 |
 |
 |
 |
1 ... 30 31 32 33 34 35 36 ... 48 Величина их эдс при бережном обращении с ними остается иостоянной в течение довольно продолжительного промежутка времени, достигающего десятка лет; затем она начинает падать. Главная палата рекомендует нижеследующие меры предосторожности при работе с Н. э.: 1) через Н. э. нельзя пропускать или брать от него ток более, чем в 0,000001 А.; 2) температура окружающей Н. э. среды не должна подвергаться резким колебаниям; 3) катодные и анодные электроды Н. э. должны находиться при одинаковой 1°; 4) Н. э. должен предохраняться от прямого действия солнечных лучей, а такяю от действия сильных источников света и тепла; 5) при точных работах необходимо погружать Н. э., находящийся в металлическом футляре, в трансформаторное масло, причем последнее д. б. совершенно сухим; 6) не рекомендуется работать с Н. э. при t° нин^е 8° и выше 30°; 7) Н. э. рекомендуется периодически через год поверять в Главной палате мер и весов. Кадмиевый элемент Вестона, в отличие от описанного выше международного Н. э., не содержит ири обычной комнатной теми-ре кристаллов СбЗОв-/з НаО; в качестве электролита служит раствор CdSOi, насыщенный ири 4°, а следовательно не насыщенный при более высокой теми-ре. Этот элемент, строго говоря, не может считаться Н. э., т. к. от действия электрического тока изменяется концентрация его электролита, а следовательно и эдс. Воспроизводимость и устойчивость кадмиевого элемента значительно ниже, нежели международного Н. э. Средняя эдс кадмиевого элемента, непосредственно по его изготовлении, составляет ок. 1,0186 международного вольта с колебаниями в ту или другую сторону на величину порядка 10~* V. Уменьшение эдс с течением времени достигает у многих элементов 8-10 V в год. Преимущества кадмиевого элемента заключаются в сравнительно небольшом и одинаковом сопротивлении порядка 300 Q и в очень малом Г-ном коэф-те, меньшем 10 V, которым можно в большинстве случаев пренебрегать. Кадмиевый элемент пользуется большим распространением в лабораторной практике, мало по малу уступая свое место международному нормальному элементу. Кадмиевый элемент Вестона появился в 1892 году, когда Эдвард Вестон взял на него патент. С 1900 г. он подвергался детальному изучению в Национальной физич. лаборатории в Англии, Физико-технич. ин-те в Германии, в Бюро стандартов в США и в других метрологич. лабораториях. В результате изучения был выработан тип международного Н. э. Вестона, к-рый был рекомендован Лондонской конференцией 1908 г. и с этого времени введен в практику. До того в качестве эталона употреблялся Н.э. Латимера Кларка, в к-ром вместо Cd и его соли применялся Zn и его сернокислая соль; в настоящее время Н. э. Латимера Кларка вышел из употребления. Лит.: Маликов М. Ф., Эталон международного вольта, временник Главной палаты мер и весов , л., 1925, вып. 1 (13); Колосов А. К., Международный нормальный элемент Вестона, там же, 1929, вып. 3 (15); Маликов М. Ф., Новая форма нормальных элементов Вестона, там же; J а е g е г W. und L i п d е с к St., Untersuchungen uber Normal-Elemente, insbesondere uber d. Westonische Kadmium-Elemente, Ztschr. fur Instrumentenkunde , В., 1901, в. 21; W о I f f F. A. and Waters c. E., Clark and Weston Standard Cell, ВиП. of Bureau of Standards , Waschington, 1907, v. 4; S m i t h F. E., The Normal Weston Cadmium Cell, National Physical Laboratory Collected Researches*, London, 1908, V. 4; Janet P. et Jouaust R., Lelement etalon au cadmium, Tra-vaux du Laboratoire Central dE]ectricite , P., 1912, t. 2; v. S t e i n w e h r H. u. S с h u 1 z e A., Nach-priifung d. E. M. K. d. internationalen Westonelements mit Hilfe d. Silbervollameters, Ztschr. fiir Instrumen-tenkundo. В., 1922, B. 42; Eppley M., Standard Electrical Cells, oJourn. of the Franklin Institute*, Philadelphia, 1926, V. 201. A. Колосов и М. Малинов. НОРМИРОВАНИЕ ТЕХНИЧЕСКОЕ заключается в определении тех затрат времени, которые необходимо произвести для выполнения данного рабочего процесса, а также в определении способов и условий работы, при которых достигается наивысшая производительность, посредством наилучшего использования человеческого труда и машинного оборудования и улучшения обстановки работы. Н. т. дает материал: а) для рационализации, т. е. для внесения соответствующих коррективов в рабочий процесс и построения стандартной его нормы, и б) для нормирования, т. е. для установления нормы выработки. Под нормою выработки следует понимать ту максимальную практически возможную производительность, которая получается при условиях: наличия исправной машины (или аппарата), использования высшей допустимой мощности ее, доброкачественного инструмента, нормального качества материалов, в условиях надлежащего организационного режима и наличия хорошего работника соответствующей квалификации, добросовестно работающего без какого бы то ни было улцерба для его здоровья, с возможностью восстановления в процессе нормального отдыха потраченной за время работы энергии. Созванная ВЦСПС в конце 1930 года конференция по техническому нормированию установила равнение на ударника как на представителя добросовестной работы. Нормы м. б. двух родов: а) лабораторная норма, определяемая при специальных научно-исследовательских работах с методологическими и аналитическими целями в условиях, гарантирующих достижение максимальной производительности (см. выше); б) цеховая норма выработки, определяемая как типовая по результатам фактической работы в цеху при наличном оборудовании и существующих санитарно-гигие-нич. условиях; при выборе объекта рекомендуется-как выше было указано-взять равнение на ударника. Полученные таким путем нормы сохраняют практич. значение, пока в цеху не происходит никаких изменений. Всякое изменение условий и обстановки работ или организационного режима, рационализация методов производства, установка более совершенного оборудования - естественно влекут за собой дальнейшее изучение отражения всего этого на производительности труда и следовательно нормы выработки. Составные части нормы времени. Затраты времени, которые необходимо произвести для выполнения заданного рабочего процесса, в целях детального научного исследования д. б. разделены на свои составные части. Сюда входят: а) время подготовки к работе, или так наз. установочное время, которое тратится на установку, подготовку рабочего места, механизма и инструмента, получение наряда, чертежей, указаний, материалов, инструментов и т. д., в категорию подготовительного времени включают и время на приведение в порядок рабочего места по окончании работы; б) время выполнения самой работы, или так паз. штучное время, которое слагается из основного времени, необходимого,на изготовление изделия, т. е. на такого рода изменение формы изделия, его положения или состояния, к-рое оставляет на изделии определенные следы произведенной работы в соответствии с заданием; вспомогательного, или подсобного времени, расходуемого на ряд действий, связанных с процессом изготовления изделия, но (в отличие от основного времени) не оставляющих на изделии каких-либо отличительных следов этой работы (переустановка предмета, измерения, проверка и т. д.); в) прибавочное время, к-рое слагается как из неизбежных задержек (простоя), возникающих в производстве, так и из необходимых прибавок на отдых, отправление физиологических потребностей и перерывы, установленные Кодексом законов о труде; прибавочное время может иметь место как в процессе выполнения самой работы, так и в процессе подготовки. Основное время подразделяется: а) на м а ш и н н о е время, т. е. время самостоятельной работы мащины, в том числе и холостой ее ход, если работа производится механическим путем, а не от руки (в последнем случае это время относится к подсобному времени), а также необходимый пробег инструмента до и после соприкосновения с изделием; б) ручное время, т. е. время, затраченное рабочим на изготовление изделия одновременно с мащи-ной, или же время работы одного рабочего. Вспомогательное время м. б. не только ручным, но и мапхинным (работа крана). Вспомогательное время м. б. регулярным, если оно периодически повторяется при изготовлении каждой щтуки, и н е р е г у-.тярным, если оно затрачивается эпизодически (смена поломанного инструмента, смазка станка, регулировка и проч.). Машинное время может быть определено либо непосредственным измерением, как среднее из ряда наблюдений, либо путем математического расчета с надбавкой обычно на колебания в ходе механизма. Ручное время устанавливается путем массового наблюдения и измерения (фотография рабочего дня, хронометраж). Что же касается величин вспомогательного времени, затрачиваемого на операции регулярного характера, то таковые определяются (при данном оборудовании) для определенного периода и сводятся в таблицы, которыми пользуются впредь до пересмотра вследствие изменения условий производства. Фотография рабочего дня. Простейшим методом изучения рабочего времени (человека или машины) является ф о-тог рафия работы, т. е. фиксация трудового процесса во времени в порядке последовательного выполнения работы на протяжении либо всего рабочего дня либо определенной части его. Фотография работы имеет целью дать представление обо всем ходе рабочего процесса, именно установить: а) содержание и распределение времени в течение рабочего дня или процесса работы; б) фактическую продолжительность процесса; в) все виды перерывов в ходе работы; г) степень использования рабочего времени; д) степень использования оборудования. Данные наблюдения, полученные при фотографии рабочего дня, разбиваются по группам, характеризующим рабочие процессы, после чего выводятся балансы времени работы исполнителя и механизма до рационализации (фактический баланс) по следующей примерно схеме (см. табл. 1 и 2): Табл. 1. -Баланс времени работы исполнителя. Элементы баланса Индекс I. Полезная работа............ 11 а) подготовительная.......... 111 б) вспомогательная.......... 112 в) основная............... 113 Ц. Бесполезная работа.......... 120 а) зависящая от испо.лнителя..... 121 б) не зависящая от иснолиите.ли ... 122 ITI. Перерывы................ 130 а) зависящие от рабоче!-)....... 131 аа) регламентированные....... 1311 аб) прочие.............. 1312 б) не зависящие от рабочего..... 132 ба) по причинам организ. характера 1321 бб) по причинам технич. характера 1322 Табл. 2. - Баланс времени работы механизма. Элементы баланса Индекс I. Работа.................. 21 а) эффективная.............. 211 б) холостая............... 212 ба) регулярная........... 2121 бб) случайная............ 2122 II. Простои................. 220 а) по причипа.м организ. xapaitTepa . . 221 аа) регулярные........... 2211 аб) случайные............ 2212 б) по причинам технич. характера . . 231 ба) связанные с процессом работы . 2311 бб) связанные с механизмом .... 2312 в) по прич. зависящим от исполнителя 241 ва) регламентированные...... 2411 вб) прочие.............. 2412 В результате анализа фотографии рабочего дня вычисляется целый ряд показателей (коэфициентов). Коэф. полезной работы исполните л я представляет собой отношение времени всей полезной работы исполнителя в течение рабочего дня к номинальной длительности последнего. Коэфициент занятости и с и о л н и т е л я-отношение времени фактической загрузки исполнителя в течение всего дня (время полезной работы плюс время беспо.лезной работы, не зависящей от исполнителя, плюс время перерывов, не зависящих от исполнителя) к номинальной длительности рабочего дня. Коэфициент испсльзования механизм а (или аппарата)-отношение суммы времени эффективной работы механизма и регулярной (неустранимой) холостой его работы к номинальной длительности рабочего дня. Коэф. загруж;енности механизм а-отношение к номинальной длительности рабочего дня суммы времени эффективной работы, регулярной (неустранимой) холостой работы и всех неустранимых простоев механизма. Коэфициент возможного самоуплотнения исполнителя- отношение к поминальной длительности рабочего дня суммы времени беспо.лезной работы исполнителя, перерывов, зависящих от исполнителя, но не относящихся к категории регламентированных, плюс превышения размера подготовительного и вспомогательного времени по фактич, балансу над этим же временем по нормальн. балансу. Коэф. максимальной оргаемкости производства - отношение суммы времени перерывов и бесполезной работы, ие зави-сяших от исполнителя, к номинальной длительности рабочего дня. Заключительной стадией обработки данных фотографии рабочего дня является проектирование нормального баланса рабочего времени. После проектирования нормального баланса рабочего времени полезно построить графики нормального и фактического баланса. Эти графики значительно облегчают сравнение результатов и дают наглядную картину изменения ностроения режима работы. Хронометра ле ное наблюдение заключается в следующем: 1) разлолеение каждого приема операции на отдельные элементы, его составляющие; при несложных процессах молено рассматривать переходы или даже целые операции; 2) составление бланка соответствующего образца и заполнение его перечнем тех элементов, которые приходится наблюдать, в порядке их последовательного протекания, а также заполнение заголовка бланка всеми необходимыми сведениями; 3) замер продолнеи-тельности каждого элемента, с проведением одновременно ряда опытов; 4) установление числа опытов, необходимого и достаточного для достижения объективности наблюдений и устойчивости найденных рядов; 5) обработка данных результатов хронометрагка; G) анализ и изучение этих результатов, в це.тях рационализации производственного процесса; 7) корректирование производственного процесса и установление нормального процесса; 8) проверка нормализованного процесса опытными испытаниями и замерами; 9) окончательное конструирование нормализованного процесса; 10) составление инструкции и инструктаж работника; 11) периодическая проверка соответствия установленного процесса и учет результатов, < Р а 3 л о ле е н и е на элементы. Германская государственная комиссия по изучению рабочего времени (Refa) установила следующую классификацию моментов процесса изготовления. Заказ - полное изготовление предмета. План работ - совокупность всех операций по изготовлению отдельной детали или всего изделия. Операция-совокупность нескольких рабочих переходов, производимых на одном рабочем месте одним рабочим или одной органически связанной группой рабочих-рабочей бригадой. Переход-совокупность отдельных рабочих приемов, происходящих на одном рабочем месте или на одной машине, без освобождения изготовляемого предмета во время этой работы. Прием -отдельное законченное действие рабочего, состоящее из нескольких элементарных движений ио изготовлению предмета или по подготовке инструмента или машины к работе. Элемент приема-наименьшее измеримое и законченное движение рабочего. Разумеется, процесс во всех деталях должен быть продуман заранее и последовательное его протекание установлено до приступа к хронометражу, чтобы нормальный ход наблюдения ничем не нарушался. Документация. Хронометражному наблюдению предшествует подробное описание операции, которое производится на специальном бланке. Данные этого описания-отдельные элементы операции в порядке их выполнения-служат материалом для дальнейшего наблюдения. Расчленение операции при описании д. б. доведено до элементов приема и даже отдельных движений, независимо от того, что практи- ческим пределом разложения операции в целях наблюдения в большинстве случаев будут рабочие приемы. Это необходимо как для последующих анализа и синтеза операции, так и для установления признаков, которые сигнализировали бы наблюдателю моменты окончания и начала рабочих приемов. Первичным документом хронометра-леа является наблюдательный лист хронометража. Заглавная часть этого документа отводится характеристике объекта хронометража, а остальная - записи наблюдений и отсчетов времени. На оборотной стороне наблюдательного листа помещаются решетки для вывода всех величин, необходимых при обработке данных хронометража. Использование хрономегражного материала для пелей нормирования и рационализации концентрируется в особом документе- хронометражно-нормировочной карте. На первой странице этого документа полезно разместить данные, являющиеся результатом последнего этана обработки данных хронометража, а именно: оиисание нормального режима операции и сводку данных для нормирования. В ирахетической работе именно к этим данным приходится обращаться чаще всего. На первой же странице помещается краткое описание объекта наблюдения и эскиз обработки. Вся вторая и вся третья страницы карты отведенк для классификационной группировки материала. Наконец на последней странице дано место для помещения рабочей инструкции и всех дополнительных замечаний. Все те графы бланков, которые могут быть заполнены до приступа к наблюдению, нужно заполнить своевременно (заголовок, перечень элементов). Хронометраяшое наблюдение, как требующее особой точности и связанное с наб.11юдением весьма малых отрезков времени, осуществляется иредпоч-тительио при помощи секундомера; практику выполнения наблюдений и инструменты-см. Хронометраж. Существует три способа производства самих замеров: а) по резу.льтативному в р е м е и и, б) по т е к у щ е м у времени, в) ц и к л о в о й, способ. Первый способ зак.пючается в том, что в конце каждого элемента застопоривается стрелка секундомера, снимается и записывается показание, стрелка возвращается к нулю и пускается вновь (все это надо научиться проделывать очень быстро). При замере по текущему времени в течение всего наблюдения (или, по крайней мере, насколько позволяет конструкция) секундомер не останавливается, а в конце каждого регистрируемого элемента снимается показание всего времени, прошедшего с момента пуска в ход секундомера; последующее вычитание из каждо- то показания предыдущего показания (обработка материала) дает время продолжительности элемента. Первый способ удобен тем, что он прост, не требует многих ариф-метич. действий, дает возмолность установить сумму пауз между элементами (разница между продолжительностью опыта по часам и суммой длительности всех элементов), которые нри регистрации по текущему времени автоматически включаются в продолжительность элемента (разумеется, перерывы всякого рода в работе, независимо от способа замера, обязательно д. б. учтены). Зато при способе замера по текущему времени вероятность ошибки в замере значительно меньше, так как ошибочная съемка показания в отношении одного элемента компенсируется в следующем. Кроме того способ замеров по текущему времени гарантирует большую точность работы, так как частые остановки стрелки, возврат ее в исходное положение и пуск ее вновь в ход отнимают время, отражаясь на точности регистрации, что особенно чувствительно при замере элементов весьма малой протяженности. Поэтому удобнее всего производить замеры по текущему времени. В том случае, когда длительность отдельных элементов столь мала, что невозможно снять точно показание секундомера, приходится соединять по два или по несколько элементов, замерять их сумму и расчетом выводить продолжительность каждого в отдельности (т. н. цикловой способ). Обычно проделывают серию в 5-40 хрономет-ражных наблюдений согласно следующему примерно расчету: Длительность эле- Число повторных ментов в минутах наблюдений До 0,5........ 40 От 0,5 до 1...... 20 От 1 до 3....... 10 Выше 3....... 7-5 Однако для гарантии объективности наблюдения и большей точности вычисленной арифметич. средней необходимо проверить достаточность числа наблюдений ио формуле где п-искомое число замеров; а-среднее квадратич. отк.яонение для данного хроно-метражного ряда; т-квадратич. ошибка или заданная точность (5-10% от средней арифметической), выраженная в абсолютной величине (в долях времени); а-в зависимости от желаемой степени достоверности опыта - принимается равным 1-3. К установленной путем хронометража норме добавляется так называемое прибавочное в J) е м я. На машинное время, установленное аналитич. путем, набавляется обычно 5-10% (если машинное время установлено посредством хронометража, прибавочное время не начисляется). Надбавка на ручное время дается в разных размерах, в зависимости от интенсивности каждой данной работы и степени вызываемого этой работой утомления. Н. т. в условиях капиталистической рационализации сознательно недоучитывает степени утомления рабочего и устанавливает такие нормы, какие содействуют максимальной эксплоата- ции рабочей силы. В условиях СССР Н. т. строится на принципиально иных основах, изложенных выше. Кроме того, независимо от приведенных выше методов определения прибавки на неизбежные потери и на утомление, надо иметь в виду необходимость установления подчас и специальных прибавок, например надбавки вследствие уменьшения величины партии против принятого при первоначальном расчете (компенсация на потерю темпа), надбавка на худшее против расчетного качество материала или инструмента и пр. Размер прибавки в данных случаях долж;ен устанавливаться после специального исследования и учета всех обстоятельств. Лит.: Методика и техника изучения рабочего времени наблюдением, М., 1929; Файнглуз П. П., Техн. нормирование производств, процессов, Киев, 1930; Пи ро ж к о в Б. А. и О С ь м и н к и н А. П., Технич. нормирование станочных работ в механич. цехах. Л., 1930; Иоффе В. М., Новый метод нормирования ручных приемов массовых и крупносерийных работ, Л., 1930; Слонимский 3. А., Методы и схемы рационализации производства и технич. нормирования в металлургии,Харьков, 1927; Т и л ь м а н Г., Технич. нормирование в литейном деле, Харьков, 1929; Бек О., Нормы выработки на деревообделочных станках, Л., 1929; Методология и нормирование строительных рабочих процессов, М., 1928; Смирнов И. П., Краткий курс нормирования в текстильной промышленности, М.-Л., 1930; Auerswald О., Moderne Zeitkalkulation, В., 1927; Beck О., Die Stvickzeitberechnung fur Holzbearbel-tungsmascliinen, В., 1926; Go tt we in K., Schlos-serei- u. Montage-Arbeitszeitermittlung u. Zeitbedarf-verwandter Handarbeiten, Schriften d. Arbeitsgemein-schaft deutscher Betrieb, B. 5, В., 1928; H e g-ner K., Lehrbuch d. Vorkalkulation von Bearbeit-ungszeiten, 2 Aufl., Berlin, 1927; Hellmuth F. u. Wernli Fr., Neuzeitliche Vorkalkulation im Maschinenbau, Berlin, 1924; Kresta Fr., Die Vorkalkulation im Maschinen- u.Elektromotorenbau nach neuzeit-lich-wissenschaftlichen Grundlagen, В., 1927; Kresta Fr., Lehrbuch d. zeitgemassen Vorkalkulation im Maschinenbau, 2 Aufl., Berlin, 1928; Kummer H., Zeit-studien bei Einzelfertigung, В., 1926; Lauke H., Die Leistungsabstimmung bei Fliessarbeit, Mch.-В., 1928; Michel E., Arbeitsvorbereitung als Mittel zur Verbilligungd. Produktion, В., 1924; Nimbach A., Die Arbeitsintensivierung im Industriellen Grossbe-trieb. В., 1926; L 0 wry S. M a у n a г d H. a. S t e-gemerten G., Time and Motion Study and Formulas for Wage Incentives, N. Y., 1927. П. Файнглу . H ОТО П E Ч ATA H И E, воспроизведение в целях размножения музыкального нотного письма. П. производится тремя способами: автографическим, металлографическим (в обоих случаях с литографским печатанием) Фиг. 1. и наборно-типографским.Выбор способаобу-словливается характером издания и экономической стороной дела. Во всех случаях собственно печатный процесс ничем не отличается от обычной книжной или литографской печати. На фиг. 1 приведен пример нот- Фиг, 2. НОГО набора, выполненного нотным шрифтом , на фиг. 2-тот же набор, разделенный на отдельные знаки. Но весьма сложна в Н. подготовка печатной формы. Наиболее просто и дешево Н. осуществляется автографическим способом, для чего ноты просто переписывают б. или м. тщательно и на листах надлежащего размера специальными автографии, чернилами или литографской тушью на специально же гуммированной бумаге. Написанное затем переводится на камень и печатается обьганым литографским способом (см. Литография). Этот способ применяется при небольших тиражах для размножения отдельных оркестровых партий, он обходится дешево, но страдает обычными дефектами ручного нотного письма-недостаточной четкостью и плохой графикой. Для издания крупных и сложных музыкальных произведений (партитур, фортепианных пьес, вокальных партий с фортепианным аккомпанементом) нотопечатание возможно и экономически целесообразно лишь по металле графич. способу. Фиг. 3 даетпри- Локаэано все,что маколачквается пунсонами рр росо accelerando rit. fit. ррр 1,о -Ihr- Покавано все,что режется штяхе.1лм11 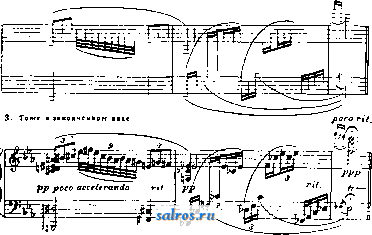 Фиг. 3. мер выполнения этим способом. Подготовка печатной формы при этом производится на металлич. пластинках толщиною несколько более 1 мм, отливаемых из специального сплава: 75% свинца, 15% олова и 10% сурьмы. На тщательно отшлифованной пластинке размера нотной страницы специальным прибором углубленно гравируются сначала нотные линейки (нотный с т а н), и ири помощи маленькой металлич. рейсшины и стальной иглы производится предварительная наметка расположения всех нотных знаков . Затем на этих линейках стальными пунсонами-штемпелями молотком наколачиваются (частично гравируются) нотные знаки (в обратном виде). Работа нотного гра- вера требует большой специализации и в виду постоянного соприкосновения со свинцом относится к разряду вредных. С полученной т. о. углубленной гравюры, набив ее краской, делают оттиск. После корректуры производят новые гравировки и исиравле-ния на досках путем выколачивания исправляемых мест с обратной стороны пластинки и заглаживания этих мест с лицевой стороны, что возможно благодаря мягкости металла; затем с досок делают оттиски на китайской бумаге и переводят их па камень или же на гщнк, располагая отдельные оттиски в порядке нотного листа. Печать производится на обыкновенных плоских или ротационных литографских машинах. Гравировка нотной доски большого нотного формата (примерно 20x28c.w,) сложного музыкального письма обходится в среднем 6-10 р. Награвированные доски сохраняются в качестве оригиналов, с которых в любой момент роса rit. могут быть снова сдсла-ны литографские переводы для печатания нового издания или для получения оттисков отдельных партий. Это обстоятельство является большим преимуществом металлографии, способа (помимо изящной нотной графики), позволяя издателю ограничиться печатанием небольших тиражей, не увеличивая своего мертвого капитала лишними затратами на бумагу и складские расходы, т. к. большие нотные издания расходятся сравнительно медленно. При Н. небольших повторных изданий за последние годы стали прибегать к помощи фототехники. С нотной страницы делают фотографический снимок, с которого затем после соответствующей обработки делается литографский перевод или клише на цинке. Для этого целесообразно еще при исполнении оригинальных досок делать с них хорошие оттиски на одной стороне бумаги и тщательно сохранять их для будущего перевода. Н. при помощи типографского набора изобретено еще в конце 15 века. Оно иретер-пело большую эволюцию и до настоящего совершенства доведено гл. обр. И. Брейткоп-фом в Лейпциге (около 1745 г.), к-рый усовершенствовал многочисленные комбинации нотного шрифта. Т. наз. нотный шрифт настоящего времени (фиг. 4) включает в себе ОКО.ЧО 360 фигур, представляющих отдельные элементы нотных знаков, линий и т. п. Но и при таком обилии их типографский нотный набор не является достаточно совершенным для воспроизведения всех деталей сложного музыкального письма. Поэтому он пригоден лишь для выполнения простых голосовых пьес без музыкального сопровождения (или в простейшей его форме), а также для набора нотных примеров, встречающихся в тексте музыкальных сочинений и учебников. Лишь в этих случаях Н. 1У -f & #-*-*V /j\\\/ р > %Jiz Ра\ у^/ / рр щГ 1 Р f fp 4- 23456780-? 3*571 +-- f  Фиг. 4. типографским способом м. б. рентабельным. По выполнении крайне сложного набора, с него с большими предосторол{:постями делается стереотип (см.), с к-рого и производится печатание на типографских машинах. К стереотипу прибегают для сохранения дорого стоящего нотного шрифта (стоимость его в 4-6 раз дороже обыкновенного), очень хрупкого и ири тонких штрихах отличающегося сильной изнашиваемостью. Н.-довольно слабая отрасль полиграфич. промышленности в довоенное время, получило большое развитие в советских условиях, в особенности за последние годы. Так, продукция Музсектора Госиздата в 1929 году выражалась 6 500 ООО нотных листов ио четыре страницы (разных форматов, приведенных к единице нормального формата), в 1930 г.-11 млн. листов, наметка на 1931 г.- 21 млн. Рост Н. в наших условиях идет в значительной части за счет развития массовой нотной литературы (популяризация классиков и творчества новых композиторов, ноты для народных инструментов и хоров, самоучитель нотной грамоты), что в % к общей продукции Н. выражается в таких цифрах: за 1929 г.-30%, 1930 г.-33% и 1931 г.-60%. Остальная нотная продукция относится к профессионально-художественной и недагогич. музыкальной литературе. С технической стороны И. представляет довольно отсталое производство: в общем оно оперирует теми же приемами, что и в начале 19 в., если не считать весьма слабого применения фототехники, которая не может помочь в главной трудности-воспроизведении нотных страниц. В целях преодоления этих трудностей усилия изобретателей давно уже направлены к попыткам механизации этих процессов. До сих пор они были безуспешны. Но в самое последнее время (1930 г.) в специальных иностранных журналах появились известия об изобретении новой нотопишущейи нотопечатной машины. Изобретение принадлежит итал. капельмей- стеру и композитору Андреа Феррето, к-рый работал над ним десятки лет и проделан массу весьма кропотливой работы и сложных расчетов, пока ему удалось соответствующим образом разлолшть существующую нотную систему для возможности разрешения проблемы механического нотопечатания. Машина Феррето сконструирована наподобие пишущей машины (фиг. 5). Клавиатура служит для письма или набора нот и для непосредственного печатания, причем накатывание краски на стальные пунсоны производится действуюпцш автоматически красочным механизмом. Точно также автоматически устанавливается печатный барабан, который обтягивается прозрачной бумагой для нанесения на нее нотного текста; имеется отдельный шрифтовый магазин дляна-бора. Д.ЛЯ заключения текста в конце строк имеется тактовый счетчик-контролер. Машина эта дает различную продукцию. Напечатанный на соответствующей бумаге нотный текст может служить либо в качестве законченного для непосредственного употребления нотного листа либо в качестве перевода для размножения литографским способом. Так лее как и на обыкновенной пишущей машине, на ней можно печатать одновременно несколько экземпляров при по- 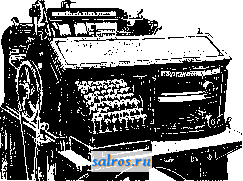 фиг. 5. МОЩИ копировальной бумаги, хотя имеются указания, что полученные таким способом копии не так отчетливы, как оригинал, но все же они пригодны к употреблению; можно печатать также на восковке и оловянной фольге для размножения на множительных аппаратах (см.). Для работы на новой машине прежде всего нужны обширные знания нотной системы. Но в то же самое время техника набора* будто бы настолько проста, что м. б. усвоена после короткого инструктажа, так что для любителя музыки и педагога машина является инструментом, при помощи к-рого писание нот м. б. произ- ведено быстрее, чем до сих пор. Из имеющихся данных пока не видно, насколько удачно новая мащина разрешает проблему массового Н., т. е. заготовки печатной формы. Лит.: Ю р г е п с о н Б. П., Очерк истории нотопечатания, М., 1928; Зейберлих О., Основы книгопечатного дела, перевод с нем., М.-Д., 1929; в а S S J., Das Buchdruckerbuch, Stg., 1930; N i е 1 R., Satztechnisches Tascben-Lexikon, 2 Aufl., W., 1927; oDeutscber Drucker , В., 1930. С. Михайлов. НУМЕРОВАЛЬНЫЕ АППАРАТЫ, аппараты, служащие для проставления на документе цифрового знака, остающегося постоянным или изменяющегося в зависимости от числа оборотов машины, времени, количества пропущенных док^тлентов и т. п. К группе Н. а. можно отнести нижеследующие приборы. 1) Простые штемпельные и перфорирующие (т. е. пробивающие) приспособления, например клещи для компостирования, прессы для гашения документов и т. п. 2) Франкировальные аппараты и машины, к-рые служат для снабжения поч-   Фиг. 1. Фиг. 2. товых отправлений марками; такие машины могут перфорировать марки и налагать на них штемпеля. 3) Штемпельные приспособления с переставляемыми от руки знаками и цифрами. 4) Нумераторы в узком смысле этого слова, т. е. аппараты с автоматически переставляющимися цифрами; цифры эти от-штед1пелевываются или же слулгат для перфорации. 5) Нумераторы, отмечающие время; эти приспособления могут быть применены таклге для контроля рабочего времени, хотя для этой цели существуют специальные аппараты. 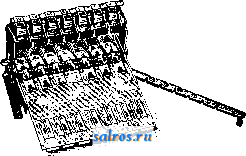 Фиг. 3. 1. Перфорирующи!! и штемпелюющий аппарат в простейшем виде представляют компостирующие клещи, применяемые кондукторами (фиг. 1); аналогичные приспособления применяются в конторах и канцеляриях для гашения документов, отметки пакетов и т. п. Одновременно с датой они могут отпечатывать отдельные слова, напр. уплачено , погашено , входящий ИТ. п. Часто эти аппараты снабжают при-спосоолением, позволяющим сделать перестановку от руки путем поворота круглой литеры, числа и других знаков, выбиваемых ну.мератором. Исполннютсяони обычно не-  фиг. 4. большого размера, хотя иногда их делают в форме пресса (винтового или эксцентрикового), и тогда он может служить для перфорации до 20 слоев бумаги общей толщиной 1/2 мм и более (фиг. 2). 2. Большое распространение в учреждениях, ведущих обширную корреспонденцию, находит второй тип нумераторов - франкировальные машин ы. Назначение этих машин- производить оплату почтового отправления, снабжая его маркой. Машины эти могут снабжать пакеты марками, одновременно перфорируя на последних те или иные знаки, а также производить гашение штемпелем почтовых отправлений. Под-лелшщие франкировке пакеты вкладываются в аппарат и после поворота ручки снабженные наклеенными марками выходят с передней стороны машины. Машина закрыта кожухом, который может открываться только специальным ключом. Открытие кожуха требуется только при замене использованных рулонов марок новыми. Следует отметить, что попытки создания машины, работающей марками, находящимися в листах или вкладываемыми в стопки, до настоящего времени не увенчались успехом. Рулоны марок со счетными аппаратами изображены на фиг. 3. Каждому рулону марогс соответствует свой счетчик, отмечающий число израсходованных марок. Все рулоны с марками и счетчики находятся на подвткной каретке, которая ставится т. о., что5ы против надлежащего места пакета была нужная марка. После того как эта установка выполнена поворачивают ручку; в это время происходят следующие операции: а) собственно франкирование (оплата)-марка подаеася, смачгшается водой, отделяется от ленты и прижимается к пакету; б) перфорация марки-снабжение калгдой марки перед тем, k-vk она покинет лшшину. знаками, обычно буквами (перфорирующее приспо-соЗление изображено на фиг. 4); в) подсчет марок, пропускаемых через аппарат; результат подсчета указьшается счетчиком. С целью предохранения от хищения марок, аппарат снабжен сек'ретным контрольным счетчиком, регистрирующим непосредственно движения приводного вала. Чтобы нельзя было производить одновременный поворот обоих счетчиков при пустом рулоне, аппарат снабжается особым устройством, не позволяющим производить вращение вала, если в каком-либо барабане нет марок. Производительность аппарата ок. 3 000 отправлений в час. Для этой же цели существуют и более простые аппараты, напоминающие  фиг. 5. по виду нумеровальные штемпеля (фиг. 5) для одного сорта марок. Марки закладываются в аппарат также в виде рулона; они смачиваются, приклеиваются к конверту и подсчитываются аппаратом. У. Штемпельные нумераторы (фиг. 6) с перестанавливаюшимися знаками и цифрами применяются с целью отметки путем перфорации на денежных документах различных знаков, напр.: год, месяц, дата, а также каких-либо необходимых отличительных слов. Нужный набор цифр и знаков производится горизонтальной ручкой, а сама перфорация-ручкой, находящейся сзади аппарата. 4. Нумераторы в узком смысле слова! представляют собой штемпеля, в которых перестановка цифр производится автоматически, после каждого штемпелевания. Нумераторы применяются для простановки ряда последовательных чисел, знаков на страницах, листах бумаги, входящих доку- 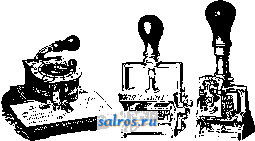 Фиг. 6. фиг. 8. НАЗВАНИЕ УЧРЕЖДЕНИЯ ментах, знаков контроля и т. п. В этих аппаратах имеется счетчик, автоматически переставляющийся на единицу при каждом штемпелевании. Размер цифр, отпечатываемых нумераторами, бывает 2-М О мм. Одновременно с цифрами нумераторы могут от-печатьшать отдельные слова, год, месяц, дату и т. п. На фиг. 7 изображен нумератор обычного типа, переставляющий счетчик после каждого нажима на единицу. На фиг. 8 представлен универсальный нумератор, снабженный приспособлением, дающим возможность печатать: 1) постоянно одно и то же число, 2) число, последовательно изменяющееся, 3) калодое число по два, три и четыре раза, после чего нумератор автоматически переставляется на единицу, 4)последовательный ряд четных или нечетных чисел, т. е. 1, 3, 5 и т. д., 5) то же, но по два раза каждую цифру. Вращающиеся литеры м. б. снабжены пропусками, так что можно печатать как с ними, так и без них. Нумераторы в настоящее время могут быть снабжены сквозной десятичной передачей, и печатают без перерыва и перестановки с № 1 до № 9999. 5. Нумераторы, отмечающие время. В последнее время в свя.зи с развитием контроля и необходимостью внесения в него элемента времени, а равно вследствие боль-  Фиг. 9. ших успехов в производстве часовых|меха-низмов, позволивших выпускать таковые в 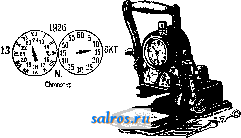 Фиг. 10. массовом порядке, нумераторы стали снабжать часами, соединяя при помощи передаточного механизма часовой и печатающий механизмы. На фиг. 9 представлен оттиск одного из самых простых нумераторов этого типа системы Joslin . Аппарат дает возможность наносить на документ год, месяц-, чис-.по, час, а также любой текст. В более совершенных Н. а. печатающее устройство отделено от механизма часов, почему при штемпелевании часовой механизм подвергается сотрясениям в значительно меньшей степени. Конечно такое устройство удоролсает прибор, но зато значительно повышает надежность его работы. На фиг. 10 представлен нумератор марки <Chronotyp , дающий оттиск года, месяца, числа и цинуты, а равно указания до полудня или после полудня и постоянный текст; по желанию этот Н. а. снабжают автоматическим пятизначным нумератором. В настоящее время аппараты эти получают широкое применение, вытесняя в нек-рых случаях более дорогие регистрирующие аппараты (часы), служащие для отметки рабочего времени. Нумератор времени, к-рый служит для производства именно такой операции, представлен на фиг. 11. Аппарат работает при посредстве красочной ленты и кроме даты, часа и минут и постоянного текста может отпечатывать до семи различных слов, пом;ещаемых1 на особом вращающемся валике. Часовой механизм; в нумераторах времени снабжают заводом до 6-8 дн. Нельзя конечно еще сказать, что нумераторы могут вытеснить регистрирующие контрольные часы, представляющие собой неразрьшное целое со всей системой принятого контроля и учета рабочего времени на предприятии, но можно полагать, что в небольших учре-лчдениях нумераторы времени найдут широкое применение и при разработке общей системы контроля времени раэоты они должны быть учтены как необходимые механические приборы. .Лит.: Handb. der Buroniaschinen, hrsg. v. Verlag der Buro-Industrie , Berlin, s. a.; lUustriertes Orga-Handhuch erprobter Biiromaschinen, hrsg. v. L.Brauner und V. Vogt, Berlin, 1921. B. Дроздов. 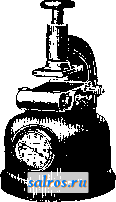 Фиг. 11. НУТАЦИЯ НУТАЦИЯ, гармоническое эллиптически поляризованное колебательное движение оси волчка (см.), которое, складываясь с прецессионным невозмущенньгм движением ее, дает истинное движение последней (см. Прецессия), С явлениями Н. особенно часто приходится встречаться в астрономии п в баллистике, Н. в астрономии. Притяжение луной и солнцем земного сфероида дает пару сил, стремящуюся повернуть землю в такое положение, чтобы плоскость земного экватора проходила через центры этих светил. Соединяясь с жироскопическим эффектом вращения земли, действие такой пары сил вызывает двоякого рода колебание оси вращения земли, состоящее из медленного прогрессивного прецессионного движения оси по конусу с углом при верщине в 23° и полным периодом обращения ее около 26 ООО лет, и мелких вибраций оси с амплитудой в 9 около своего среднего положения с периодом в 18,6 года, равным периоду обращения узлов лунной орбиты. Последнее движение, представляющее явление нутации земной оси, обусловлено тем обстоятельством, что склонение луны, в зависимости от положения узлов ее орбиты, колеблется в различных пределах, изменяющихся от ±18 до ±28°. Вызывая колебание плоскости земного экватора, нутация влияет на склонение светил, а через перемещение точки весеннего равноденствия изменяет прямые восхождения и долготы; кроме того меняется и наклонность эклиптики к экватору. Вследствие этого различают: Н. по прялюму восхождению, Н. по склонению, Н. по долготе и нутацию по наклонности. Математические формулы для практических вычислений нутации довольно сложны. Лит.: DA 1 е in b е Г t J., Recherches sur la precession des equinoxes et sur la nutation de Iaxe de la terre, Paris, 1749; T i s s e г a n d F., Traite de Мё-cbanique celeste, t. 2. Paris, 1891; О p p о 1 z e г Th., Lehrbuch d. Bahnbestimmung, d. Kometen u. Plane-ten, B. 1, Wien, 1882; Ball L., Lehrbuch d. sphu-rischen Astronomic, Leipzig, 1912. A. Михайлов. Н.в баллистике. В баллистике (см.) с явлением нутации встречаются при определении величины угла между осью фигуры летящего снаряда и касательной к траектории его цен-рра тяжести. Нутация артиллерийского снаряда является одним из факторов, отрицательно влияющих на однообразие полета нескольких выстреленных последовательно снарядов, вследствие чего для повышения меткости снаряда добиваются исключения причин, вызывающих нутацию. Важнейшими из этих причин являются: расположение ц. т. снаряда не в точности на оси его фигуры (эксцентриситет массы снаряда), недостаточн. центрирование снаряда при движении его по каналу орудия и претерпеваемые снарядом резкие толчки в момент вылета из канала орудия. Эти причины создают несовпадение мгновенной оси вращения, сообщаемого снаряду, с осью его фигуры, к-рая т. о. к своему вращательному движению вокруг касательной к траектории ц. т. получит еще нек-рое добавочное движение циклоидального хараш-ера. Изучение вопросов вращательного движения артиллерийского снаряда современной конструкции дает указание на то, что Н. носит характер затухающего явления и т. о. имеет наибольшую величину на начальном участке траектории. в. Шелков. Лит.: см. Прецессия. ОБВАЛ, быстрое перемещение масс горных пород, образующих преимущественно крутые склоны долин. При падении оторвавшаяся от склона масса пород разбивается на отдельные г.тыбы, к-рые,в свою очередь дробясь на более мелкие части, засыпают дно долины. Если по долине протекала река, то обвалившиеся массы, образуя запруду, дают начало долинному озеру. О. склонов речных долин вызываются подмывом реки, особенно в половодье. В высокогорных областях причиной обвалов обычно служат появляющиеся трещины, которые, пропитываясь водой (и особенно при замерзании воды), увеличиваются в ширину и глубину до тех пор, пока отделяемая трещиной масса от какого-нибудь толчка (землетрясение) или после сильного дождя (особо сильное пропитывание трещины водой) или же какой-нибудь иной причины, иногда искусственной (напр. проведение ж.-д. выемки или карьера у подножья склона), не преодолеет сопротивления удерживающих ее пород и не обрушится в долину. Величина обвала варьирует в самых широких пределах, начиная от обрушения от склонов небольших обломков пород, которые, накопляясь на более пологих участках склонов, образуют т.н.осы пи,и до обвала огромных масс, измеряемых млн. м^, представляющих в культурных странах огромные бедствия. У подножья всех крутых склонов гор всегда можно видеть обвалившиеся сверху камни, причем в участках, особо благоприятных для накопления их, эти камни покрывают сплошь иногда значр!-тельные площади (так называемый хаос в Алупке на Крымском побережьи, подножье горы Таганай на Южном Урале и т. д.). При проектировке ж.-д. трасы в горах необходимо особо внимательно выяснять участки, неблагополучные по О., и, если можно, их обходить. При закладке в склонах карьеров и проведении выемок всегда следует производить осмотр всего склона, изучая характер и напластование пород, направление трещин, отдельностей, чтобы разработка карьера не нарушила устойчивости вышележащих пород. При проведении дорог особо крутые склоны закладываются штучным камнем насухо или на цементе. Надо иметь в виду, что каолинизация, хлорити-зация и серицитация пород увеличивает начальное скольжение пород (сравнительно с неизмененными породами), и выемки в подобных породах должны быть особо тщательно огранедены от возможных О. В высокогорных областях, выше снеговой линии, приходится часто считаться со снежными обвалалш. Они возникают на крутых склонах, откуда накопившийся и часто слежавшийся снег периодически скатывается вниз. В районах снежных обвалов не следует возводить поселков, дороги необходимо защищать крытыми галлереями, и на склонах производить лесные насаждения, удерживающие лучше всего снег от сползания. Районы снежных обвалов необходимо устанавливать из опроса местных жителей, причем необходимо исследовать: 1) нанравление и путь О., 2) периодичность их, 3) время О. и 4) размеры пространства, заполненного упавшим снегом. Совершенно другого рода обвалы в районах распространения горных пород, легко выщелачиваемых водой (известняки, доломиты, гипсы, каменная соль). Просачивающаяся с поверхности вода весьма часто в этих породах выщелачивает большие пустоты (пещеры), и если такая пещера образовалась близ земной поверхности, то по достижении большого объема потолок пещеры обваливается, а на поверхности земли образуется впадина (в о р о н к а, и р о в а .ч); иногда эти впадины заполняются водой, и образуются так наз. провальные озера . Подобные явления характерны для многих районов, где распространены соответствующие породы. В этих районах при сооружении капитальных построек (зданий и ж. д.) на месте каждой постройки необходимо производить исследование грунта, во избежание разрушения построенных зданий. Игнорирование подобных явлений вызьшает впоследствии необходимость постоянного ремонта пути, влекущего большие расходы (участок жел. д. близ гор. Уфы). В этих районах труднее разрешать вопросы водоснабжения, поиска и подсчетов запасов воды, а также производство гидротехнич. сооружений. Направление подземных водных потоков крайне прихотливо; сооружение плотин и выемки канав в таких местах могут послужить причиной возникновения процессов выщелачивания пород, до того защищенных сня- 1 ... 30 31 32 33 34 35 36 ... 48 |
|
© 2007 SALROS.RU
ПромСтройМат |