной краской аппаратом 3, получает отаиск на одной стороне. Затем он захватывается клапанами цилиндра 6, причем клапаны цилиндра 5  Фнг. li,t. за один проход. Машины строятся с одним печатньи! цилиндром и с двумя. В машинах с одним печатньпй цилиндром лист накладывается снизу, получает при одном ходе талера печать с одной стороны; затем, при помощи тесемок на особом барабане, лист оборачивается и снова подводится к печатному цилиндру с другой стороны, отпечатывается с оборота и выводится на приемньгй стол. Печатный цилиндр имеет две приправочные откроются только тогда, когда закроются клапаны цилиндра 6, и передается на этот последний. Совершив с ним оборот, лист воспринимает оттиск на своей оборотной стороне с печатной формы 2, накатанной краской красочным аппаратом 4. Кроме описанных типов можно упомянуть о строящихся во Франции машинах, в к-рых лист двойного формата при одном ходе талера получает на одной половине листа пе- т а б л. 1П лоские однокрасочные ти щимся печати пографские машины с ым цилиндром. останавливаго- Фирма Название машин Кениг и Бауер] Хексе Кениг и Бауер Роллренер Кениг и Бауер Крейсроллер \ Иоганнисберг Форвертс Терно
1 ... 13 14 15 16 17 18 19 ... 48 |
|
© 2007 SALROS.RU
ПромСтройМат |