 |
 |
 |
 |
1 2 3 4 5 6 ... 48 значительно ниже, качество масла не ухудшается. Рыночные сорта перечномятного масла: английское, илимитчамское, считающееся наивысшим по запаху и вкусу; американское, занимающее следующее место по качеству; германское, или саксонское, приближающееся к предыдущему; итальянское, или итало-митчам, и французское занимают на рынке незначительное место, но относятся также к высоким сортам; японское, предста-в.г1яющее по вкусу и запаху низший сорт, служит главн. образом для получения ментола (см.). Русское М. м. при правильной выработке соответствует по качеству американскому, однако кустарное его производство дает обычно низкосортный продукт. Составные части перечномятного масла: мен-то.т, его уксусный и изовалериановый эфи-ры, ментон, а-нинен, фелландрен, 1-лимонен, цинеол, лактон состава СюН^Оа, кадинен, амиловый спирт, уксусный и изовалериановый альдегиды, диметилсульфид. В зависимости от сорта, места происхождения, а также от времени сбора соотношение отдельных составных частей, в особенности ментола, его эфиров и ментона, сильно меняется. Первое место по выработке перечномятного масла занимает Япония, ежегодная выработка которой достигает 700 т, на втором месте стоят США с выработкой до 400 т, в остальных странах (Англия, Италия, Франция, Канада, Китай и др.) выработка значительно ниже. В России до войны 1914-18 гг. производство М. м, было сосредоточено почти исключительно в Полтавской губ.; незначительные количества его добывались таюке в Тульской и Казанской губ.; общая выработ- ка, составлявшая ок. 10 w, была недостаточна для покрытия внутренней потребности. За последние годы производство М. м. быстро развернулось на Украине, давшей в 1927/28 г. около 100 т. К 1931 г. под культурой мяты предположено иметь не менее 6 ООО га. Кроме Украины производство М. м. развертывается на Сев. Кавказе и в Тульском районе. Качество перечномятного масла регулируется стандартом ОСТ 501, где и приведены нормы и методы испытания. Кудрявомятное масло. Существует несколько сортов его. Американское получается из Mentha spicata, германское- из М. spicata var. crispa. В обоих случаях перегонке с паром подвергаются зеленые части растения, дающие выход около 0,3% масла с содержанием от 42 до 60% карвона. Кроме карвона в этих М. м. установлено присутствие 1-лимонена, а-пинена и 1-фел-ландрена; в америк. масле установлено присутствие дигид1:)Окуминоваго спирта, а в германском-дигидрокарвеола. Русское куд-)явомятное масло получается из М. vertici-ata var. strabala; в нем содержатся 1-лина-лоол (около 60%), карвон (5-10%), цинеол, 1-лимонен. Производство до войны 1914- 1918 гг. было сосредоточено в Тульской и Полтавской губ.; в настоящее время оно сохранилось лишь на Украине. Применение М. м. охватывает пищевую промышленность (кондитерские изделия, напитки), косметич. производства (зубные порошки, элексиры и другие средства ухода за ртом, освежающие жидкости) и медицинские нужды. Б. РутовсниЯ. Лит.: см. Эфирные масла. н НАБИВКА тканей и пряжи, получение узора на этих материалах при помощи красящих веществ. В щироком смысле слова этот термин обнимает все способы печатания и укращения волокнистых материалов узорами: ситцепечатание (см.), т. е. узорчатую расцветку хлопчатобумажных тканей, производимую машинным способом, ручную Н., или печатание бумажных или льняных тканей, печатание пряжи, шерстяных и ше.лковых тканей, как машинное, так и ручное (см. Народное искусство, п а-бойка), трафаретную и даже ручную раскраску тканей, баттиковую Н. при помощи воскового резерва и т. д. В более узком смысле набивкой называют ручное печатание тканей, производство набоек , бывшее в старину наиболее распространенным способом узорчатой расцветки и до сих пор сохраняющееся на некоторых фабриках и в кустарном производстве. Лит.: Соболев Н. Н., Набойка в России, Москва, 1912. НАБОЙКА, см. Набивка, Ситцепечатание и Народное искусство, набойка. НАБОР ТИПОГРАФСКИЙ, нача.льная операция составления печатной формы из отдельных знаков, .линеек и пробельного материала. Н. т. осуществляется двумя способами: ручным и машинным. Осно- J J J J l/2 2 iii! i/ч /з . /2 А Фиг. 1. 12п. вой ручного набора слулшт шрифт, под которым понимается большое количество ком-п.пектов, отлитых из типографского металла-гарта (см.)-букв, или литер. Комп-.лекты шрифтов различных рисунков включают в себе все буквы алфавита и необходимые знаки д.ля русского и иностранных языков: имеются и отдельные комплекты раз.личных применяемых при наборе знаков, например математических, астрономических, метеорологических и других. При наборе таблиц и во многих других случаях применяются еще особые медные или гартовые .линейки различных рисунков-тонкие, двойные, черные, узорчатые и т. п. Все-элементы шрифта несут на себе выпуклое изображение какой-либо буквы или знака; они имеют строго одинаковую высоту-необходимое условие для возможности печатания. Кроме литер и особых знаков для по.лу-чения пробелов между отдельными буквами, словами и в прочих случаях применяется более низкий материал, не несущий на себе изображений, в виду низкого роста не накатываемый краской и не дающий поэтому никакого оттиска. Этот пробельный материал делится на следующие группы: шпации, квадраты, шпоны, реглеты и марзаны. Шпации, преимущественное назначение-к-рых образовать пробелы между буквами и словами, как пробельный материал, обслуживающий непосредственно шрифт, в типографиях назьшают иногда прибором (на фиг. 1-шпации на кг. 12 разных толщин). Шпация, ширина к-рой равна кеглю, наз. круглой, а яшация-половинной толщины - и о л у к р у г л о й. Шпоны имеют вид б. И.ЛИ м. тонких линеек и применяются преимущественно для образования пробелов (интерлиньяжа) между строками книлг-ного набора; назначение квадратов и марзанов - заполнять более крупные пробелы в наборе (фиг. 2). Типографская система. Ручной шрифт со времени изобретения книгопечатания (в половине 15 века) не подвергся почти никаким изменениям, за иск.лючением того, что весь наборный материал делается но строгой системе в отношении размеров, носящей название типографской системы. В основу системы Дидо , названной так по имени придавшего ей законченную форму известного французского типографа-словолитчика 18 века Франсуа Ам-бруаза Дидо, полол{;ен точный размер существовавшего в то время французского государственного фута, делившегося на 12 дм., каждый из которых имел 12 линий. этой линии взята была как самая мелкая единица типографских измерений и получила tn6.= полу-нбадратам no2hn. название типографского пункта. Впоследствии размер пункта был вычислен в единицах метрич. системы и оказался равен 0,376 мм-определение, сделанное фи-вико-техническим ин-том в Шарлоттенбурге и принятое нашей Главной палатой мер и весов. Но обращение с такой незна- Q f 2 чительной величиной как пункт, равной приблизительно мм, довольно затрудни-те.тьно. Поэтому следующей прак-тич. мерой явл яет-ся т и и о г р а ф с-к и й квадрат, равный 48 пунктам или 18,051 мм (счет на мм в типографиях не при- - -меняется и цифра приведена только для более ясного представления о величине типографского квадрата). Кроме того для измерения ве.ти-чин, встречающихся в Н. т., применяется ряд делений квадрата, носящих различное наименование. Так, 1 квадрат делится на 2 полуквадрата, на 4 цицеро, на 8 нонпа-релей. Затем квадрат делится на 3 шест-надцатипунктовых элемента, каждый из которых носит название терция; половина последней или шестая часть квадрата-петит. Петит, так же как и величина в 10 пунктов, носящая название корпус, являются размерами наиболее употребительных шрифтов, к-рые применяются; для набора книг, газет и журналов. Все эти термины представляют собой иностранные названия соответствующей величины шрифтов и твердо удержались в русской типографской терминологии для определения как размера шрифтов, равно и прочего типографского материала. Очень те, но технику-конструктору, имеющему отношение к типографским, в частности наборным машинам, иногда приходится прибегать к переводу измерений типографской системы в метрические. Различные величины системы Дидо в сравнении их с метриче- нвадратл! 3 4 5 6 1нВ.= и цицеро по 12п. Знонпа-релям по 6п. 6 петитам по В п. Ы1-корпусам по 10 п. 5 6 7 8 9 Ю сантиметры Фиг. 3. ской системой изображены в натуральную величину на фиг. 3 Система Дидо, подтвержденная и нашей Главной палатой мер и весов, принята, за редчайшими исключениями, на всем европейском континенте (в Англии и Америке
* Эти цифры с точностью до 1 А< установлены Комитетом эталонов н стандартов Главной палаты мер и весов. 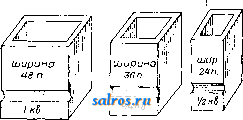 употребительной также в практике мерой для измерения типографских величин является 1/4 часть квадрата-цицеро. Типографу почти не приходится сталкиваться с метрич. системой в его практической рабо- приняты несколько отличные системы). Выше приведена таблица для сравнения измерений основных типо-]фафских единиц в пун-кгах и мм. Литера и кегль. На фиг. 4 указаны следующие части литеры: а- очко, е - сигнатура, размер к-Ъ--толщина, или ширина литеры, b-d - кегль литеры, h-d- высота. Следует обратить особенное внимание на направление, обозначенное буквами b-d, представляющее так называемый кегль (Kegel), т.е. расстояние между гранями литеры в направлении высоты самого очка .литеры, т. е. помещенной на ней буквы. Именно этим направлением определяется величина шрифта, тогда как расстояние между поверхностями, соответствующими ширине очка, составляет толщину литеры и по техническим условиям ручного набора большого практического значения не имеет. Эти два понятия-кегль и толщина литеры- ни в каком случае не должны быть смешиваемы. Так называемая сигнатура литеры служит наборщику для распознавания, не глядя на очко, верха и низа литеры для правильной постановки ее при наборе. Для конструктора типографских машин и разной вспомогательной аппаратуры имеет также значение рост литеры, т. е. полная высота всего металлич. столбика от нижней грани литеры до поверхности очка. Рост этот также различен в разных странах и выражается в следующих цифрах: 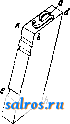 Фиг. 4. Рост литеры Русская высота....... Нем.-франц. норм, высота . Англ.-америк.-итал. высота . Австрийская высота..... Голландская высота..... Лейпцигская высота.....
Цифры эти с точностью до 1 установлены Комитетом эталонов и стандартов Главной палаты мер и весов. Русской Главной палатой мер и весов для роста типографских литер установлены два размера: А-66/4 типографских пункта и Б-62Vs пункта. Первый размер в настоя- Н 5 4 5 6 7
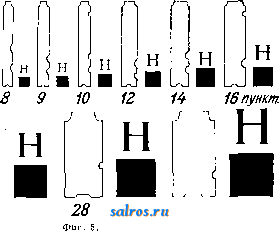 шее время принят почти повсеместно, второй-представляет исключение. Градация шрифтов. Со времени, когда была принята система Дидо (1799 г.), стали изготовляться шрифты с точно вымеренным кеглем. Наиболее мелкие из шрифтов имеют кегль в 5 и 4 пункта. Бы.л даже когда-то отлит шрифт в 3 пункта. Шрифты подобного размера употребляются гл. обр. для сложного математич. набора; самое изготовление их, вследствие больших трудностей, можно рассматривать как предел технич. достижений в этой области. Т. о. меньшим размером шрифта д.ля практич. целей яв- ляется нонпарель (6 п.); следующ. шрифтами действительно широкого применения являются: петит (8 п.), корпус (10 п.) и цицеро (12п.). Между этими размерами применяются шрифты и на промежуточные кегли-7 9 и 11 пунктов, довольно распространенные за границей, но принятые у нас разве только для специальных целей и по особому заказу (для набора словарей, разного рода справочников, где требуется особенная экономия места, шрифты отливают с очком 7, 9 и 11 п. на кегли 6, 8 и 10 п.). Шрифты менее петита (нонпарель) и больше цицеро употребляются сравнительно редко. 8 шрифтах до 20 пунктов величиною мы. видим увеличение на 2 пункта; более же крупные шрифты разнятся один от другого на 4 и более пунктов. Так, мы имеем шрифты на кегли: 12, 14, 16, 20, 24, 28, 32, 36 и 48 пунктов, а далее обычно с увеличением на одно цицеро, т. е. на 12 пунктов (фиг. 5, литера, прописное Н к круглая след. размеров: 3 п.-бриллиант, 4п.-диамант, 5 и.-перль, 6 п.-нонпарель, 7 п.-MHHtoii или колонель, 8 и.-петит, 9 и.-боргес или буржуа, 10 п.-корпус, 12п.-цицеро, 14п.-миттель, 16 п.-терция, 20 п.-текст, 24 п.-двойной цицеро, 28 п.- двойной миттель, 32 п.-двойная терция). В пределах каледого кегля шрифт может быть весьма разнообразен по начертанию очка, поэтому кроме кегля отличают еще шрифты разного характера или рисунка (гарнитура шрифта). Процесс набора. Все разнообразные виды исполняемых типографиями работ м. б. грубо разделены на две- основные группы: книжные и журналь-но-газетные и т. наз. акцидентные или мело ч-н ы е работы. Первая группа не требует пояснения, что же касается второй группы,то здесь имеются в виду работы случайного поступления и крайне разнообразные по характеру исполнения; при этом они м. б. далеко не мелочными , а иногда и весьма крупными. Соответственно грубому де;1ению типографских работ на книжные и акцидентные, обычно и наборщики специализируются на том или ином виде работ. И при ручном и при машинном наборе наборщику приходится пользоваться наборными кассами (фиг. 6). Последние представляют собой разных величин неглубокие ящики (обычные размеры большой русской кассы таковы: длина 615 мм, ширина 920 мм и глубина 50 мм), разделенные более чем на сто отделений (русская касса), заполненных литерами соответствующего шрифта в составе строчных и заглавных букв, цифр и наиболее употреби- 32 пункта тельных знаков и наконец необходимым пробельным материалом. Размеры отделений в кассах различны: для более ходовых букв они больше, для менее же ходовых- меньше. Расположены строчные буквы в кассе не в порядке алфавита (прописные разложены по алфавиту), а в порядке потребности в них: наиболее ходовые буквы (а, о, е, т и прочие) лежат ближе к правой руке наборш;ика. Для хранения касс применяются особые шкафы-комоды с наклонной доской-пюпитром для выставки кассы кассе видны: тенакль с визорием, уголок с частью набора) и америк. наборной мебелью, часто железной, ясно видна из сравнения фиг. 7 с фиг. 8, 9, и 10. На фиг. 8-реал с кассами и местами для пробельного материала, фиг. 9-верстальный стол, фиг. 10-специальный реал для хранения й перевозки гранок к месту верстки. Предполагаемые в настоящее время (19В1 г.) к открытию (и частью занроектированные) новые типографии будут снабжены наборной обстановкой американского типа. А К Ф л в м ц ч ш щ н ы ф д о № Е П ю ж р я 11 t й 5 6 И у 9 О ю щ Запас ш Полукруглые Запас Й п Запас Шпа| 1 п. Шпа 3 п. ции 2 п. Круглые Квадраты Фиг. 6. при наборе или без пюпитра (называемые реалами), которые и являются основным оборудованием наборной, образуя собой ряды переулков . Такое расположение русской наборной переулками вызывается отчасти архаическими производствепными условиями русских типографий-большим количеством ручного набора и недостаточной специализацией производства. В условиях америк. типографий, предназначенных для выполнения определенной работы (газетная или книжная или акцидентная) с применением минимального количества ручного набора и при рациональном распределении производства по принципам поточной системы, как расположение наборной, так и самая наборная мебель значительно отличаются от наших. Последняя более портативна, гигиенична и более приспособлена к потребностям производства. Можно сказать, что боль-шинство типов американской наборной мебели предназначены скорее для хранения материалов и готовой продукции и для транспорта последней, неи-сели нено-средственно для работы, так как наборный процесс настолько механизирован, что для ручного труда почти не остается места. Разница мекду устарелыми формами наших наборных реалов (фиг. 7, на выставленной Самый процесс набора заключается в следующем: наборщик прочитывает с укрепленного перед ни.\1 на кассе на особом держателе (тенакль) оригинала несколько слов или целую фразу, по возможности запоминает ее целиком,затем берет из отделений кассы последовательно иукиые буквы, причем предварительно определяет взглядом и осязает пальцем их положение по имеющейся па литере сигнатуре-рубчику, и ставит их в находящийся в его левой руке особый прибор верстатку (см.). Ставя таким (образом бу-хсву за буквой, а по окончании каждого слова пробельный материал, так называемую полукруглую шпацию, наборщик заполняет целую строку, которая или и без переноса достаточно плотно выполняет установленный формат, или же ставит паборши-ка в необходимость прибавлять или убавлять пробелы между словами, пользуясь  пробельным материалом-шпациями (в ы-к лючка) (фиг. 11) Д.ЯЯ того, чтобы с одинаковой плотностью заполнить следующие одназа другой строки, которых обыкновенно в верстатке вмещается от 10 до 12. По- 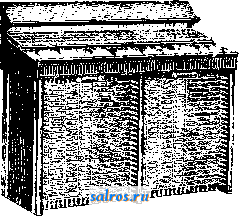 фиг. 8. Сле набора каждой отдельной строки наборщик П'реставляет \в верстатке так назыв. н а. б о р и у ю л и н е й к у, служащую для об.легчеипя пабоу)а, вр>шимает набор из за-полнеиноТ! верстатки и ставит его па у г о-.л о к, т. е. деревянную пли цинковую дощечку с дву.здя соедипенпыми под прямым углом бортиками. Па этой дощечке готивыи па-бор собирается в длинные полосы-г р а п-кп и связывается шнуром для сохранения, впредь до дальнейишх манипуляции с ним- правки и верстки (см.). Здесь лишь схематично отмечены основные двилшния наборщика, состав-ляюшие собственно процесс его работы. На самом деле их (двилсений) гораздо больше, так как ручной наборщик делает много ненужных, лишних двилений и самая работа идет не так гладко, требуя отвлечения внимания на устранение различных технич. затруднений, встречающихся прп работе. Работая так. обр., квалифицированный текстовой наборщик набирает прпб m Hie II по OI К) пои lo l<?()Oi) -ihuob в селшчасовои рабочий день прп еде;.1ьпой 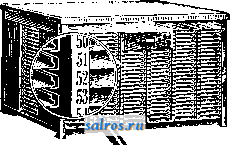 Фиг. д. работе. При этом в счет причитающейся ему платы оп обязан приготовить для себя кассу, т. е. наполнить ее нужным количеством шрифта, разбирая для этого отпечатанный набор. Так^им образом теоретически наборщик набирает в день около /4 листа (в 40 ООО знаков). При более сложных видах набора с разными шрифтами, сокращениями и т. и., производительность наборщика соответственно падает. Недостаточная скорость ручного набора давно уже обратила на себя внимание, и изобретательская мысль еще в начале 18-го века начала работать в этом направ-.лении. Пройдя сначала через ряд неудачных попыток ускорения различными механич. приемами ручного набора (неудачные попытки этого рода продолжаются и до сего времени), техника пришла к созданию ряда весьма совершенных наборных машин (см.), работающих но совершенно иным принципам и осуществляющих почти полностью втор)ой способ п. т.--машинный набор. Процесс вытеснения ручного набора почти закончился в Америке; в Западной Е^вропе машинный набор захватывает все новые и новые позиции. Несколько иначе обстоит дело у нас: к настоящему времени (1931 год) по всему СССР имеется но более 600 наборных машин раз.тичпых систем, в то время как сра-виите.гьно иебо.:плиая Х'ермаиия их имеет  Фиг. 10. Фиг. И. примерно около 9 ООО (по данным 1927 года). Ко.личество освоенного нами машинного набора ко всему к(хличеству Н. т. падо считать несколько более одной трети (в типографских центрах). Необходимость повысить в виду этого производительность ручного набора вызва.ла к жизия ряд мероприятий рационализаторского характера, к каковым относятся: упорядочение освещения и прочих гигиенических условий, упорядочение рабочего места и в особенности разделение труда-освобождение наборщиков от работы но наполпепию наборной кассы и передача этой части работы споциа.льиым oi игадам. Последнее мероприятие дало наибольший эффект. Но все рационализаторские мероприятия по .ручному набору по результатам не м. б. сравниваемы с достижениями машинного набора, для к-рого в настоящее время в СССР применяются преимущественно три вида машин: линотип, отливающий набор целыми строками, так же работающий типограф и монотип, отливающий отдельные буквы (см. Наборные машины). Имеется еще третий вид строкоотливных машин, весьма сходный с линотипом,- иптертип, но он пока мало распространен у нас. Линотип является наиболее иро-1(.зводительной из строкоотливных машин. В зависимости от характера набора линотип дает от 50 000 до 55 000 знаков в 7-ча- совой рабочий день в среднем. При чистом книжном наборе производительность машинного наборщика-линотиписта несколько большая, нежели при наборе несколькими шрифтами, что допускает линотип. Применяется последний преимуществеино в газетном и л^:урнальном наборе. Производительность типографа, тоже отливающего целые строки, несколько менее линотипа. Но при основном недостатке в производительности он имеет перед первым некоторые ме.лкие преимущества: лучшая от-чивка строк, простота обращения, бстее низкая стоимость. Применение его более целесообразно при книжном сплошном наборе, но и др)угие виды малошрифтового набора такнсе не иск.лючаются. Д1;ля це.т1ей ж;е многошрнфтового набора с большим числом знахсов, сокращений и вообще Д.ТЯ более сложного набора с успехом лужнт монотип, дающий набор отдельными буквами в порядке их следования в тексте, предоставляющий и возмоншость корректурной правки тем же монотипным шрифтом, как и в ручном наборе (в строкоотливных машинах при любой ошибке необходимо пе-))еливать целую строку). 7-часовая произво-.;1,ительность монотипа-GO ООО знаков. Приб.1изпте.льная себестоимость различных видов текстов(И'о набора (данные крупного полиграфического треста на 3-й квартал 1930 г.) выражается в следующих цифрах: по линотипу 52,4 коп., по типографу ()5,2 коп. и по монотипу 74,2 коп. Сравнение со средней себестоимостью ручного книжного набора в 1,37 руб. за 1 000 знаков вг.швляет настояте.тьную необходимость для страны в скорейшем увеличении числа наборных машин разных видов. В стоимость Н. т. в законченном виде должна входить также верстка (см.), себестоимость которой (по тем же данным) обходится от 7,0 до 9,7 кои. за 1 ООО знаков, в зависимости от слож-1ЮСТИ работы. Особенно дорого обходится iepcTKa газетного набора (22,6 коп. за 1 ООО знаков) в вгщу иеключитРЛ{,ной срочности газетной работы и наличия, в связи с этим, большого количества вспомогательного пер-сона.ча, обслуливающего ве])стальшика. При прои-зводстве акцидентного набора-разных бланков, таблиц, форму.ля-])0в и т. п.-наборщик менее связан непосредственно с наборной кассой, вернее, он связан со многими наборными кассами и кроме того принужден выполнять ряд манипуляций с самым разнообразным шрифтовым и наборным материалом, часто очень сложным. То же наблюдается и при т. наз. мат е м а т и ч е с к о м наборе, при редко встречающемся потном наборе (см. Нотопечатание) и других видах сложных набо!)ои. Представ.леиие об этих видах набора дают фиг. 12 и 13 (математический набор с при-иоднятылг пробельным материалом). Здесь наборщику помогает описанная выше систематичность и безукоризненная точность типографского материала, благодаря к-р>ым эти виды Н. т. могут быть рассчитаны в мель- Т. -9. т. XIV. чайших долях точными арифметическими приемами, в случав надобности и до начала набора. Без этого многие виды сложных наборов бьши бы невозможны д.ля исполнения. По причине той же слонсности, точных методов учета этих видов типографского набора до настоящего времени не выработано, и работа производится и.ли с повременной оплатой или аккордно. Н. т., как работа, связанная со свинцовыми сплавами, относится к числу вредных  Фи1-. г:. производств. Главные пути проникновения свинца в организм повидимому идут через кожу (непосредственное соприкосновение при работе) и через дыхательные органы- вдыхание свинцовых паров (у машинных наборщиков). Вредность свинцовой пыли, в связи с у.лучшеиием санитарного состояния современных типографий и введешгем  Строение индиго (ТЭ, т. XI, от. 410). механических приспособ.лений для очистки наборных касс, в настоящее BpOiMH имеет по-видимому меньшее значение. с. Михайлов. Лит.: Бауэр Ф., Руководство для наборщиков, пер. с нем., М.--Л., 1930; его же. Книга как создание печатника, пер. с не.м., М.-Л., 1926; Коло м-н ц н П., Краткие сведения по наборному де;гу, 2 изд., Л., 1929; К о г а н М Набор и печать, Основании для исчисления себестоимости, Харьков, 1916; Валь-дов А., Учение об акцидентном наборе, пер. с нем., Харьков; 1900; Г и л ь о Г., Руководство по мз-тематич. набору. М,-Д., 1929; его же, Сложные виды книжного набора, М,--Л., 1931; Р е н н е р П., Книгопечатание как искусство, пер. с нем., М.-Д., 1925; 3 е й о е р л и х С) Оспоиы книгопечатного дела, стр. 17-72, М.-Д., 1929; П р е с с С, Полиграфич. производство. Безопасность труда. Монографии по технике безопасности, М., 1928, вып. 8; Г е л л е р-штейн с. и И т т и н А., Психологич. анализ профессии наборщика. Работы лаборатории промышлен-Hoii психотехники НКТ СССР, под ред. И. Шпильрейна, .М., 1924, вып. 2; г а л а к т н о н о в И. Д., Технич. правила набора и необходимость их изменения, Кни-la о книге , вьш. 1, Д., 1927; Михайлов С, Типография, Наборная техника, Газетный и книжный мир , стр. 195-207, М., 1925; Михайлов С, Новое в наборной технике. Новости полиграфич. техни-ь-п, М., 1927; К а л ь м а и с о н М. С, Универсаль-иьит MonaiT4HbTii набор. Гпафичеокор itckvcctbo. М., 1924, I; Кап лая Д. Е., Элементы рационализации наборного производства, сб. Рационализация полиграфич. промышлен1гостИ'>, стр. 207-239, М., 19 31; Проскурин п Н. П., Стандартизация в полиграфич. промышленности, там же, стр, 1 49-184; А и а н ь и и П., Нормирование работ наборного цеха, сборник Техническое нормирование в полиграфической промышленности , стр. 66-122, Москва, 1931; Статистические материалы треста Мосполиграф за 1930 г., М., 1930; Bass J.. Uas Buclidruckerliuch, .Sts., 1930; iV i e 1 R., Satzteclinisciies Tascbeu-Lexi-kon, 2 Aufl., W 1927. НАБОРНОЕ ДЕЛО, см. Набор типографский. НАБОРНЫЕ МАШИНЫ имеют целью механизацию наборного дела. Малая произво- дительность ручного набора вызвала необходимость механизации этого процесса. Первые попытки перейти от ручного к машинному набору, имевшие целью механический набор шрифтовых литер, оказались громоздкими и практически непригодными. В силу этого механизация набора построена на другом принципе - на принципе набора матриц (или их индексов, как в монотипе) и после-дуюшей отливки букв или строк при одновременном соблюдении всех требований, предъявляемых к ручному набору в отно-шешш размеров в строке, т. е. размера самой строки, выключки (см. Набор типографский) и т. п. По принципу ОТ.ЛИВКИ наборные машины делятся на две основные группы: буквоотливные и строкоотливные. К первой группе относится машина монотип, изобретенная американцем Тольбером Ланстоном в 1890 г. и усовершенствованная им совместно с конструктором Банкрофтом в 1897 г. Ко второй группе принадлежат наборные машины: линотип, интертип и типограф. Прочие строкоотливные машины, как например монолейн, линограф и др., большого практического применения не получили. Монотип. Буквоотливная машина монотип состоит из двух машин: наборной ( головки ) и отливной. В основе конструкции обеих машин лежит связывающая их идея-ирименить иер-форированную 6 i ма/к-ную ленту к VHfiaB-лению буквоот пшпоп 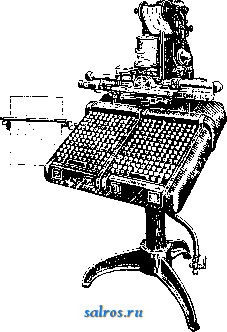 Фиг. 1. машиной с возможностью выставлять отлитые буквы в правильно выключенные строки в порядке, соответствующем оригиналу. Поэтому изготовление перфорированной ленты, управляющей буквоотливной машиной, перенесено на отдельную машину (головку), представляющую собой полуавтомат. Самая же отливка букв и выставка их в правильно выключенные строки производится на другой (отливной) машине, представляющей собой полный автомат. Обе ма- шины оослуживаются сжатым воздухом под-давлением от 1 до 1,5 atm из специального компрессора, устанавливаемого для целого комплекта машин. Так как перфорировап-ная лента должна управлять всей работой отливного автомата, то все требования, связанные с размерами в строке, д. б. предусмотрены при изготовлении этой ленты. Так как литеры и знаки хотя бы и одного кегля (см. Набор типографский) различны по своей ширине (толщине), а изображение буквы на перфорированной ленте характеризуется отверстиями одинакового диаметра расположенными в определенном месте вдоль ленты, то правильная выключка строки при постоянном размере ее м. б. определена. только известным расчетом. В основу такого расчета, производящегося на П. м. (головке) автоматически, положена особая единичная система. Сущность этой системы заключается в следующем. На ширине круглой (см. Набор типографский). помещают самую широкую прописную букву (обыкновенно Щ) и эту ширину круглой в пунктах называют сетом, например 9V2 сет показывает, что ширина круглой = 91/2 ал1ерик. пунктам. Подобно кеглю, характеризующему одно измерение-длину букв, сет характеризует второе измерение- ширину букв, а именно: число сет делят на 18 равных частей и одну такую часть принимают за единицу измерения пшрииы остальных литер и знаков. При этом ширина каждой литеры и знака выралсается обязательно целым числом единиц своего сета. Д.ЛЯ того чтобы одна и та же буква из различных сетов выража.лась одним и тем же целым числом своих единиц, надо, чтобы все единицы сетов были соизмеримы. Д.ЛЯ этой цели вводят вспомогательную-единицу (основную), равную 0,0007716 англ. дм., являющуюся общей мерой единиц всех сетов. Умнол-сая число сет на эту основную единицу, получают единицу данного сета. На машине величина круг.лой, т. е. 18 монотипных единиц того сета, на который установлена машина, носит название д е л е-н и я. На основании оиисанной выше измерительной системы и построена наборная машина монотип. Наборная машина-головка (фиг. 1) состоит из след. основных элементов: клавиатуры, перфорирующего механизма, расчетного и выключного приспособления и механизма, ведущего бумажную .ленту. Клавиатура похожа на хглавиатуру пишущей машины, но имеет 257 клавишей. В новых машинах клавиатура разбита на две части и имеет в общей сложности 276 клавишей. Однако и в старой и в новой к.лавиатуре для шрифта иредназначено только 225 клавишей, 30 красных клавишей служат для выключки строк, остальные имеют либо специальное назначение для набора круглых, полукруглых и 6-единичных пробелов либо предназначены для получения акцентов. Для нормального пробе.ла между словами имеется отдельный клавиш впереди машины. Все клавиши расположены в 17 поперечных и 15 продельных рядах. Продольные ряды так подобраны, чтобы в них лежали (сверху вниз) буквы одинаковой ширины. В новых машинах съемная клавиатура лежит на сменных клавиатурных досках для того или иного вида шрифта. При нажиме на тот или иной клавиш связанный с ним рычаг М сдвигает скалку А (фиг. 2, А), направляя струю сжатого воздуха из специальной воздушной коробки В через канал и трубку С к одному из нор шеныадв (пистонов), 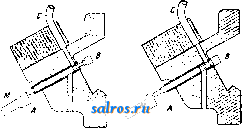 Фиг. ч. расположенных сзади к.тавиатуры па поршневой камере (фиг. 2, Б изображает опустившуюся скалку А, закрывшую достш воздуха из коробки В в трубку С после того, как нажим на клавиш прекратился). Каждый из этих поршеньков D (фиг. 3) прикрывает концы трубки С (фиг. 2 и 3), через которые к нему подведен сжатый воздух. В верхнюю крышку поршенька упирается конец рыча-1а Р. Таких рычагов в машине 33. Вра-/цаются они все вокруг одной оси Z. Каж:-дый из этих горизонтально расположенных рычагов несет вертикальную стойку Q, за-канчнваюшуюся иглой Е (для перфориро-ваштя), нроходяшей через направляющие Г, за исключением крайнего левого и крайнего правого рычагов. Над иглами расположен полуоткрытый цилиндр в виде коры- 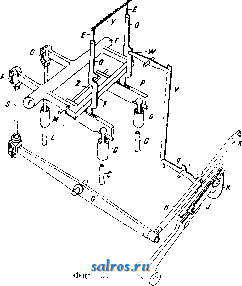 та, который имеет внизу столько же отверстий, сколько игл. Бумажная лента проходит по этому цилиндру и прикрывает все его отверстия. Одновременно с подъемом вертикальной стойки() поворачивается вокруг оси рычаг W и при помощи вертикальной стойки V отжимает книзу конец упорного рычага д, подымая кверху упор К. Рамка F, которая вращается на цапфах /, ложится на вырез в стойке Q, оттягивая ее вниз после того, как нажим на клавиш уже прекратился. Рамка эта нажимает на стойки QQ благодаря тому, что поршенек М поднят под давлением воздуха, идущего через трубку L, и нажимает на отросток О рамки. Давление воздуха на поршенек М постоянно, но в момент нажатия на клавиш давление воздуха в оба поршенька D пересиливает давление на пистон М и система рычагов РР, QQ н F идет вверх, а отростки О и R 1щут вниз. В то же самое время отросток R при помощи тяги S действует на рычаг G, передний конец которого приподнимается и поворачивает рычаг Н на цапфе X. Рычаг поднил1ает салазки, но которым скользит зубчатая рейка J, называемая рейкой единиц. Работа перфорирующего механизма протекает т. о.*в следующем порядке. При нажиме на клавишу воздух, поступающий под поршенек D, поднимает его, и вместе с ним конец рычага Р, проталкивающего стойку Поперечные ряды 1 2 3 4 5 6 7 8 9 # И 12 14 15 16 10 W* Переменная Верхн. ряд выключка краен, клавишей Иродо.чьные ряды 17 18 19 20 21 22 23 24 25 26 37 28 29 30 Нижн. ряд краен, точек Фиг. i. с ИГЛОЙ СКВОЗЬ бАТмагу в отверстия полуцилиндра, лежащего над иголками, на который натянута движущаяся бумажная лента. Цилиндр, на который натянута бумага, имеет 31 отверстие, укаванное на фиг. 4. Отверстие 10 обозначает пробел между словами, отверстия 13 и 31--выключку готовой строки (они несколько большего диаметра, для того чтобы отливщик знал, где кончается строка н где начинается новая). Остальные отверстия обслуживают от 1-го до 16-го клавиша поперечных рядов и от 17-го до 31-го клавиша продольных рядов. Как видно из схемы просечек для каягдой буквы в бумаге пробиваются 2 отверстия. Одно соответствует положению нажатого к.лавиша в продольном ряду клавиатуры, другое в поперечном. Одновременно с поступлением воздуха иод поршенек D (фиг. 3) опускаются отростки рамки Н, поднимающие салазки со скользящей рейкой единиц J. Рейка приходит в зацепление с единичным колесом, которое служит основной частью счетного и выключающего механизма машины. Этот механизм регистрирует общую длину строки в каждый данный момент, указывая одновременно, какую длину остается еще набрать до получения установленного формата строки. Связанный с сет-барабаном, он автоматически ведет отсчет слов, вернее пробелов между словами, и указывает под конец, какие выключные клавиши надо на- жать, для того чтобы строка была правильно выключена. Механизм состоит из шкалы X с делениями (фиг. 5), при помоши которой при начале набора устанавливается формат строки, и из единичной шестерни С и ее привода. Привод состоит из трубки А, постоянно заполненной сжатым воздухом. Под давлением воздуха поршень S, связанный с рейкой В, двигаясь влево, стремится повернуть вал W с шестерней, сцепленной с рейкой В, а вместе с пей и единичное колесо С с 162 зубцами, в направлении, обратном движению часовой стрелки. Шаг зацепления колеса равен одной единице, почему оно и  названо единичным колесом. Пока храповик Н сцеплен с колесом, оно не может повернуться. Но при нажиме на кл:а-виш храповик поворачивается, освоболадая колесо. Рейка В движется влево и повертывает единичное колесо. В это время повернется рамка F (фиг. 3) перфорирующего механизма и поднимет салазки, на к-рых сидит рейка единиц J (фиг. 3 и 5). Последняя, войдя в зацепление с единичным колесом, увлечется им и начнет скользить по салазкам до того момента, когда выступ этой рейки L не встретит упора К. Упор задержит рейку и дальнейшее вращение колеса. В этот момент храповик Н при помощи ряда рычагов и пружин снова сцепится с колесом и задержит его в том положении, в какое привела его рейка. Рейка же единиц опустится вниз и пружиной G (фиг. 5) будет оттянута в исходное положение, т. к. нажим на клавиш прекратился и рамка F (фиг. 3) опустила соответствующий поршенек, к к-рому нет больше доступа сжатого воздуха. Таким образом упор определяет, на ско.пько единиц может повернуться колесо. Для калсдой ширины литеры клавиатуры имеется отдельный унор, лежащий в ряду упоров тем да.тьше, чем шире литера. На переднем конце оси колеса единиц сидит шестеренка, сцеиленная с передней рейкой Е (фиг. 5), к-рая называется р е й к о й делений. К этой рейке прикреплен указатель Z, указывающий при движении рейки на шкале делений, сколько делений в каждый данный момент включено в строку. Когда до полного формата строки не хватит 4 делений, звонок известитнаборщика, что ему надо сделать расчет. В этот момент иолзушка С (фиг. 6), двигающаяся по приводной рейке В (в ее назу), упрется в рейку D, которая перемещается вправо, и введет рейку в зацепление с шестерней, приводящей через зубчатый сектор Q и шестерню Р во вращение сет-барабан F (барабан по- казан с вырезанной передней частью). С этого момента каждый нажим на клавиш повернет сет-барабан на нек-рый угол. Сет-барабан представляет собой картонный цилиндр, разбитый на 72 поля горизонтальными плоскостями, соответствующими одной сет-единице и 20 полей в вертикальном направлении (по образующей). Так. обр. при каждом повороте сет-барабана автоматически отсчитывается, сксдько единиц введено налсимом клавиша и сксчько остается еще до окончательной выключки строки, что указывается указателем, стоящим рядом с сет-барабаном. Наборщик после звонка может набрать еще несколько букв, отсчитать у указателя две указываемые им цифры в виде дроби и налгать в верхнем ряду клавиатуры красную клавишу, соответствующую указанной верхней цифре (числитель), выбивая одно отверстие на ленте, а затем- нижнюю клавишу, отвечающую нижней цифре у указателя, пробивая при этом второе отверстие (выключку). Одновременно с нажатием красного клавиша нижнего ряда воздух поступает в левую часть трубки V (фиг. 5) с поршнем ведущей рейки, храповик единичного колеса поднимается и рейка, а вместе с ней единичное колесо возвращаются в исходное по.ложение: наборщик может набирать следующую строку. Рядом с сет-барабаном* установлен указатель, задача которого вести отсчет слов в строке и указывать в конце набора строки номера красных клавишей, которые следует нажать для выключки строки. Указатель состоит из зубчатой рейки Y (фиг. 7) с двумя собачками Е и С. При нажиме на  Фиг. 6. пробельный клавиш, имеющий вгщ пластинки, расположенной перед клавиатурой посередине, сжатый воздух подводится через трубку А к поршеньку В. Под давлением воздуха поршенек нажимает на коленчаты1[ рычаге. Одно из плеч этого рычага несет рабочую собачку С которая при повороте рычага поднимает рейку на один зубец. К рейке прикреплен указатель G, который поднимается вместе с нею, указывая, какое из вертикальных полей сет-барабана д. б. включено в счетный механизм для выключки. Пружина D удерживает собачку в сцеплении с рейкой до выхода воздуха из-под поршенька, после чего собачка возвращается в прежнее положение. В это время другая 1 2 3 4 5 6 ... 48 |
|
© 2007 SALROS.RU
ПромСтройМат |