 |
 |
 |
 |
1 ... 36 37 38 39 40 41 42 ... 48 жения солнца и луны по отношению к месту наблюдения и установить роль этих двух космич. тел в суточных изменениях геомагнитных элементов. Основной причиной вариаций является солнце; влияние луны не превышает /is действия первого светила. Амплитуда суточных колебаний в среднем имеет величину порядка 50 у (у=0,00001 гаусса, см. Земной магнетизм), т. е. около l/lftOO полного напрялеения; она меняется в зависимости от географии, широты места наблюдения и в сильной степени зависит от времени года. Как правило, амплитуда суточных вариаций летом больше, чем зимой. Изучениераспределения во времени магнитных бурь привело к констатированию связи их с деятельностью солнца. Количество бурь и их интенсивность совпадают по времени с количеством солнечных пятен. Это обстоятельство позволило Штормеру создать теорию, объясняющую возникновение магнитных бурь проникновением в верхние слои нашей атмосферы электрич. зарядов, выбрасываемых солнцем в периоды наибольшей его активности, и параллельным образованием кольца движущихся электронов на значительной высоте, почти за пределами атмосферы, в плоскости земного экватора. Лит.: ) HandLiucli der Experimeiitalph\silc, hrsg. V. \V. Wien u. F. Harms, B. 25, T. 1, p. 588-589, Leipzig, 1928.-eTerre.strial Magnelj.sm a. Atmo.spheric Electricity, Baltimore, US.A.. 1896-1930; <(.Zeitschrift fiir Geophysifc , Braunschweig, 1924-30; Wagners Ge-ographisclies Jahrbucli, Gotha, 1926. Cm. также .Земпой .иа.гпетги.м. A. Заборовский. Метеорологическая 0. О. метеорологическая, высшее научное учреждение для изучения вопросов, связап-.ных с физич. жизнью земли в самом широком смысле. Эти О. в настоящее время занимаются ие только чисто метеорологич. и климатологии, вопросами и службой погоды, но и вносят в круг своих задач вопросы земного магнетизма (см.), атмосферного электричества (см.) и атмосферной оптики; на нек-рых О. ведутся даже наблюдения сейсмические. Поэтому такие О. носят более широкое наименование-геофизические О. или ин-ты. Собственные наблюдения О. в об.тасти метеорологии (см.) имеют в виду давать строго научный материал наблюдений, производимых над метеорологич. элементами, необходимый для целей климатологии (см.), службы погоды (см.) и удовлетворения ряда практических запросов на основе записей самопишущих приборов с непрерывной регистрацией всех изменений в ходе метеорологич. элементов. Непосредственные наблюдения в определенные срочные часы производятся над такими элементами, как давление воздуха (см. Барометр), темп-ра (см. Термометр) и влажность его (см. Влажность воздуха и Гигрометр), над направлением и скоростью ветра (см. Анемометр), солнечным сиянием, атмосферными осадками (см.) и испарением (см.), снеговым покровом, t° почвы и другими атмосферными явлениями ио программе рядовых метеорологич. станций 2-го разряда. Помимо этих программных наблюдений на метеорологич. О. производятся контрольные наблюдения, а также проводятся исследования методологии, характера, выражающиеся в установлении и испытании новых методов наблюдений над явлениями, как уже отчасти изученными; так и вовсе не изученными. Наблюдения О. до.тжны быть нро-должительными, чтобы из них иметь возможность сделать ряд выводов для пстуче-иия с достаточной точностью средних нор-ма.льных величин, для определения величины непериодич. колебаний, свойственных данному месту наблюдений, и для оиределения закономерности в ходе этих явлений со временем. Кроме производства собственных метеорологич. наблюдений одной из крупных задач О. является изучение всей страны в целом или отдельных областей ее в физич. отношении и гл. обр. с точки зрения климата. Наблюдательный материал, поступающий с сети метеорологич. станций в О., подвергается здесь детальному изучению, контролю и тщательной проверке, чтобы отобрать наиболее доброкачественные наблюдения, к-рые уже могут пойти для дальнейшей проработки. Первоначальные выводы из этого проверенного материала публикуются в изданиях О. Такие издания ио сети станций быв. России If СССР охватывают наблюдения, начиная с 1849 года []. В этих и.зданиях публикуются гл. обр. выводы из наблюдений, и только для незначительного числа станций наблюдения печатаются полностью. Остальной обработанньп! и проверенный материал хранится в архиве О. В результате глубокой и тщательной проработки этих материалов время от времени появляются различные монографии, или характеризующие методику обработки или касающиеся разработки отдельных метеорологич. элементов. Одной из специфич. особенностей деятель-ностп О. яв.ляется особая слулчба предсказаний и оповещений о состоянии погоды. В настоящее время слулгба эта выделена из состава Главной геофизич. О. в виде самостоятельного ин-та-Центральное бюро погоды. Чтобы показать развитие и достижения нашей службы погоды, ниже приведены данные о числе принятых в Бюро погоды за сутки телеграмм, начиная с 1917 г.
В настоящее время Центральное бюро погоды получает до 700 одних только внутренних телеграмм кроме сводок. Помимо этого здесь же проводятся крупные работы по улучшению методов предсказывания погоды. Что касается степени удачности краткосрочных предсказаний, она определяется в 80-85%. Помимо краткосрочных прогнозов в настоящее время разработаны методы и даются долгосрочные предсказания обще-IO характера погоды на предстоящий сезон или на небольшие периоды, или детальные предсказания по отдельным вопросам (вскрытия и замерзания рек, половодий, гроз, метелей, градобития и пр.). Для того чтобы наблюдения, производящиеся на станциях метеорологич. сети, были сравнимы мел-еду собой, необходимо, чтобы приборы, по к-рым производятся эти наблюдения, были сравнены с нормальными эталонами, принотыми на международных съездах. Задача проверки приборов разрешается специальным отделом О.; на всех станциях сети применяются только приборы, проверенные на О. и снабженные особыми сертификатами, дающими или поправки или постоянные д.чя соответствующих приборов при данных условиях наблюдений. Помимо этого в тех лее целях сравнимости результатов неп(зсг'едственных метеорологич. наблюдений на станциях и О. наблюдения эти должны производиться в строго определенные сроки и по определенной программе. В виду этого О. издает специальные инструкции для производства наблюдений, перерабатываемые от времени до времени на основании опытов, прогресса науки и в соответствии с постановлениями международных съездов и конференций. Обсерваторией же вычисляются и издаются специальные таблицы для обработки метеорологич. наблюдений, производимых на станциях. Кроме метеорологических ряд О. ведет также актинометрич. исследования (см. Актинометрия) и систематич. наблюдения над напряженностью солнечной радиации (см. Пиргелиометр), над диффузной радиацией и над собственным излучением земли. В этом отношении заслуженную известность имеет О. в Слуцке (б, Павловск), где сконструировано не малое число приборов как для непосредственных измерений, так и для непрерывных автоматических записей изменений различных элементов излучения (актине графы), и здесь установлены эти приборы для работы ранее, чем на О. других стран. В некоторых случаях ведутся исследования по изучению энергии в отдельных участках спектра помимо интегрального лучеиспускания. Вопросы, связанные с поляризацией света (см.), также составляют предмет специального изучения О. Научные полеты на аэростатах (см.) и свободных воздушных шарах, производимые многократно для проведения непосредственных наблюдений над состоянием метеорологич. элементов в свободной атмосфере, хотя и доставили ряд весьма ценных данных для познания жизни атмосферы и законов, управляющих ею, тем не менее эти полеты имели лишь весьма ограниченное применение в повседневной жизни вследствие значительных затрат, связанных с ними, а также и трудностью достижения больших высот. Успехи авиации предъявляли настойчивые требования к выяснению состояния метеорологич. элементов и гл. обр. направления и скорости ветра на различных высотах в свободной атмосфере и т. о. вьщвинули значение аэрологических исследований (см. Аэрология). Были организованы особые ин-ты, выработаны специальные методы подъема самонишупщх приборов раз- личных конструкций, к-рые поднимаются на высоту на воздушных змеях (см. Змей воздушный) или с помощью особых резиновых шаров, наполненных водородом. Записи таких самописцев дают информацию о состоянии давления, t° и влажности, а также о скоростях движения воздуха и направлепии на различных высотах в атмосфере (см. Метеорограф). В случае, когда требуются сведения только о ветре в различных слоях, производятся наблюдения над небольшими шарами-пилотами, свободно выпускаемьпйи из места наблюдения. В виду огромного значения таких наблюдений для целей воздушного транспорта, О. организуется целая сеть аэрологич. пунктов; обработка результатов произведенных наблюдений, а также решение ряда задач теоретич. и практич. значения, касающихся движения атмосферы, проводятся на О. Систематич. наблюдения на высокогорных О. таклее дают материал для познания законов циркуляции атмосферы. Помимо этого такие высокогорные О. имеют значение в вопросах, касающихся питания рек, берущих начало с ледников, и связанных с этим вопросов ирригации, что важно в полупустынных климатах, напр. в Ср. А.зии. Переходя к наблюдениям над элементами атмосферного электричества, проводимым на О., необходимо указать, что они имеют непосредственную связь с радиоактивностью и кроме того имеют известное значение в развитии с.-х. культур. Цель этих наблюдений заключается в измерении радиоактивности и степени ионизации (см.) воздуха, а также в определении электрич, состояния осадков, выпадающих на землю. Всякие нарушения, происходящие в электрич, поле земли, вызывают нарушения в беспроволочной, а иногда даже и в проволочной связи. О., расположенные в приморских пунктах, в программу своих работ и исследований включают изучение гидрологии моря, наблюдения и прогнозы о состоянии моря, что имеет непосредственное значение для целей морского транспорта. Кроме получения наблюдательного материала, обработки его и возможных вьшодов во многих случаях представляется необходимым подвергнуть экспериментальному и теоретич. изучению наблюдаемые в природе явления. Отсюда вьггекают задачилабораторного и математич. исследования, проводимые О. В условиях лабораторного опыта иногда удается воспроизвести то или иное атмосферное явление, всесторонне изучить условия возникновения и причины его. В этом отношении можно указать на работы, проведенные в Главной геофизич. О., напр. по изучению явления донного льда (см.) и определению мер борьбы с этим явлением. Точно так же в лаборатории О. подвергался изучению вопрос о скорости охлаждения нагретого тела в воздушном потоке, что имеет прямую связь с разрешением проблемы переноса тепла в атмосфере. Наконец математич, анализ находит себе широкое применение нри решении ряда вопросов, связанных с процессами и различными явлениями, име-юпдами место в атмосферных условиях, напр. 1 циркуляция, турбулентное движение и пр. В загитючение дадим перечень О., находящихся в СССР. На нервом месте надо поставить Главную геофизич. О. (Ленинград), основанную в 1849 г.; рядом с ней в качестве ее загородного филиала-О. в Слуцке. Учреждения эти выполняют задачи в масштабе всего Союза. Помимо них ряд О. с функциями ресиуб.ликанского, областного .либо краевого значения: Геофизич. ин-т в Москве, Ср .-азиатский метеоро.логич. институт в Ташкенте, Геофизич. О. в Тифлисе, Харькове, Киеве, Свердловске, Иркутске и Владивостоке, организуемые Геофизич. ин-ты в Саратове для Нижне-Волжского края и в Новосибирске для 3. Сибири. Имеется ряд О. на морях-в Архангельске и вновь организуемая О. в Александровске для северного бассейна, в Кронштадте-для Ба.лтийско-го моря,в Севастополе и Феодосии-для Черного и Азовского морей, в Баку--для Каспийского моря и во В.ладивостоке-для Тихого океана. Ряд бьшших ун-тов также имеют в своем составе О. с крупными работами в области метеоро.логии и вообще геофизики-казанский, одесский, киевский, томский. Все эти О. не только ведут наблюдения в ОДНО.М пункте, но и организуют экспедиционные исследования и.ли самостоятельного или комплексного характера но различным вопросам и отделам гео()изики, чем в значительной мере содействуют изучению производгггельных сил СССР. Лит.: 1) Сь(д наблюдении, прои-зведенных в Глав-нот! физической и подчиненных ей обсерваториях, СПБ, 1849-64; Летописи Главной физической обсерватории, СПБ, аЬ 1865; Летописи Г.павной геофизич. обсерватории. Л., аЬ 1925.-Главная геофизич. обсерватория к десятилетию Октябрьской революции, Л., 1927; Р ы к а ч е в М. А., Историч. очерк Главной физической обсерватории за 50 лет ее деятельности 1849-1899, СПБ, 1899; Обзор деятельности Главной физической обсерватории. Д., 1925; А с к и н а з и в. о.,Главная геофизич. обсерватория, ее задачи и деятельность до Октябрьской революции и в десятилетие 1917 - 1927, Л., 1927; Савинов С, Очерк деятельности Магнитно-метеорологической обсерваториив Слуцке за 50 лет 1879-1927, Л., 1927. В. Пришлецов. Сейсмическая 0. О. сейсмическая служит для регистрации и изучения землетрясений (см. Сейсмология) . Основным прибором в измерительной практике землетрясений является сейсмограф (см.), автоматически записьшающий всякое сотрясение, к-рое происходит в определенной п.лоскости. Поэтому серия из трех приборов, два из которых-горизонтальные маятники, улавливающие и записьшающие те компоненты движения или скорости, которые совершаются в наиравлении меридиана (NS) и параллели (EW), а третий-вертикальный маятник для записи вертикальных смещений,-необходима и достаточна для решения вопроса о месте эпицентральной области и о характере происшедшего землетрясения. К сожалению бо.льшинство сейсмич. станций снабжается инструментами только для измерения горизонтальных комионен-тов. Обищя организационная структура сейсмич. службы в СССР заключается в следующем. Во главе всего дела стоит Сейсмический институт, находящийся в составе Академии наук СССР в Ленинграде. Последний руководит научной и практич. деятельностью наблюдательных пунктов-сейсмич. О. и различных станции, находящихся в от- т. Э. т. XIV. дельных областях страны и производящих наблюдения ио определенной программе. Центральная сейсмич. О. в Пулкове с одной стороны занимается производством регулярных и непрерывных наб.людений над всеми тремя составляющилти движения земной коры посредством неско.льких серий самопишущих приборов, с другой стороны на ней производится сравнительное изучение аппаратов и методов обработки сейсмограмм. Помимо этого на основе собственного изучения и опыта здесь производится инструктаж других станций сейсмической сети. В соответствии со сто.ль валшой ролью, какую играет эта О. в деле изучения страны в сейсмическом отношении, она имеет сиециальноустроенный подземный павильон, так чтобы все внешние эффекты-температурные изменения, колебания здания под в.лиянием ударов ветра и т. и.-были устранены. Одна из зал этого иави.льона изолирована от стен и пола общего здания и в ней расположены наиболее ответственные серии приборов очень бо.льшой чувствительности. В практике современной сейсмометрии крупное значение имеют приборы, сконструированные академиком Б. Б. Го.лицыиым. В приборах этих движение маятников может регистрироваться не механически, а при помощи т. наз. гальвано метрической регистрации, при к-рой происходит изменение э.лек-трич. состояния в катушке, перемещающейся вместе с маятником сейсмографа в магнитном поле сильного магнита. Посредством проводов канодая катушка соединена с гальванометром, CTpcTKa которого колеблется вместе с иеремещением маятника. Зеркало, скрепленное со стрелкой гальванометра, по-зво.ляет следить за происходящими изменениями прибора и.лн непосредственно или при помощи фотографии, регистрации. Т. о. пет необходимости входить в залу с приборами и тем нарушать токами воздуха равновесие в приборах. При такой установке приборы могут иметь весьма большую чувствительность. Помимо указанных, на О. работают все время сейсмографы с механической регистрацией. Конструкция их бо.лее грубая, чувствительность значительно меньшая, и с помощью этих приборов представляется возможность контролировать, а главное восстанавливать записи приборов высокой чувствительности в случае различного рода неудач. На центральной О. помимо текущей работы проводятся также многочисленные специальные исследования научного и прикладного значения. О. или станции 1-го разряда предназначаются для регистрации отдаленных землетрясений. Они снабжены приборами достаточно высокой чувствительности, причем в большинстве случаев на них устанавливают один комплект приборов для трех составляющих движения земли. Синхронная запись показаний этих приборов дает возможность определить угол выхода сейсмич. .лучей, а по записям вертикального маятника можно решить вопрос о характере волны, т. е. определить, когда подходит волна сжатия или разрежения. Нек-рые из этих станций еще до сего времени имеют приборы для механич. регистрации, т. е. менее чувстви- тельные. Ряд станций помимо общих занимается решением местных вопросов существенно практич. значения, например в Макеевке (Донбасс) по записям приборов можно найти связь мелоду сейсмич. явлениями и выходами рудничных газов; установки в Баку дают возможность определить влияние сейсмич. явлений на режим нефтяных источников и пр. Все эти О. издают самостоятельные бюллетени, в к-рых помимо общих сведений о положении станции и об инструментах даются информации о землетрясениях с указанием моментов наступления волн различного порядка, последовательных максимумов в главной фазе, вторичных максимумов и пр. Помимо этого сообщаются данные о собственных смещениях почвыво время землетрясений. Наконец наблюдательные сейсмические пункты 2 разряда предназначаются для записи землетрясений не особенно отдаленных или даже местных, В виду этого станции эти располагаются гл. обр, в областях сейсмических, какими у нас в Союзе являются Кавказ, Туркестан, Алтай, Байкал, полуо-в Камчатка и о, Сахалин. Станции эти снабжены тяжелыми маятниками с механич. регистрацией, имеют сне-циальные полуподземны о типа павильоны для установок; на них определяются моменты наступления волн первичных, вторичных и длинных,а также расстояние до эпицентра. Все эти сейсмич. О, несут также службу времени, т. к, наблюдения по приборам оцениваются с точностью до немногих секунд. Из других вопросов, к-рыми занимаются специальные О., укажем на изучение лунно-солнечных притяжений, т, е, приливо-отливных движений земной коры, аналогичных явлениям прилива и отлива, наблюдаемым в море. Для этих наблюдений была построена между прочим специальная О, внутри холма под Томском, и здесь установлены 4 горизонтальных маятника сист, Целльне-ра в 4 различных азимутах. При помощи специальных сейсмич, установок велись наблюдения над колебанием стен зданий под влиянием работы дизелей, наблюдения над колебаниями устоев мостов, особенно железнодорожных, во время движения по ним поездов, наблюдения над режимом минеральных источников и пр. В последнее время сейсмические О. предпринимают специальные экспедиционные наблюдения в целях изучения расположения и распределения подземных пластов, что имеет большое значение при поисках полезных ископаемых, особенно если наблюдения эти сопровождаются гравиметрическими работами. Наконец важной экспедиционной работой сейсдшч. О, является производство нивелировок высокой точности в местностях, подвергающихся значительным сейсмич, явлениям, потому что повторные работы в этих областях дают возможность точно определить величины горизонтальных и вертикальных смещений, происшедших в результате того или иного землетрясения, и дать прогноз для дальнейших смещений и явлений землетрясений. Лит.: Известия постояиной центральной сейсмической комиссии , Л.; Outenberg В., Lehr-Imch d. Geophysik, В., 1926-2.9; Gutenberg В., Grundlagen d. Erdbebenkunde,В., 1927. В. Пришлецов. ОБСИДИАН, вулканическое стекло, стекловатая разность (липаритов и кварцевых порфиров) гранитовой магмы, выделяющаяся отдельными участками в лавах или в рыхлых продуктах вулканич. выбросов (в песках и пеплах). В отличие от пехштейна (смоляного камня-тоже вулканич. стекла) не содержит воды. Цвет черный, серый до серебристого, бурокрасный; излом раковистый-осколки с острыми краями; хрупок; уд. в. 2,35-2,5;ТВ. 6; Г„ок. 1 500°; перед паяльной трубкой вспучивается (вьщеляют-ся газы, содержавшиеся в О.) и сплавляется в стекло или непрозрачную массу (эмале-видную). Химич. анализ закавказского О. (г. Кетан-Даг): 74,23% SiOj; 13,88% А]0; 0,96% РеОз; 0,75% FeO; 0,15% MgO;0,92% CaO; 4,G8% NagO; 5,01% KaO. Возможно получить обсидиан и искусственно-расплавив и быстро охладив гранит (липарит). При отжиге при 1 ООО-1 200° в О. появляются нитевидные выделения кристаллитов (микролитов); при продолжительном, медленном охлаждении масса выкристаллизовывается с выделением тридимита и фельдшна-титов (лейцита и нефелина). В СССР встре- чается в Армении возле г. Эривани и в Забайкальской области. Применяется как красивый поделочный материал. См. Драгоценные камни. Лит.: Zusammenhang der Brechungsexponenten naturlicher Glaser mlt ihrem Chemismus, Tscherniak& mineralogische u. petrographlsche Mitteilungen*, W,. 1904. B. 2,3. p. 536. П. Тепольницяий.. ОБТЮРАТОР, см. Производство артиллерийских орудий. ОБУВНЫЕ МАШИНЫ. Начало механизации производства обуви относится к концу 18 века; в настояшее время ббльшая часть всех операций, в том числе наиболее сложные и ответственные, как например затяжка, механизирована. Сложный технологическпй процесс пошивки обыкновенного хромового ботинка по подсчетам америк. инженеров f] м. б. разделен на 210 элементарных операций. Из них 174 (83%) операции производятся на различного рода машинах и 3G (17%) операций- вручную. Для производства машинных операций существует до 150 отдельных типов, машин, ВЫП0.ЛНЯ1ОЩИХ каждая особую операцию. Всего же для пошивки разных видов-обуви существует до 300 видов машин. На наших ф-ках производство расчленено на. меньшее количество отдельных операций, и ручные операции составляют несколько боль-, ший процент, чем указано выше, но механизация производства развивается, и вероятно недалеко то время, когда все операции будут механизированы, за исключением разве технич. контроля, хотя надо сказать, что имеются попытки ввести механизацию и в этой области. В отношении же слолености конструкции и управления О. м. весьма разнообразны: наряду с машинами, работу на которых можно поручить подросткам,имеются машины, требующие от рабочего большого искусства и уменья управлять машиной. Обувное производство. В настоящее время обувь производится как ручным, так и механич. способами. Важной частью в производстве является затяжная колодка, от к-рой обувь получает размеры,фасон,при- способленностьквоге. Поэтому задачей при организации обувного предприятия является выбор правильно построенной затяжной колодки. Отдельные приемы работ и их механич. последовательность в ручном и механич. производствах приблизительно одинаковы, по в нервом случае они совершаются инструментом вручн^уЮ, а во втором случае такой же инструмент приводится в действие специальной машиной. Обувь в большинстве случаев изготовляется из кожи; последняя поступает в производство с кожевенных заводов в виде цельиых кож. Обувь состоит из в е р X а, или заготовки, и н и з а, или подошвенных частей. Кожи для заготовки должны обладать мягкостью и тонкостью, а колеи для низа, наоборот, должны быть толстыми и сравнительно жесткими. В соответствии с этим кожевенные з-ды вырабатывают: 1) мягкий, или верхний, товар для заготовки и 2) твердый, или жесткий, товар для низа обуви, подошвенных ее частей. Кожевенный товар, поступая па обувное предприятие, прежде всего подвергается раскрою. Из подошвенного товара выкраиваются подошвенные комплекты, из мягкого товара заготовочные комплекты. Подошвенный комп л ект. Подошвенный комплект одинаков почти для всех видов обуви. Комплект состоит из 12 частей: подошвы, набойки, стел ьки, задника, обводки на подошву, фликов, кранца на флики, закладки, ранта, простилки, геленчика и подметки. Из них закладки и подметка бывают далеко не у каждой обуви, нек-рые из частей имеют вспомогательное значение, как обводки, флики, а некоторые являются основными, от к-рых зависит носкость обуви, например подошва, стелька, набойка. Все эти части д. б. выкроены из подопшенпой кожи и надлежащи.м образом подготовлены для соединения их с заготовкой. В последнее время такой дорогой материал, как кожу, заменяют суррогатами, часто не влияющими на прочность обуви. К числу таких суррогатов относятся резиновые пластины для подошв и набоек, гранитол для задников, картон для простилки, гелеичиков и задников-Эти материалы тоже должны быть раскроены и надлежащим образом подготовлены. Заготовочный комплект. Состав заготовочного комплекта зависит от фасона заготовки. В настоящее время в производстве наиболее употребительны следующие фасоны. 1) Саноги одношовные прикройные и цельные. 2) Штиблеты, или ботинки: а) на шнурках, б) на пуговицах и в) на резинках; кроме того каледый из видов ботинок м. б. с отрезной или круговой союзкой, а самая союзка м.б. цельная или с накладным носком впереди и с наставными крыльями или задника-ми сзади. 3) Полуботинки и туфли; в этом роде обуви бесконечное разнообразие фасонов, и потому количество отдельных частей учесть нельзя. Однако основные части, составляющие заготовку, те же, что и у ботинок, но применяются они в различных вариациях, в зависимости от вкуса моделера. Чтобы выявить состав заготовочного комплекта, возьмем для примера два вида обуви: 1) сапог и 2) штиблет или боти- нок. Но т. к. тот и другой вид обуви бывает в разных вариапиях, то опррлелил! их более точно. 1) Сапог одношовныЯ прикройный с поднарядом и со стрелкой. Заготовочный компл(т разделим на две группы: Верх Подкладка Голенища ... а ч. Подклейка, или 1олошчИ или не- подпушка .... 2 ч. 1>еда....... 2 Ушки...... 4 -- Стрелки (задние 4 ч. внутр. ремни). . 2 Поднаряд .... 2 Прошва..... 2 12 ч. Итого по линии верха 4 ч., по линии подкладки 12 ч., а всего-16 ч. на i пару. 2) Штиблеты на шнурках с отрезной союзкой, нак.чадным носком и задниками. Верх Подкладка Беррц...... 4 4. Полотно..... 4 ч. Союзка...... 2 Штаферка .... 2 Нанладн. носок . 2 Задн. внутр. ре- 3.1ДНИКИ..... 4 мень....... 2 Задний нар. ре- Подблочник ... 4 мень....... 2 Междуппдкладка 2 Язычок..... 2 Боковинки ... 4 Закрепка .... 2 Подкладка под ------ язычок...... 2 18 ч. Байка для посла 4 Ушки ...... 2 26 ч. Итого по линии верха-18 ч,; по линии подкладки-26 ч.; всего-44 ч. на 1 пару заготовок. Все эти отдельные части заготовочного комплекта должны быть выкроены, подготовлены надлеяёащим образом и соединены вместе, чтобы образовать т. наз. заготовку. Дальнейшие операции по пошивке обуви заключаются в последовательном присоединении отдельных частей низа к заготовке и к заключительной отделке готовой обуви. В соответствии с этими разнообразными работами и строится обувное предприятие. Каждая обувная фабрика включает следующие подразделения: 1) раскройное отделение по раскрою нижнего товара; 2) отделение подготовки подошвенного комплекта; 3) раскройное отделение по верхнему товару и изготовлению заготовки; 4) отделение пошивочных и отделочных работ. Раскрой нижнего товара. Нижний, или подошвенный, товар поступает на обувные фабрики в целых колеах, полукожах, крупоиах и в виде пол и воротков. До недавнего времени под раскроем нижнего товара подразумевали разрезание кож на поперечные ремни или делюжки, ширина которых была равна длине вырубаемого из них полуфабриката. Это разделение на делюжки укоренилось в производстве настолько сильно, что некоторые предприятия не перестают резать кожу и в настоящее время, несмотря на очевидную неэкономичность этого способа. Причина лежит отчасти в традициях, принесенных на фабрику из кустарного производства, а отчасти в неприспособленности оборудования. Несомненно, вырубать из делюжек легче: штамповщику, или вырубщику, указывается самой делюжкой, что из нее надо вырубать. Вырубание же из целых кож не только труднее,но и возлагает на вырубщика новые обязанности-распределение отдельных участков кожи на отдельные полуфабрикаты. Кроме того вырубание из целых кож требует штампов с большими проходами. Разрезание на делюж-ки производится или руками или же машиной. Вырубание полуфабрикатов может производиться только механическим путем на штампах. Обычно штампы предназначаются для какого-либо одного вида полуфабриката; в частности выделяют штампы для вырубки фликов, на которые идут в большинстве случаев остатки от вырубки более ответственных частей низа. Вырубленный полуфабрикат соответственным образом подготовляется. Так например подошвы для винтовой обуви вальцуют, шпальтуют, к.чеймят, снабжают обводкой, формуют, проверяют и увязывают в пачки; в винтовых стельках о'бводка устраняется, и применяется помимо этого спускание бахтарменного края. Стелька для рантовой обуви подвергается более сложной обработке, часто с оклейкой ее по бахтарме полотном для укрепления губы, которая служит для пришивки ранта. Последовательность работ штамповочного отделения по раскрою и подготовке подошвенного комплекта можно видеть из схемы 1, Крой и подготовка подошвенного комплекта механизированы полностью. Раскрой верхних кож идет по линии раскроя мостовья (юфть) и по линии раскроя хромовых товаров. Приемы кроя настолько различны, что обыкновенно для них устраиваются разные помещения. Из мостовья получаются юфтовые или яловочные сапоги, полу сапоги и ботинки, большей частью на резинках, называемые в некоторых местностях гамашами. .Это, так сказать, товар специального назначения; выкрой по преимуществу здесь крупный. Более употребительна однако хромовая обувь. Раскрой верхней кожи производится по моделям, преимущественно ручным путем, при помощи узкого и тонкого закройного ножа, на закройных досках. В последнее время некоторые предприятия ( Скороход ) устроили у себя опытные отделения для механического кроя на одноплечих штампах с отводимой в сторону подушкой. Результаты получились благоприятные не только в отношении скорости работы, но и экономии товара. Нет сомнения, что в недалеком будущем все другие ф-ки постепенно перейдут от ручного кроя к механическому-вырубке, чему будет способствовать стандартизация фасонов заготовок. Крой мелких частей заготовочного комплекта, а также подкладочных материй-механизирован. Нек-рые части заготовочного комплекта перед сшиванием д. б. подготовлены. Подготовка состоит главным обр. в спускании краев и в клеймении обозначений на отдельных частях. Изготовление заготовки. Соответственно двум линиям кроя и заготовка идет по тем же линиям:!) заготовки из юфтевого товара и 2) заготовки из хромовых товаров. В отличие от раскройных работ по верхнему товару, в заготовочных проведена почти полная механизация и не только на обувных ф-ках, но и в кустарных мастерских. Широкому развитию механизации содействовала та легкость, с которой поддавались механизации работы по заготовке, и то обстоятельство, что эти работы не требовали применения механич. силы. Кроме то- й н ЯЛЕ St Ъ, i I i и я к 5 5 s г, К И^-м О Н &Я Й оРнН НИ ЯО sx so Til IlLo H та и m И £ =c £ о OK <ьернДp ко к
И ? я в ей к ет ю оо S S (О rt [-. о <в р, В в н в а и с о я ь, о <и В В дня в 1 Sag я в а: Во ng яотоК 6- со с- 00 (я о 1 2 я>в щ в в в Е^Рнй нов в о <У go2iiDt >22 HrtVoj дайвояКкИвВи ет ю' со та д о Как rSrbhO к rt к в и н в в о. ее О) ы в ОАО кД kRSI в о . то швейная машина, на которой производится большинство заготовочных работ, внедрилась в производство одна из первых и быстро выделила изготовление заготовок в отдельную отрасль производства. Изготовление заготовки производится двумя путями: 1) каждая пара заготовок изготовляется одним рабочим с начала до конца; 2) пара заготовок в процессе производства переходит от одного рабочего к другому, причем каждый производит только одну определенную работу; первый способ постепенно уступает место второму. Технологии, процесс изготовления заготовки все более и более расчленяется. В наиболее сложных заготовках число отдельных операций доходит до 40, а иногда и более. Естественно, что такое большое количество ме-лочньЕХ работ нуждается в установлении строгой последовательности, причем с этой последовательностью д. б. согласован и порядок машин; т. к. однако в разных фасонах заготовок, имеющих различное количество частей в заготовочном комплекте, последовательность работ не может быть одинакова, то для каждого фасона заготовки требуется свой особый ряд О. м. Чтобы машины и рабочие были полностью загружены, необходимо, чтобы через них проходило большое количество пар, примерно 1500-2 000 пар в сутки. При меньшем количестве машины и рабочие не будут загружены полностью; поэтому на малых иредириятиях предпочитают т. и. универсальные ряды, по которым идут заготовки разных фасонов, причем не исключаются и возвратные ходы заготовок. Для примера укажем последовательность работ и разделение их по группам на одном фасоне заготовок, а именно: для штиблет на шнурках с круговой союзкой и накладным носком. Из закройного отделения Группа подкладочная 1. Тачать подкладку в заднем канте 2. Настрочить задний внутренний ремень 3. Настрочить штафирку 4. Настрочить подблочники Группа берцовая 1. Строчить ажу-ры у кольчи-ков 2. Стачать бер-цы в заднем канте 3. Разгладить шов 4. Настрочить задний наружный ремень 5. Вставить крючки Группа союзковая 1. Настрочить накладнойносок 2. Стачать союзку сзади 3. Расстрочить задний шов 4. Окантовать язычок Оформление заготовки 1. Сшивание подкладки 5. Вставка блочек с берцами 2. Околачиваиие шва 3. Строчка кантов й обрезка 4. Закрепление и сшивание подкладки спереди 6. Наклеивание союзки 7. Пристрачивание союзки 8. Очистка и обрезка 9. Шнуровка 10. Контроль В недалеком прошлом машины устанавливались параллельно трансмиссии. С введением конвейера его начали устанавливать сзади машинного ряда. В настоящее время с применением отдельных моторов вводят, т. и. школьный порядок установки машин, на столах перпендикулярных конвейеру. Этот порядок имеет за собой большие преимущества и в 3. Европе находит все больше и больше сторонников. У нас машины установлены пока на столах параллельных конвейеру и получают движение от групповых моторов при помощи трансмиссионного вала. Пошивочные и отделочные работы. Готовая заготовка из заготовочного отделения и отдельные части подошвенного комплекта из вырубочного отделения поступают в пошивочное, где эти части в определенном порядке соединяются с заготовкой. 110гда все части будут соединены, готовая обувь подвергается сначала предварительной, а потом и окончательной отделке, в результате чего приобретает годный для сдачи потребителю вид. Сложный технологии, процесс пошивки обуви состоит из большого количества производственных операций, имеющих различное значение в смысле качества изготовляемой обуви. Наибо.лее ответственные операции, как напр, затяжка, выполняются на очень сложных машинах, для работы на к-рых требуется бо.льшое искусство от рабочего, нек-рые же работы производятся на станках простого устройства, обслуживание к-рых весьма несложно. Отдельные операции совершаются в определенной последовательности, соответственно чему располагаются и машины пошивного отделения. Пошиваемые ботинки проходят последовательно все операции, передвигаясь от машины к машине до полной готовности. Это передвижение вплоть до последнего времени производилось или из рук в руки, или же вручную на вагонетках. Количеству нар на вагонетке, а также количеству номеров, составляющих производственную партию, не придавалось особого значения. В настоящее время с введением новых принципов работы производственная партия на вагонетке сводится примерно к 4 парам и непременно одного номера. Вместо вагонеточного ручного транспорта вводится механическое передвижение по рельсовому пути на маленьких вагонетках или по ленточному конвейеру. Естественно, что точное согласование технич. последовательности операций с порядком машин возможно лишь при одном фасоне обуви, изготовляемой данным рядом О. м. Поэтому в последнее время предприятия стремятся стандартизировать свое производство, разделяя отдельные виды обуви и методы пошивки по отдельным залам. Появилась т. и. повальная система, при к-рой комплект О. м. для пошивочных работ часто объединен в одном зале с заготовочными О. м. В настоящее время применяется восемь основных методов пошивки, к-рые возможно комбинировать между собой. Различие их мелоду собой заключается в различных методах прикрепления подошвы. Методы пошивки обуви. Дратвенные, иначе мягкие: 1) рантовой, 2) выворотный, 3) сандальный и 4) прошивной. Твердые: 5) винтовой, 6) железо- или медно-шпилечный, 7) деревянношпилечный. Особо стоит 8-й, клеевой, метод. Из этих 8 методов два не требуют применения стельки: Схема 2-Р абота рантовопо ш пвочного п т п е л е п IT п. Вырубочное отлеление Заготовочное отделение Отделочное отделение Намазать залпик Прикрепить стельку ВклентгГ залпик Намазать носок сти 0 [ТЛИМ ом Прикрепить пятку Обтянуть на ручных клещах Обтянуть на магинне Стянуть впеки Затянуть пятку и пучкп Затянуть носок Околотить Скрепить бочка Извлечь текс затяжной Обрезать верхний товар Пришить рант Извлечь текс из стельки Обрезать рант Намотать нитки иа кату шку Контроль ИГпплькопать набойку Насадить каблук Фрезеровать пятку Фрезеровать урез Стеклить перейма Шпильковать пятку Снять с колодки Подобрать рант Прогладить Закрыть рисе -Строчить подошву Околотить рант -Прикрепить-геленчик Обрубить подошву Наложить подошву Цементировать подошву и обувь Прикрепить простилку выворотный и сандальный, а остальные шесть-изготовляются со стелькой. Наиболее употребительными для городской обуви являются рантовой, винтовой и сандальный, а для обуви кустарного производства- деревянношпилечный. Техническая последовательность операций пошивки при всех методах почти одинакова. Несколько особняком стоит рантовой метод, к-рый требует для своего выполнения целый ряд лишних операций. Операции идут в основном в такой последовательности. Заготовку со вставленным задником и жестким подносочком сначала затягивают на колодку с наложенной на нее стелькой и скрепляют с последней; это является самым важным моментом пошивки, от к-рого зависят фасон, размеры и красота обуви. В дальнейшем на стельку накладывают и закрепляют простилку (в пучках к носку) и геленчик (в переймах), а на них кладут подошву и прикрепляют од- ним из упомянутых методов. К задней части подошвы прикрепляют каблук, после чего следует целый ряд отделочных операций по приданию отчетливости и определенности кантам, а затем-по наведению глянца. Порядок операций пошивочного и отделочного отде.чений для двух методов можно видеть из приведенных схем 2, 3 и 4. Схема 3.-Р абота меккейнопошивоч-ного отделения Вырубочное отделение Заготовочное отделение
Отделочное отделение Прибить стельку Намазать задник Вставить Намазать носок ста-билином --Прибить-----пятку Обтянуть Стяггуть виски Затянуть Озолотить Вынуть скобки Шпильковать набойку Прибить киблук Шкурить перейма Фрезеровать пятку, урез, и перейма Подобрать обводку Прогладить 1 Прикрепить подошву Снять с колодки Прикре--Прикре- - Прикрепить пить простил- пить гелен- подошву предку чин варительно Описание систем обувных машин. Швейная заготовочная машина. Современные швейные машины отличаются большой производительностью (до 3 ООО стежков в минуту) и часто выполняют не одну, а одновременно две и даже три операции (напр. шьют и обрезают, шьют и вырубают дырочки, украшения); работают они одной иглой, двумя или даже ббльшим числом игл. Швейные машины разделяются на два больших отдела. В основу такого деления положен способ образования шва. Машины одного отдела производят шов одной ниткой, машины другого-двумя. Однониточный шов иначе называется петельным, цепным, а иногда тамбурным; шов двухниточ-ный назьшается строчечным.В последнее время в петельный шов введена другая нитка, но она служит не столько для образования шва, сколько для его закрепления, чтобы устранить распускание. С введением Схема 4.-О тдепочные работы.  Фрезеровать каблук Подобрать пятку подошвы Обрубить фронт каблука Стеклить каблук Проклеить каблук Стеклить каблук 2-й раз Стеклить фронт каблука Поставить на колодки Закрасить урез Вощить урез Полировать урез Стеклить подошвы Бимзование-подошвы Упаковать в коробки Контроль Смахивать Шнуровать Аппретировать Ставить подпяточники Мыть подкладку Утюжить Поставить фирму Снять с колодки Отделать вручную Мыть верх -Закрасить -Полировать низ на щетках второй НИТКИ петельный шов стал таким же прочным, как и строчечный, не утрачивая своей гибкости. Способы образования шва и работа швейных машин (см.), применяемых в обувном производстве, не отличаются от нормальных, лишь в соответствии со специальным назначением изменены некоторые детали. Из громадного числа различньгх классов швейных машин в обувном деле применяются: 16 К 55-машина с зубчатым вра-ш;ающимся транспортером и с верхним на-жимн. роликом для плоской работы; 17-1- машина с правым рукавом и с транспортером в четыре хода служит для пришивания союзки к берцам; 18-2 - машина с левым рукавом, с транспортером в 4 хода и нажимным роликом для обшивки туфель тесьмой; 31 К 18-машина с вращающимся транспортером и нажимным роликом, быстроходная, 34 К I-колонная, с транспортером в четыре хода, на высокой колонке; служит для тачки заднего шва голенищ; 34 К 5-колонная, с транспортером в 4 хода на низкой колонке; назначение то же, что и у предыдущей машины. Кроме того имеются: 1) специальные типы машин, употребляемых в обувном производстве, для каждого места пошивки заготовки, 2) машины многоигольные, 3) машины швейные с обрезающим аппаратом, 4) швейные вместе с перфорацией, 5) магнииы для нашивания ленты несколькими строчками за один раз, причем ленту накладывает на место сама же машина и пр. Штамп служит для раскроя ниленего или верхнего товара. Основными частями штампа являются стол (фиг. 1), на который кладется деревянная колода, и иеремещаю-шийся над ней между стойками вверх и вниз пуансон, или нажимная подушка. Для штампования нож-резак, имеющий форму вырезаемой части, кладут острием вниз на кожу, разостланную на колоде, и затем нажимом пуансона вырезают требуемую часть. Штампы, у к-рых нажимная подушка ходит между двумя стойками, называются двух-плечими, или открытыми с двух сторон (спереди и сзади). Они употребляются для раскроя твердого подошвенного товара. При увеличении расстояния между стойками у штампа получается большой проход, позволяющий штамповать из целых коле; при меньшом проходе штампуют из делюжек- ремней, вырезанных поперек колеи. Кроме этого в производстве применяют штампы с одной стойкой (фиг. 2), по к-рой ходит пуансон. Этот штамп называется одноплечим, или открытым с трех сторон. Таких штампов бывает два рода: у одних нуансон имеет исключительно поступательное движение вниз и вверх, у других кроме того пуансон м.б. поворачиваем в горизонтальной плоскости. Последнего рода штампы употребляются при раскрое верхнего товара: отведение пуансона в сторону дает возможность закройщику осмотреть раскраиваемую кожу и судить о правильности наложения ножа-резака (штанц). Свое движение пуансон получает от эксцентриков, находящихся на главном валу машины. Включение двилеения пуансона производится налсатием педали; после поднятия педали главный вал останавливается тормозами, предохраняющими штамп от повторного бесцельного удара. Для работы штампа необходимы ножи-резаки.При штамповке или вырубке употребляются замкнутые ножи, периметр которых в точности соответствует форме вырубаемых частей. Различают ножи подошвенные, стелечные, задниковьте, берцовые, союзковые и др. Для кроя-вырубки верхнего товара-употребляют ножи высотою 50 мм, такой же высоты употребляли ранее и для вырубки нижнего товара, но в последнее время в интересах безопасности делают их выше, до 100 мм. Кроме того ножи эти снабжаются предохранительными пластинками или стенки их делаются ребристыми для укладывания пальцев. Деревянные колоды делаются из кусков твердого дерева (граба), поставленных стоймя с торцовой рабочей поверхностью, для того чтобы волокна дерева меньше перерубались и таким образом меньше выкрашивались. Для большей стойкости рабочую поверхность промазывают олифой. Для чистоты работы требуется полная параллельность нижней нажимной плоскости пуансона и рабочей плоскости колоды. Колоды должны часто строгаться, для выравнивания рабочей плоскости. Обтяжная машина. Обтяжная машина служит для первого момента затяжки-для обтягивания носка заготовки на 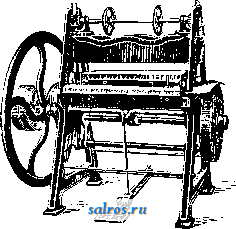 Фиг. 1 . колодке и закрепления приданного заготовке положения. Сущность этой онерации заключается в том, что заготовка накладывается на колодку, захватывается клещами машины в трех и.ли пяти точках в носке заготовки, натягивается продольно по колодке и в таком положении закреп.ляется штифтами (тексами). Этой операцией зад и перед заготовки ставятся на ко.лодке на свое место, и заготовка подготовляется к дальнейшей операции-затяжке кругом по всей стелечной поверхности колодки. Операция обтяжки совершается машиной одинаково легко как с равномерным натяжением в точках приложения тяги, так и с неравномерным, в зависимости от неравной растяжимости кожи и от качеств кроя. В случае надобности боковые точки иршложения тяги м. б. легко перемещены вдоль колонки. Эти отдельные приемы совершения операции, в связи с обжиманием и огла-живанием краев заготовки оглаживающими органами машины, придают работе машины характер ручной работы с возможностью примениться к качествам материа.ла, но значительно превосходят ручную работу в скорости и точности исполнения и однородности результата. Для совершения операхщи обтяжки рабочий берет в руку надетую на колодку заготовку, приставляет ее подошвой вверх к стелечному упору и вправляет выступающие вверх края заготовки в раскрытые губки клещей, к-рые должны быть установ.лены и выверены по величине и по фасону колодки. 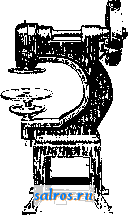 Фиг. 2. Затем действием машины губки клещей смыкаются, захватывая края заготовки, и тянут их вверх перпендикулярно стелечной поверхности колодки. В этот момент машина автоматически останавливается и дает возможность рабочему осмотреть заготовку и изменить, если нужно, равномерность натяжения клещей, а также распо.лол^еиие точек. 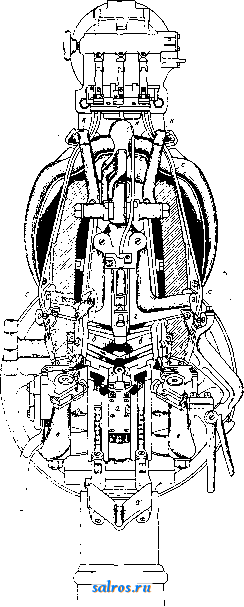 Фиг. 3. приложения тяги, чтобы при последующих, работах сглаживания и закрепления тексами заготовка обтягивала колодку правильно как в области пятки, в частности по заднему шву, так и в носковой части. Перед вставкой изделия в машину производят незначительное предварительное вытягивание носка ручными клещами. 1 ... 36 37 38 39 40 41 42 ... 48 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2007 SALROS.RU
ПромСтройМат |