 |
 |
 |
 |
1 ... 6 7 8 9 10 11 12 ... 48 чей частью станка является баба а, несущая в нижней своей части новоротный патрон б, в котором укрепляется зубило; баба поднимается кулаком в, сидящем на валу г, приводимом во вращение ременным приводом; после того как упор д соскользнет с вы- 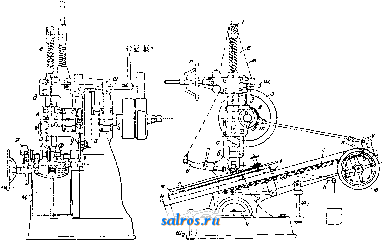 Фиг. 20. -ступа кулака, баба падает вниз под влиянием -собственной тяжести и натяжения пружины е. Последнее регулируется натяжением цепи Галля ж, перекинутой через блок з на верщине рабочей пружины и укрепленной неподвижным концом к станине, а ходовым- к рычагу и, сидящему на одной оси с рычагом к; т. о., меняя пстожение рычага к, можно изменять натяжение пружины е, а следовательно и силу удара зубила. Для автоматического изменения силы удара по длине Н. в зависимости от его щирины на рычаге к укреплен ролик л, катящийся по шаблону -м, прикрепленному к каретке н, на которой укреплен насекаемый напильник о. Форма верхней кромки шаблона воспроизводит кривизну верхней поверхности П., и кроме того кромка понижается по мере уменьшения ширины Н.; т. о. там, где Н. толще и где следовательно удар был бы ослаблен меньшей высотой падения бабы, шаблон м, двигаясь вместе с П., поднимает рычаг к и, уве-..личивая натяжение цепи, а следовательно и пружины е, компенсирует зто ослабление; к концам же П., где в виду его меньшей ширины необходима меньшая сила удара, ролик л дает рычагу к опуститься, причем натяжение пружины е уменьшается. Кроме этого автоматич. приспособления натяжение пружины регулируется раз навсегда для данной насечки посредством ручного маховичка п и независимо от этого может быть в любой момент увеличено рычагом р,поднимающим особым кулаком рычаг к; это последнее приспособление необходимо для увеличения силы удара при попадании зубила на твердые места заготовки, избежать присутствия которых очень трудно далее при наиболее совершенном отжиге. Насекаемый напильник о укрепляется в особом патроне, лежащем в каретке it, к-рая ходовым винтом с после каждого удара продвигается на величину шага насечки при помощи эксцентрика т, приводящего своей тягой в кача-трльное движение пластинку у с насаженной на ней собачкой храпового механизма, колесо к-рого заклинено на валу ф; на том же валу сидит коническая шестерня х, передающая движение ходовому винту. Величину шага насечки изменяют, переставляя цапфу эксцентриковой тяги и меняя тем число зубцов, на к-рое поворачивается храповое колесо при каждом ударе бабы. Каретка ходит по направляющим в люльке ц, к-рая устанавливается под требуемым углом к горизонту на цилиндрич. цапфе ч и закрепляется 2 тягами и Шг. По окончании насекания одной стороны Н. машину останавливают, переводя ремень на холостой шкив вилкой гц, к-рая соединена с тормозом, дейст-вующил! на обод махового колеса э, и затем при помощи ручного маховика ю отводят назад каретку, выключив предварительно механич. подачу посредством рычажка я. Описанный выше механизм для изменения натяжения пружины не совсем уничтожает неравномерность глубины насечки, происходящую от различной высоты падения бабы. Механизм, изображенный на фиг. 21, А позволяет менять высоту подъема бабы по длине П.: кулачковый вал а распо.чожен в подшипниках, находящихся на концах серег б, качающих-  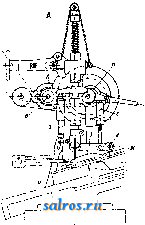 ся вокруг оси в; положение серег, а следовательно и высоту подъема бабы определяют положением раздвижного упора г, на котором покоятся концы серег, упор же свя- Фиг. 21. зан с рычагом д, вращающимся вокруг оси, укрепленной в станине, и изменяющим свое положение в зависимости от подъема ролика е, катающегося по шаб.тону ж. Стержень з, снаб-леенный в верхней части прулсиной и поднимаемый приводимым в движение педалью упором и, служит для мгновенного подъема зубила и для удержания его в этом положении, напр. в случае поломки или выкрашивания лезвия. Изменения высоты па- дения бабы в других конструкциях (фиг. 21, Б) достигают, делая кулак а, нриводящий в движение бабу, переменного сечения и передвигая его вдоль оси механизмом, управляемым шаблоном б. Иногда желательно делать насечку к концу Н. мельче и чаще, чем в остальной его части. Насекальная машина, изображенная на фиг. 22, при посредстве 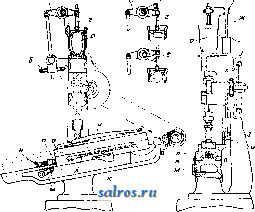 Фиг. 22. несложных приспособлений выполняет эту задачу. Уменьшение силы удара по длине Н. достигается способом, аналогичным описанному выше, с той разницей, что вместо спиральной стальной пружины здесь применяется резиновый буфер а, степень сжатия к-рого регулируется, с одной стороны, ручным маховичком б посредством балансира в и подвижного упора г, а с другой стороны- автоматически, путем перемещения Фиг. 23. эксцентричной оси д балансира, рычагом е, управляемым тягой ж и роликом з, катящимся по шаблону и. Приспособление для уменьшения шага насечки к концу напильника состоит пз шаблона к, прикрепленного к каретке л, и рычага с роликом м, сидящего на одном валике с рычагом н, упирающимся в нижний конец ходового винта о; нослед- ний имеет возможность двигаться в аксиальном направлении; при этом направленное вниз усилие насекания и соответствующая составляющая веса каретки воспринимается опорным подшипником п или упомянутым рычагом н. В начале насекания, когда каретка находится внизу (положение, изображенное пунктиром), рычаг м нажат шаблоном к вниз, и винт подвинут на соответственный кусок вправо вместе с кареткой. Первым насекается носок П.; при движении каретки вверх шаблон, отходя постепенно вправо, освобождает рычаг м, к-рый поднимаясь дает ходовому винту возможность пе-  Фиг. 24. редвинуться немного вниз, захватывая с собой каретку и уменьшая т. о. ее подачу. Кроме описанных выше насекальные машины снабжаются таклсе приспособлениями, обеспечивающими постоянство угла, образуемого осью зубила с поверхностью Н. при неплоской поверхности его, приспособлениями для производства насечки с периоди-., чески меняющимся шагом, приспособлениями для насечки полукруглых и круглых Н., последних таклсе со спиральным зубом и т. д. Кроме насекания напилочный зуб м. б. получен путем фрезерования и нарезания. Фрезерование Н. производят на специальных станках, конструкция к-рых б. ч. приноровлена к избранному методу фрезерования; так, дуговые зубцы фрезеруют на вертикальных станках с кольцевым фрезером; с прямолинейными зубцами-но нескольку штук сразу на горизонтальных фрезерных станках, при помощи целого набора фрезеров, обрабатывающих одновременно целый ряд зубцов. Нарезание Н. производится при помощи особых Н. (фиг. 23) треугольного или ланцетовидного сечения, у которых плоские стороны не насекаются, а. насечкой снабжаются лишь ребра. Ребром этого нарезального П. водят в приблизительно перпендикулярном направлении к его оси но поверхности нарезаемого Н. под требуемым углом к оси последнего (фиг. 24); при этом зубчики первого вырезывают остроконечные желобки в материале второго. Полученная т. о. насечка не может сравниться по остроте с насеченной; способ этот применяется гл. обр. при производстве очень- 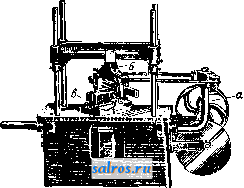 Фиг. 25. мелких Н., насекание к-рых затруднительно. Иногда этим способом получают лишь нижнюю насечку, верхняя же насекается обычным способом. Для механич. нарезания Н. было сконструировано немало различных станков, один из к-рых изображен на фиг. 25; кривошипный механизм приводит в движение колено а, соединенное тягами с напилочной головкой б, в к-рой укреплен па-резальный Н. Заготовка нарезаемого Н. зажимается в тисках б, установленных под требуемым углом на столе станка. Снабженные насечкой Н. поступают затем в закалочную. Перед закалкой Н. покрывают особой массой, назначение которой двоякое: 1) защитить кончики зубцов насечки от слишком сильного нагревания и пережигания и 2) предохранить верхний слой металла от обезуглероживания или даже несколько повысить содержание углерода в нем. Точный состав этой массы обычно держится каждым з-дом в большом секрете; в основном однако все эти массы состоят из углеродистых и азотистых веш;еств (обожженного и толченого рога, кожаной ныли, угля, муки), смешанных с плавнями (соль, стекло) и другими вешествами (наир. же-лезистосинеродистый калий, цианистый калий), к которым подмешивается достаточное количество ржаной или пшеничной муки или клея для образования теста. Обмазанные и высушенные Н. нагреваются в закалочной нечи; в США значительное распространение получили печи со свинцовой ванной, тогда как в Европе обычно нагревают 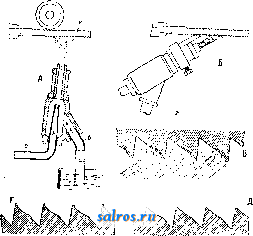 Фиг. 26. в коксовых или нефтяньгх печах. Главным условием всякой хорошей закалочной печи является возможность точного регулирования t° и постоянство ее по всему объему рабочего пространства печи; наилучшими в этом отношении являются печи со свинцовыми ваннами, затем идут нефтяные и наконец коксовые. Применение соляных ванн (хлористый барий, цианистый калий) и электрич. печей до настояшего времени недостаточно испытано на практике. Во время нагревания П. посыпают сухим кал очным порошком состава, аналогичного обмазочной массе; но достижении Н. надлежащей t° во всей то.лще, его вынимают из печи и погружают в закалочную жидкость, состоящую обычно из насыщенного раствора поваренной соли или из раствора нашатыря в смеси с азотной или серной к-той (2-4%). Плоские и круглые Н. обычно погружают в воду вертикально тонким концом вниз; Н. более сложной формы, напр. полукруглые, приходится несколько изгибать перед погружением в воду, чтобы уравновесить коробление, к-рому эти Н. неизменно подвергаются при закалке. Этот выгиб производится самим калильщиком на свинцовой наковальне деревянным молотком, причем степень погиба и направление его определяются рабочим на-глаз на основании опыта. Покоробившиеся при закалке Н. правят, пока они еще достаточно горячи, деревянным молотком или зажимая их между двумя полосами мягкого железа. Для правильной, равномерной закалки необходимо t° закалочной жидкости поддерживать постоянной и достаточно низкой. Для этого на крупных з-дах устраивают центральное охлаждение закалочной жидкости, непрерывно циркулирующей через баки и змеевиковые холодильники. После термической обработки Н, желательной структурой в изделиях является наличие карбидов в мартенсите в поверхностном слое мета.лла глубиной 1-2 мм и троостито-мартенси-товая структура с мелко раздробленными карбидами в сердцевине П. Дальнейшая обработка Н. состоит в очистке их от окалины, полученной при закал1се, при помощи пескоструйного аппарата, в котором струя пара, подводимого по трубке а к особому соплу (фиг. 26, А), засасывает через трубку б воду, смешанную с глиной или тонким песком, и бросает ее на проводимый перед соплом напильник е. В зависимости от угла наклона сопла к поверхности П. струя песка с водой оказывает различное действие на насечку. При перпендикулярном направлении основного потока производится очистка зубцов от грязи, окалины и закалочной массы, застрявшей в глубине насечек (фиг. 26, А); для точки зубцов струю направляют перпендикулярно к поверхности затылков зубцов (фиг. 26, Б и В). Ударяюпхий в затылок песок срабатывает небольшой слой последнего, чем и вызывается заострение режущей кромки зубца. Часто при насекании Н. зубцы, вследствие плохой правки зубила, получаются с закинутыми назад остриями (фиг. 26, Г); обработка паро-песочной струей снимает эти загибы и придает зубцам правильную форму (фиг. 26, Д). Иногда вместо пароструйного аппарата применяют очистку вращающимися щетками из tohkoiI закаленной стальной проволоки, смазываемыми смесью тонкого наждака и масла. Совершенно непригоден способ точки зуб- /v./?--7 цов травлением их в к-тах или элек-тролитич. путем; зубцы при ЭТОМ теряют свою правильную форму и угол клина релчущего острия от 70-7.5° увеличивается до 100° и более (фиг. 27: А-форма зубца до травления, Б-после). По выходе из пароструйного аппарата еще горячие Н. промывают в теплой воде, погружают затем для предупреясдения ржавления в известковую воду и высушивают на воздухе. После этого отпускают хвост Н., погружая его в свинцовую ванну или нагревая до тёмнокрасного каления в сиеци-альных иечах; затем его очищают щетками и окончательно охлаждают, погружая в мыльную воду, сообщающую ему хороший внешний вид. После отпуска хвоста Н. чистят щетками по всей поверхности и промасливают хорошим минеральным или растительным маслом (в США для этой цели применяют сурепное масло). Последней опера-  Фиг. 27. 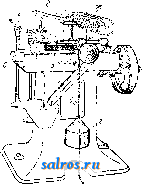 Фиг. 28. цией является контроль готовых Н.: проверяют на-глаз их внешнюю форму и правильность насечки; достаточную твердость определяют, проводя с легким нажимом Н. по закаленному и отпущенному куску стали надлежащей твердости. Для испытания Н. была сконструирована Е. Гербертом особая машина, изображенная на фиг. 28; испытуемый напильник а зажимается между двумя бабками на ползункеб, приводимом в пря-мстинейное переменно - возвратное движение кривошипным механизмом, скрытыми станине машины. Пробный брусок в сечением 1дм.2 прилшмается к Н. с постоянной силой грузом г при помощи перекинутой через блоки цепи;брусок этот особым механизмом отводится назад ири каждом обратном ходе Н. Соединенный с бруском д карандаш е приводится в движение цепочкой, перекинутой через находящийся на конце бруска д блок и прикреиленный одним концом к станине машины, а другим-к пробному бруску в; т. о. перемещение карандаша равно i/a продольного перемещения пробного бруска. Барабан ж, на к-ром карандаш вычерчивает свою кривую, получает вращение от главного привода машины через замедляющий механизм. Полученная на этой машине диаграмма испытания ряда Н. приведена на фиг. 29; она изобрал^ает объем сииленного материала в ф-ии числа ходов П.; т. о. высота подъема каждой индивидуальной кривой данного Н., до перехода ее в горизонтальное направление (что обозначает окончательное затупление Н.) характеризует стойкость П., а тангенс угла наклона кривой к горизонтальной оси пропорционален остроте напильника. Необходимо однако отметить, что результаты испытания на машине Герберта только тогда сравнихмы друг с другом, когда испытуемые Н. находятся в абсолю тно толедественных условиях как в отношении шага насечки, при-) жимающего веса, так и в смысле равномерной структуры и твердости пробных брусков. По мнению многих авторитетов единствен, действительно надежным испытанием качества напильников является их испытание в производстве па действительной работе. Пересечка Н. Затупившиеся Н. могут быть с выгодой два или три раза наточены при посредстве пароструйного аппарата, описанного выше, после чего их пускают в S S § Чиопа ходов Н ФИГ. 29. пересечку. Для этого сначала отжигают П., как было описано выше, затем необходимо сострогать старую насечку, для чего применяются специальные строгальные станки, подобные изображенному на фиг. 30; Н. зажимается на полуцилиндрическом патроне а,.лежащем в соответственном углуб.пении рабочего стола б, приводимого в переменно-возвратное движение зубчатыми колесами и рейкой; перемена направления движения производится автоматически механизмом, аналогичным применяемому в нормальных строгальных станках и приводимым в действие упорками, укрепленными на столе. Резец помещается в особом супорте в, к-рый перемещается в направляющих посредством винта и ручного маховика г; рабочий нажимает резец, вращая маховик г, руководясь при определении степени нал^атия резца мускульньгм чутьем. После сострагивания 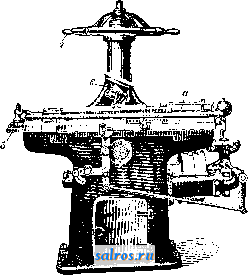 Фиг. 30. старой насечки напильник поступает в обточку на точильный камень, и далее проходит все стадии изготовления новых напильников. Лит.: Четвериков С. С, Производство и пересечка напильников, М., 1925; его же. Исследование напильников, Труды Всесоюзного ин-та металлов , М., 1930, вып. 9; е г о ж е, О формах, ра.змерах и насечках напильников, Вестник мета-плопромышлен-ности , М.,1927,12; его же, 0 машинах и методах производства напильников за границей, Вестник инженеров , Москва, 1927, 4; его ж е, Об устройствах и приспособлениях для обточки напильников, Гигиена труда , М., 1928, Ji; П о л я к о в Р., Работа напильников и их испытание, М., 1911; Гавриленко А. П., Механич. технология МРта.ллов 4 изд.,ч.3, М.-Л., 1926; Dick С, Die Feileu. ihre Entwicklungsgeschich-te, BerUn, 1925; D i с к & Co., Das technische Jahr, 1928, Stuttgart, 1927; Nicholson, File Philoso-ply.l2ed., Providence, Mass., 1922; T ay 1 о r G., Files a. Filing, L., 1920; P e 1 s e 1 e r G., Zahn u. Zerspaa-nung bei gehauenen und gefrasten Beilen, Werkstatts-technik , Berlin, 1927, H. 2, 3, 4; Herb C, Making Files by Modern Method, МасЫпегу . N. Y., 1926, V. 32, 12; A Glimpse in a Modern File Shop, Americaa Machinist*, L., 1927, v. 66, 6; N a r a t h, Wirtschaft-liche Massenherstellung von Feilen, Maschinenbau , Berlin, 1928, H. 4; R e i n i n g e г П., Die Herstelhmg von Fail-u. Raspenscheiben, Maschinenbau , В., 1928, H. 3; La lime, МасЫпе moderne , Paris, 1927, 7, p. 361; P e i s e 1 e r G., Das Aufhauen d. Feilen im ei-genen Betriebe, Werkstattstechniki),Berlin, 1907, p. 37, 53; Das Prufen von Feilen, ibid., 1912, p. 63. 560; Bear-beiten von ecbten Feilenzalinen nach d. Fellows-Ver-iahren, ibid., 1924, p. 698; Organisationsgrundlage d. Feilenindustrie. ibid., 1910, p. 612, 672, 1911, p. 30, 87, 137; Springorum, Einiges iiber die Herstellung der Feilen, Zeitscbrift d. VDI , 1919. Б. 63, p. 1129. НАПЛЫВ, кап, или нарост, на древесном ство.те, скоплеипе спящих почек, которые по стечению неблагоприятных обстоятельств не имели возможности развить побеги. В разрезе древесина Н. красива, с темными прожилками, с глазками , волниста. Наплыв может быть удален со ствола без значительных повреждений маточного ствола. Н. высоко ценится как поделочный материал в токарном производстве и краснодеревцами. Наиболее ценный Н. встречается на березе (иглистый, сувель и щетка) и орехе грецком. Н. на грецком орехе по весу иногда достигает 50 ц (средний вес Н., годного для эксплоатации, ок. 3,5 ц). Для полного созревания Н. на грецком орехе, когда он приобретает и наибольшую ценность, необходим период времени от 50 и до нескольких сот лет. Запасы Н. с каждым годом все -более истощаются, тогда как спрос на него на рынке высок. Кроме того Н. попадается на липе, осине и др. Из Н. вырабатывают гл. обр. фанеру (см. Фанерное производство), затем портсигары, подсвечники,пресс-папье, набалдашники, зонтичные ручки и т. д. Лучшие запасы Н. (березового и грецкого) имеет СССР: березовые-РСФСР и грецкие- Кавказ и Туркестан (Фергана). НАПОЛНЕНИЕ БУМАГИ. Применение иа-полнитвлей (см.) в бумажной промышленности вызывается различными требованиями, предъявляемыми к бумаге. Заполняя пустоты между волокнами при образовании бумажного листа, наполняющие вещества создают непрозрачность бумаги, способствуют образованию ровной и гладкой поверхности листа, к-рая необходима для восприятия тонких линий печати, и получению полного и сочного отпечатка, т. е. придают бумаге качества, необходимые для печатных бумаг. Наполняющие вещества, как обладающие более высоким белым цветом, чем волокнистая масса, применяются для улучшения цвета бумаги. Кроме того наполняющие вещества могут применяться также в качестве отялселяющих веществ. В общем добав.ле-ние наполняющего вещества уменьшает крепость бумаги и степень ее проклейки, но в виду небольших количеств наполнителей, вводимых в бумагу, это не имеет значения. Наполняющими веществами служат неорганические вещества естественного происхождения либо искусственно приготовленные. Число наполнителей, ирименяемых в бума-лшой промышленности, сравнительно невелико (см. табл. 1 и 2). Из них самые распространенные--каолин, затем тальк, ага-лит и гипс, и д.ля специальных бумаг в небольшом количестве-тялеелый шпат и мел. Степень применения напо.лнителя в бу-малепом производстве обусловливается характером и количеством примесей и загрязнений наполняющих веществ, способностью образования суспензий, цветом в сухом состоянии, процентом удержания в бумаге и его стоимостью. С точки зрения бумажного производства самыми нежелательными Табл. 1.-Н аполнители естественного пр о и схождения. Виды наполнителей Сорта бумаги Каолин......., Печатные бумаги, мело- j вые, низшие писчие Тальк........ Низшие писчие Агалит........Печатные бу.маги Ангидрит...... Низшие писчие Барит (тяжел, шпат) Меловые, литографские, 1 фотографические Мел.........I Папиросная Табл. 2Н а п о л н и т е л и искусственные. Виды наполнителей Гипс......... Углекислый кальций Бланфикс ...... Сатин белый Сорта бумаги Писчие, высшие сорта Папиросная Меловые, литографские, фотографические Меловые примесями В наполняющих веществах являются песок, железо и органич. вещества. Присутствие песка в наполнителях способствует быстрому изнашиванию частей бумагоделательных машин, норче каландровых валов, изнашиванию типографского шрифта и вызывает образование дырочек в готовой бумаге. Присутствие же леелеза и органических веществ придает же.лтоватый цвет каолину и др. наполняющим веществам и следовательно ухудшает цвет бумаги. По цвету, количеству вредных примесей (в виде песка и кусочков слюды) и размеру частиц самих иаио.лня10Щ11х веществ главные виды наполнителей распределяются так: на первом месте по качеству находится гипс, затем ангидрит, каолин, та.льк, асбестит и агалит. По проценту удержания в бумаге распределение идет след. обр.: тальк, асбестит, агалит, каолин, ангидрит и гипс; последний является наиболее дорогим материалом. Для некоторых специальных бумаг следует отметить окись железа и глинистые вещества (бентонит, кил, мыловка), известные под маркой в и л ь к и и и т, к-рые в то же время служат и д.ля подкраски прессшпана (см.) и коробочного картона. Для низкосортных оберточных бумаг (например сахарных) в громадном количестве применялись цветные юрские глины: зеленоватые, красноватые и черные. Их назначением было не только придание большего веса бумаге, но и ее окраска. В германск. сахарных бумагах содержание наполняющих веществ доходит до 50%.Ири выработке печатных оумаг количество наполняющих веществ, задаваемых в ролы, Д.ЛЯ гипса и ангидрита 35-60%, для каолина 5-40%, для талька, агалита, асбестита 5-20% от веса волокна. Удержание напо-лняющих веществ в бумаге в среднем составляет 50% от количества, заданного в ролы. Остальные 50наполняющих веществ уходят с водой из-под сетки бумажной машины. Применение этой воды в процессе выработки бумаги или улавливание пз нее наполняющих веществ посредством особых машин и аппаратов-ловушки (см.), вакуумфильтры - дает возможность увеличить использование наполняющих веществ до 85%, уменьшая таким образом количество загрузки свежих наполнителей в рол. 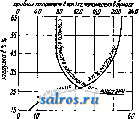 го 30 w 50 удержание Вху, Удержание нанолнителей в бумаге возрастает: 1) с увеличением веса бумаги, 2) с уменьшением скорости бумагоделательной машины, 3) с улучпюнием проклейки бумаги, 4) с увеличением жирности помола, 5) с возрастанием длины волокон, б) с увеличением размеров частиц наполнителя, 7) с уменьшением уд. веса наполнителя и 8) с уменьшением растворимости наполняющих веществ. Удержание наполняющих веществ убывает при обратном действии указанных факторов. Кроме того удержание меньше нормального на 10-20%, если все количество добавляемого наполняющего вещества меньше 5 % или больше 30 % от веса волокна; это однако не относится к гиисуи ангидриту, которые удерживаются лучше всего при добавлении их в количестве 50-60%. Процент удержания наполнителей м. б. увеличен добавлением крахмала или растворимого стекла. Характер изменения процента удержания наполняющих веществ в зависимости от количества наполнителей, задаваемых в ролы, и изменения стоимости 1 кг наполняющих веществ в бумаге в зависимости от разл1ера добавления приведен в помещенной выше диаграмме (фиг.). Наполняющим веществом здесь является гипс. Относительно распределения наполняющих веществ в бумаге имеются два противо-пололшых мнения. Одни утверждают, что наполняющие вещества благодаря уд. весу, влиянию стекающей через сетку бумагоделательной машины воды и отсасывающему действию сосунов отлагаются в бумаге со стороны, обращенной к сетке; другие-что именно благодаря вышеуказанным причинам сторона бумаги, обращенная к сетке, почти не содержит наполнителей, т. к. она прелоде всего подвергается действию воды и сосунов, в то время как выше лежащие слои благодаря фильтрующему действию волокна удерживают наполняющие вещества. Последние исследования этого вопроса, которые посвящены изысканию методов уничтожения но.лучающейся вследствие этого двусторонности бумаги, произведенные Шильде и Мейстером, показывают следующее. 1) Удельный вес наполняющих веществ не в.лияет на разницу в отложении наполнителей но ту и другую сторону бумалгного листа. 2) Распределение наполнителей в бумаге подвергается действию естественного и искусственного обезвоживания бумажной массы на сетке бумагоделательной мапишы. 3) Наполняющиевещества в бумаге распределяются т. о., что сторона, обращенная к сетке бумагоделательной машины, содержит наименьшее количество наполняющих веществ, по сравнению с прочими слоями бумаги. 4) Разница в отложении наполнителей на обеих сторонах бумажного листа уменьшается с увеличением веса бумаги и с увеличением проклейки и возрастает с повышением содержания в бумаге древесной мас- сы и наполняющих веществ и с увеличением скорости бумагоделательной машины; 5) Сосуны уменьшают содержание наполняющих веществ как на одной, так и if а другой стороне бумажного листа. Лит.: Брайт, Кемпбелл п др., Наполнение, проклейка и окраска, т. 2, ч. 4, пер. с англ., Москва, 1927; Бумашная промышленность , Москва, 1927, 7, 1928, 3 (ст. проф. Фотиева) и 8 (ст. Доливо-Добро-вольского и Коган); \Vochenblatt fur Papier-Fabrika-tion , Biberacb, 1921, p. 813, 1547, 2270, 3441, 3864, 1929, p. 119; Der Papierfabrika.nt , В., 1929, p. 528, 1930, p. 409, 423, 439; Muller F., Die Papierfab-rikation u. deren Maschinen, B. 1, Biberach, 1926;. W i t h a Ш G., Modern Pulp a. Paper Making, p. 231, New York, 1920. B. Макошин. НАПОЛНИТЕЛИ, химически инертные, твердые, а иногдд таклсе жидкие и газообразные, тела, образующие б. или м. крупную зернистодисперсную фазу в искусственных пластич. массах и вводимые в них с целью-изменить в благоприятную сторону технич. и экономические показатели соответственных продуктов. К Н. близки, но не тождественны с ними, мягчит ел и, плтл пластификаторы (см.), и о т я лс е л и т е л и. Пластичность тел, временная и.ли постоянная, обусловлена внутренней неоднородностью сред, образующих пластические-материалы. Эта неоднородность присуща исходным цементирующим веществам, представляющим основание пластич. массы. Но в производстве пластич. масс неоднородность цементирующей среды повышается искусственно введением различных химически инертных в отношении указанного основания тел, причем эта инертность составляет основной признак П., т. к. в противном случае, т. е. при активном воздействии на основание, Н. рисковал бы перестать быть особой фазой. Глубоко изменяя общий физич. характер пластич. массы, Н. сообщает ей ряд технических свойств, зависящих как от природы его самого, так и от соотношения между ним и цементирующим веществом. На первом месте тут стоят механич. свойства пластич. масс: прочность па сжатие, прочность на разрыв, прочность на удар (нехрупкость), уд. в. (в одних случаях ионижепие, а в других повышение его), компактность (в смысле малой пористости), прочность на износ при том или другом роде изнашивающего усилия, твердость, упругость и т. д. Точно также соответственным подбором П. могут быть изменены свойства: тепловые (f размягчения, если затвердевание пластич. массы обратимо; теплоемкость, теплопроводность; тепло- и огнестойкость) и электрические (диэлектрич. коэф., электросопротивление, а в нек-рых случаях и электрич. крепость пластич.масс). Далее следует отметить, что в известных случаях присутствие Н. может давать пластич. массам большую стойкость против старения. Наконец Н. несут в большинстве случаев функцию таклсе и экономическую, т. к. будучи дешевле связующего вещества, к-рое входит в состав пластич. массы, они понижают общую стоимость продукта. Необходимо иметь в виду, что Н. не м. б. рассматриваемы как род фальсифицирующей примеси, которая снижает ценность продукта. Применение Н. основано на использовании значительной новерхности сонрикосновения между цементирую- щим веществом п дисперсной фазой-наполнителем, причем соответственно возрастает поверхностная энергия системы, представляющей пластическую массу. Отсюда следует прежде всего важность значительной уде.льн. поверхности Ы., достигаемой измельчением его частиц. В табл. 1 сопостав.тены значения уде.тьной поверхности нек-рых Н., особенно применяемых в резиновой промышленности; опыты показали, что качество резиновой смеси стоит в прямой зависимости с указанными значениями уд. поверхности. Табл. 1 .-У дельная поверхность некоторых наполнителей (по данным G. G. В. Люффа). Род наполнителя Удельная поверхность, дм. г/дм. 3 Газовая сажа . . Ламповая копоть Каолин ..... Окись железа . . Окись цинка . . Глина ...... Литопон ..... Мел....... Кизе.льгур .... Тяжелый шпат . 1 905 ООО 1 524 ООО 304 800 1.52 400 352 400 152 400 101 600 60 950 50 850 30 480 Точно так же, если применяется волокнистый наполни гель, то тонина волокна благоприятствует качествам п.ластич. массы, тогда как грубое волокно ухудшает массу; сопоставленные в таб.т. 2 значения поперечника нек-рых волокнистых материалов значительно разнятся между собой. Табл. 2.-Т онина элементарного во.лок-на некоторых вслокнистых наполнителей (по данным Ф. Циркеля). Род волокна Шерсть лучшая ... Хлопок ....... Пеиька ........ Лев......... Шелк......... Японское во.локно Крокидолит капский Хризотил канадский Хризотил уральский Поперечник во-локна, fi 15-40 12-40 16-30 12-26 10-21 4-18 1-1,5 0,75 Далее, существенен вопрос о капиллярных явлениях на поверхности раздела обеих фаз, так как поверхностное натяжение на границе (частица Н.-окружающая среда) д. б. очевидно возможно меньшим для лучшей смачиваемости, т. к. при отсутствии хорошей смачиваемости Н. цементирующим веществом, т. е. при несоответственном подборе их друг к другу, продукт может получиться вполне негодным, так напр. слюда, прекрасный Н. шеллака и канифоли, оказывается весьма штохим Н. в отношении фенольно- формальдегидных смол именно потому, что не смачивается этими последними. В табл. 3 сопоставлены нек-рые данные о Н. и соответствующих им цементирующих веществах, дающих при взаимном сочетании продукты хорошего качества. В искусстве пользоваться наполнителями много значит знать, какое именно свойство может быть достигнуто применением данного Н.; напр. для получения прочности на сжатие требуются Н. Табл. .3.-Д а н и ы е о применимости р а з-личныхнаполнптелейв соответствии с избранным связующим веществом (по Э. Геммингу). Классы пла- , стич. масс и j Связующее вещество наполнитель их названия i - А. Фено.ль-нофор.мальде-гидные материалы Б. Органич. холодные прессовки С. Органич. горячие прессовки Б.Неорганич. холодные прессовки Ст. Цел.лго-лоид Н. Слоистые изоляцион. материалы (фенольно- формальде- гидные) Фенольноформаль-дегидная смола Смолы Асфальты Каменноугольный пек Стеариновый пек Фенольноформаль-дегидная смола Древесная масса Кремнезем Магнезия Канифоль Асфальты Тропнч. смолы Портландский цемент Хлорокисьцинковые цементы Составы из кремне-1ШСЛ0ТЫ, глпнозема, извести, г-лины и магнезии Камфора Целлюлоза (древесная Глина Магнезия Слюда Кремнезем Фенольиоформаль-дегидные смолы Це.члюлоза Бумага.холст' н др. ткани : зернистые, причем необходимо сочетать зерна определенных размеров в определенных соотношениях. Вопрос о рациональном количественном соотношении и рациональном подборе зерен разного размера был предметом многочисленных изысканий, главн. обр. применительно к производству асфальтовых смесей для путей сообщения. В табл. 4 приведены результаты исследований, которые произведены в США, позволяющие наибо.лее выгодно подобрать минеральный Н. (песок д.ля дорожного асфальта). Исследование и практика приве.ли к составлению трех составных Н., наиболее снижающих объем пустот между зернами и следовательно количество идущего на асфальт битумена. На фиг. 1 вычерчены в три.линей-ных координатах линии равного содержания пустот при комбинировании песка с зернами трех размеров, причем компонент А проходит через сито 10, 20, 30 меш, компонент В - через сито 40, 50 меш, а компонепт С-через 80, 100 меш. На фиг. 2 выделена область соотношений в Н., дающая наиболее удовлетворительные резу.льтаты. Если требуется пластич. масса, об.ладающая прочностью на удар и на разрьш, то необходимо применение волокнистых Н. Как установ.чено опытами в отделе материа.ловедения Всесоюзн. электро-технич. ин-та, наиболее удачные пластич. Табл. 4 .-А ыериканская Хчлассификация мостовых асфальтовых смесей. Пределы величины зерен минерального наполнителя Классы асфальтовых смесей 1 а; rtw я ни проходящих через сито 1 дм. v. дм. V2 дм. V4 дм. 10 меш 20 30 40 50 80 100 200 задерживающихся! на сите ; V. дм. дм. /4 ДМ. 10 меш 20 30 40 50 80 100 200 Содержание данной части в наполнителе в % 68 25
31 14 8 10 12 -15 27 9 10 Содержание битумена в смеси в %..... 55,5 3 5 8 14 26 15 14 15 15 80 Битумен, применяющ. в асфальтовой смеси для связи Пенетрация при 25° (77° Ф.) Характер езды Темп-ра климата
55 45 массы получаются при сочетании волокнистого Н. с порошкообразным, причем во многих случаях целесообразно получать последний сочетанием порошков средней мелкости с весьма тонкими; применение сажи, даже в небольших количествах, иногда м. б. 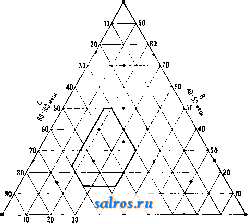 40 50 60 10-20-30меш А Фиг. 1. весьма полезно. Волокнистый Н. во многих влучаях способствует также выравниванию внутренних натяжений, образующихся при затвердевании пластич. массы, в силу охлаждения ее или высыхания. Но, с другой стороны, необходимо иметь в. виду, что волокнистые Н. обладают своеобразными свойствами, которые в известном отношении могут быть вредны, напр. длинноволокнистый асбест, весьма хороший Н. в отношении многих свойств, однако не пропитывается смолистыми веществами и потому дает пластические массы, у к-рых поверхность сравнительно грубая и не обладает наилучшим внешним видом. Очесы хлопка и хлопковый линтер придают составам прочность на удар, но страдают малой тепло- и ки-слотостойкостью, а кроме того образуют при упаковке катышки, а поверхность пластических масс при обточке получается недостаточно чистой. В последнем отношений лучшие результаты дают шелковые очесы, но они экономически невыгодны для дешевых масс. При введении в пластические массы с водным цементирующим веществом нек-рые волокнистые Н., особенно древесные опилки, с трудом отдают поглощенную воду, тогда как бумага и растительные волокна отводят ее кнаружи, способствуя равномерному высыханию изделий. Процесс введения Н. в цементирующее вещество требует известной внимательности. Различные компоненты наполнителя д. б. предварительно просушены и смешаны между собой в сухом виде. Однако процесс смешивания может вызвать иногда нежелательные результаты и не дать однородной смеси. Так например, опытами Дейера (F. С. Dayer, 1928) 45 40 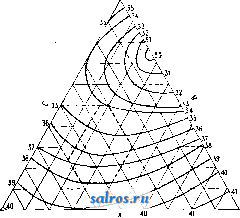 Фиг. 2. выяснено: 1) что при достаточной степени горизонтального встряхивания слой частиц различных размеров, но одного итого же уд. веса сам собой располагается так, что большие частицы оказываются наверху, а меньшие-внизу; 2) что частицы с наибольшей инерцией стремятся занять область, где движение наиболее медленное; 3) что при наличии частиц различного размера и различного уд. в. Н. расслаивается по компонентам различного уд. в., а в пределах одного слоя-по величине частиц; и наконец 4) что значительно большие частицы большего уд. в. могут смешиваться с меньшими частицами компонента меньшего уд. в. Следует таклсе отметить нек-рые тонкости в самом процессе смешивания готового Н. с це-ментируюшим вешеством, например необходимость вводить цементирующее вещество в Н., а не наоборот, применение (в производстве пластич. масс из синтетических смол) эмульсий цементирующего вещества, а не растворов или его самого в несмешанном виде; как показано Ренэ Мейером, таким способом можно ввести в пластическую массу вместо обычных максимальных 40-50 % Н. до 95 %, причем качество продукта оказывается высоким, а стоимость-низкой. Области применения Н. В настоящее время продукты, в которых применяются Н., чрезвычайно разнообразны, и едва ли можно найти отрасль промышленности, где обходились бы без них; таковы в особенности иромышленности: бумажная, шелковая, текстильная, резиновая, электроизоляционная, строительная, дорожная и промышленность пластич. масс; более важные продукты этого рода перечислены в следующем списке, причем сюда попали вследствие трудности разграничения также и некоторые продукты с отяжелителями: Асфальт для дорог Настил пола Бумага Полировальные матери-Веревки, снасти алы Динамит Прессованные и литые Замазки изделия Зубная, пудра и паста Прокладки труб и кот- Инсектисиды лов Искусственные камни Резиновые изделия Керамич, материалы Составы для чистки Кожа Спички Краски Сухие элементы Кровельные материалы Текстильные товары Линолеум и промаслен- Удобрения пые ткани Цементы Литейные формы Электроизоляционные Мыло пластич. массы В США В 1920 г. потребление Н. достигало 1 млн. т. Классификация Н. В настоящее время число применяемых наполнителей достаточно велико. Так, из минеральных веществ применяются следующие: Ангидрит Кальцит Сланец Апатит Кварцит Сланцевая мука Асбест, пудра Кремень Слюда Асбестин(тальк) Магнезит Слюдистый као- Барит Мел лин - Бентонитовая Мраморн. пыль Сукновальцые глина Окись железа глины Биотит Охра и умбра Тальк Гипс Пемза Тальковый ка- Глина Песок мень Графит Пирофиллит Трепел Диатомит Полевой пшат Уголь измель- Доломит Сера ченный Известняки Серпентин Целестин Из органических веществ применяются: Бумага Древесные опипки Бумажная масса Карболит измельч. (отхо- Бурый уголь ды или старые карболи- Волокна растительные товые изделия, наполни- различные тель для карболита же) Вулканизованная фибра Кокос - опилки скор- измельченная (отходы) лупы кокосового ореха Линтер Сблома Торф Фибра (см. Вулканизованная фибра) Формолит (продукт кон- денсации непредельных соединений нефти с формальдегидом) Хлопковые волокна (очесы, линтер) Шелк (см.) Классификация этих многочисленных Н. может быть проведена по химич. составу, по физич. состоянию (твердые, мягкие, пластичные, жидкие, газообразные), по строению и по форме (длинно- и коротковолиистые, угловатые, округлые, шарообразные), по экономическому признаку (классы стоимости), по т. н. зерновому составу (т. е. по содержанию частиц того или иного размера) и т. д. Технические условия. Общих технич. условий на И. не существует в виду чрезвычайно большого разнообразия как Н'., так и областей их применения и в виду мало!! изученности общей функциональной феноменологии этого рода материалов. Ири настоящем состоянии знаний молшо наметить лишь некоторые пункты технич. условий, а именно: 1) тождество данного Н. с тем минеральным или органич. видом, за к-рый он выдается; 2) химическая чистота^-в одних случаях или оиреде.ленное ограничение допустимых примесей признаваемых безвредными; 3) отсутствие примесей признава-мых вредными, или граница допустимости; 4) отсутствие или определенная граница содержания влаги; 5) определенный зерновой состав; б) определенная форма зерна или, в случае волокнистых материалов, определенная длина и тонина вологша. Лит.: Ф е р С м а н А. Е. и Щ е р б а к о в Д. И., Наполнит&пи и отяжелители, НИ , Л., 1929, т. 4, стр. 107-110 (тут н^е дальнейшие ссылки на другие места! НИ ); Or е е п П., Microscopy of Paint а. Rubber Pigments, Chemical a. Metallurg. Engineering*, N. Y., 1923, V. 28, 2, p. 53-57; I n g a 1 1 s F. P., Use of Silica a. Other Mineral Filler in Paint, Rock Products*, Cbicago, 1921, 26 Febr.-7 May; Wei gel W. M., Non-metallic Mineral Filler Industry, Transactions of the Amer.Inst. of Mining a. Metallurgical Engineers*, N. Y., 1922, 11 Febr.; W e 1 g e 1 W. M., Size a. Character of Grrains of Non-metallic Mineral Fillers, Techn.. Paper Bureau of Mines*, Wsh., 1924, 296,p. 44; Ladoo, R. в., Non-metallic Miner, p. 363-368, N. Y., 1925; H e m m i n g E., Plastics a. Molded Electrical Insulation, N. Y., 1923; E 1 1 i s C, Synthetic Resins a. Their Plastics, N. Y., p. 378-388, 936, 1923; H a m-1 i n M. L. a. Turner F. M., The Chemical Resistance of Engineering Materials, p. 183-184, N. Y., 1923; a о г i s s e P., Poudre u mouler, Revue gene-rale des matieres plastiqucs*. P., 1930, t. 6, 3, p. 151- 154; D a у e г F. C, Reversed Classification by Crowded Settling, University of Toronto Faculty of Applied Science a. Engineering School of Engineering Research*, Toronto, 1928, Bull. 8, p. 225-434. П. Флоренский. НАПОР, гидравлическое давление, выраженное высотой ВОДЯНОГО столба. Наглядное представление о различных видах Н. дает основное для гидравлики ур-ие Даниила Бернулли для элементарной струйки, реальной жидкости в установившемся движении: р [у ~ 2д где Z-вертикальное расстояние данного сечения струйки от горизонтальной плоскости, произвольно выбранной за нулевую (потенциальная энергия положения к-рой принята равной 0); р-гидромеханич. давление в данном сечении струйки; у-уд. вес жидкости; V-скорость частицы яшдкости в данном сечении вдоль струйки; д-ускорение силы тяжести=9,81 м/ск; -потеря Н. на протяжении от нек-рого начального сечения струйки до данного сечения; С- постоянная величина для всей рассматриваемой струйки. Все входящие в ур-ие члены имеют линейную размерность. Ур-ие выведено для единицы веса жидкости. По умнол^е-нии на вес рассматриваемой частицы все члены ур-ия получат размерность работы, и каледый член будет представлять собою определенный вид запаса энергии рассматриваемой частицы. Член z-геодезии, отметка положения частицы-называется геодезическим Н. и выралшет запас потенциальной энергии положения данной частицы. Член - приведенная высота давления- называется пьезометрическим Н. и выражает запас потенциальной энергирх давления данной частицы. Сумма z + предста- в.чяет собой П., выражающий весь запас потенциальной энергии рассматриваемой частицы.Член носит название скоростного И. и выран^ает запас кинетич. энергии части-1И>1. Член ho называется потерей Н. и выражает собой потерю энергии на пути движения частицы. Для случая потенциального безвихревого двилгения жидкости ур-ие Д. Бернулли м. б. с полной точностью применено к целому потоку жидкости с попереч-иым сечением копечных размеров, напр. к потоку в трубе. Д.ля двизкения без потенциала скоростей ур-ие Д. Берпулли м. б. ггрименено и к целому потоку с сечением конечных размеров только в случае т. наз. периодически установившегося парал.лель-ного движения или мед.ленно изменяющегося движения (mouvement graduellement varie). В последнем случае в ур-ии Д. Бер-нулли величины z и р берутся для произвольной, но обязате.льно одной и той же, струйки. Вместо истинной скорости элементарной струйки подставляют среднюю для всего сечения скорость, причем одновременно с этой подстановкой приписывают к члену ~ ур-ия Д. Берпулли коэф. а, численные значения й-рого, когда движение происходит в сосудах правильной формы при отсутствии значительных возмущений, не превосходит 1,11. Поэтому практика для громадного числа случаев одноразмерного движения принимает обычно а=1, т. е. 2д 29 Применяя ур-ие Д. Берну .тли к целому потоку в трубе, ho можно выразить так: здесь I и Я-коэфициенты, зависящие: -от местных препятствий на пути движения жидкости и Л-от шероховатости стенок трубопровода, а также от скорости и гидравлического радиуса потока; оба коэф-та зависят также отвязкости жидкости и определяются опытным путем; I-длина трубопровода;!)-диаметр его. Член представляет собой потерю напора от местных сопротивлений, появляющихся при проходе лгидкости через колена, тройники, задвижки, краны, клапаны и другие фасонные и арма- турные части водопровода. Ч.лен А I г-2 D 2а представляет собой потерю Н. от трения. Определение потерь Н. чрезвычайно важно, т. к. только зная потери можно судить о фактич. запасе энергии в жидкости. Если от горизонтальной плоскости, отстоящей на высоте полного начального Н. от нулевой горизонтальной плоскости сравнения, отложить вниз отрезки, равные потерям напора, для соответствующих точек водопровода и полученные точки соединить линиями, то линия, т. о. полученная, носит название н а-порной линии. Напорная линия характеризует запас энергии в данной точке трубопровода при установившемся движении. В целом ряде инженерных сооружений желательно преобразовать всю потенциальную энергию в кинетическую, в других, наоборот, иметь всю энергию в потенциальной форме. Такое превращение достигается при помощи специальных гидравлич. устройств. В полсарпом деле, напр. при помощи брандспойта, весь пьезометрич. Н. преобразуется в скоростной П., что позвсляет получать мощную пол^арную струю. При этом член ур-ия Д. Берпулли уменьшается почти до нуля, а ч.яен - возрастает до возможно большей ве.личины. При впуске жидкости на лопатки турбины точно также преобразовывают пьезометрич. Н. в скоростной, что достигается в случае капельной л^идкости (воды) при помощи направляющего аппарата и в случае упругой жидкости (газа или пара) при помощи особой насадки-сопла. При питании паровых котлов водой обычно употребляется инжектор (см.), в котором скоростной Н. текущей смеси пара и воды преобразуется в пьезометрический Н.; здесь, наоборот, член уравнения Д. Берпулли 1)2 Г) понижается почти до ну.ля, а член возрастает до необходимой большей величины. Превращение скоростного напора в пьезометрический происходит в различного рода диффузорах. Приводимые здесь примеры являются только некоторыми характерными частными случаями преобразования одного вида Н. в другой. При расчете водоводов различают статический П. и динамический Н. В начале трубопровода имеется всегда заданный напор определяемый или высотой расположения напорного бака (см.) или пьезометрическим П., создаваемым в этом месте насосом. В первом случае потенциальная энергия выражается напором положения Z-первым членом ур-ия Д. Бернулли, во втором случае потенциальная энергия выражается пьезометрическим напором - вторым членом того же ур-ия. Начальный Н. определяет собой статич. Н. для всей сети водопровода, который т. о. постоянен для всякой точки сети водопровода. При возникновении течения жидкости появляется потеря Н. вдоль водовода, что понижает Н. в различной степени для разных точек водовода. Особенно сильно понижается Н. в удаленных от начала питания точках. При нек-ром -установившемся режиме динамич. 1 ... 6 7 8 9 10 11 12 ... 48 |
|
© 2007 SALROS.RU
ПромСтройМат |