 |
 |
 |
 |
1 ... 18 19 20 21 22 23 24 ... 48 {тонкие линии АА, ВВ, С С). Для упрощения расчетов и для устранения ощибок современные международные правила дают таблицы заранее вычисленных ординат этих кривых для стандартных судов, нри разных процентах занолняемости. Поправки, благодаря отличию формы данного судна от стандартного, получаются по вспомогательным таблицам для разных отнощений высоты надводного борта к осадке, продольной по-гиби в носу и корме и коэф-тов полноты. Однако погружение судна до предельной линии погружения не гарантирует равной безопасности пассажиров для судов различной длины и назначения, поэтому для получения допустимого расстояния между переборками, полученное теоретич. расстояние умножают на коэф-т безопасности {Abteilungsfaktor, factor of subdivision), значения к-рого колеблются от 1,0 (для малых грузовых судов) до 0,34 (для больших пассажирских) и зависят от длины и средней  о ZI 10 20 30 50 60 70 80 90 ЮО НЛ нп Фиг. 5. занолняемости судна (фактор тина). Величина, обратная этому коэф-ту, дает число отсеков, которое может быть затоплено при аварии без опасности для судна. Грузовые и небольшие пассажирские суда погружаются до предела при затоплении одного отсека, суда средней длины-при затоплении двух и большие-трех отсеков; т. о. Н. судна возрастает с увеличением количества пассажиров. Вычертив три ветви кривых (фиг. 5) для занолняемости машинных отделений а, носовой с и кормовой части Ъ судна таким образо.м, чтобы они несколько перекрывали друг друга, как показано на чертеже, получают переборочную кривую данного судна. Пользуясь этой кривой, намечают положение аварийных переборок в носу и в корме и распределяют переборки, ограничивающие машинное отделение, устанавливая между ними промежуточные, пользуясь кривой а. Переборки между аварийными и ограничивающими машинные отделения располагают при помощи кривых Ь и с. На фиг. 5 показан простой способ выбора места промежуточных переборок при помощи треугольника с отношением катетов 1:2 (не обыкновенный 30°-ный). Если в результате размещения размеры трюмов окажутся неудовлетворительными, то передвигают машинные отсеки, пока размеры трюмов не станут приемлемыми. Размещенные но этим правилам переборки гарантируют безопасность судна в пределах принятых условий. Однако, если авария повредит одну из переборок, то для судов с коэф-том безопасности >0,50 Н. нарушается, так как затопляются 2 отделения. Увеличение коэф-та безопасности для избежания этого-невозможно. так как уменьшает размеры трюмов и увеличивает вес судна, что невыгодно для эксплоатации. Конструктивные способы устранения этого недостатка: двойные и разделенные у борта переборки применяются редко. Для ликвидации небольших повреждений и уменьшения объема отсеков на больших судах устанавливают второе дно и продольные переборки, однако последние создают опасный крен и поэтому нежелательны. В целях удобства на больших судах переборки часто устраивают ступенчатыми. Выбор той или иной комбинации палуб и переборок определяется размещением и необходимостью удовлетворить требования прочности, так как поперечные переборки являются основным элементом поперечной прочности судна. Для военных судов условие погружения при аварии до предельной линии усложняется повреждением в бою самой переборочной палубы и бортов, большой величиной пробоин и необходимостью сохранить посадку в некоторых пределах, обеспечивающих возможность стрельбы. Число и положение переборок определяются из последнего условия по методу проф. И. Г. Бубнова: 1) построением кривых переуглублений и изменения посадки, при затоплении любого отсека, для распределения отсеков, дающих одинаковое предельное изменение посадки, и 2) вычислением необходимого для этого количества переборок в зависимости от размеров пробоины. Однако необходимость обеспечения живучести корабля вынуждает устанавливать добавочные водо-ненроницаемые переборки и палубы с таким расчетом, чтобы механизмы, находящиеся в каждом отсеке, работали независимо от затопления соседних, сохраняя безопасность корабля. Поэтому метод Бубнова может служить лишь коррективом, препятствующим установке чрезмерного количества переборок. Устройство двойного дна, переходящего в оконечностях в платформы, а у бортов-в бортовые отсеки, для военных судов обязательно. Отсеки междудонного пространства используются для хранения жидкого топлива и воды. Наконец на военных судах возрастает значение переборок как препятствия распространению пожара. В виду сложности обеспечения Н. военных судов, размещение и размеры отсеков лишь поверяются расчетом затопления, по ф-.11ам, предложенным Бубновы.м для всех трех случаев затопления отсеков. Эффект затопления группы отсеков в поверочном расчете и для служебных надобностей (определения отсеков, которые следует затопить для выравнивания корабля после аварии) определяют, суммируя эффекты затопления каждого отсека, учитывая характер его заполнения и вводя поправки в значения суммарной мета-центрич. высоты, так как уПуФт. При поверке Н. судна особое внимание обращается на перерасчет остойчивости (см.) в новых условиях: судно должно погружаться до предела не опрокидываясь. Конструкция переборок должна выдерживать давление воды, давая судну достаточную поперечную прочность, и быть водонепроницаемой. Чтобы достигнуть этого, переборки склепывают из тонких листов  Фиг. 6. (работающих от давления воды при аварии на растяжение) и стоек, соединенных с набором корпуса. По периметру переборка и все проходящие через нее детали обделываются рамами и чеканятся. Размеры листов и стоек торговых судов подбираются по таблицам Правил постройки , а военных - рассчитываются. Каждый отсек, в к-ром работают или находятся люди, д. б. снаб- жен прямым выходом на переборочную палубу. Отверстий в перебоэках для сообщения между отсеками или избегают или снабжают их прочными закрывающими приспособлениями, управление к-рыми вьшодится на переборочную палубу. Наиболее простым типом водонепроницаемых дверей являются двери на задрайках с рукоятками, выведенными по обе стороны переборки (фиг. 6); закрывание их возможно лишь на месте. Скользящие вертикально или горизонтально двери (фиг. 7) закрываются механическим приводом, состоящим из одной или двух зубчатых реек, скрепленных с дверью и передвигаемых шестеренками, укрепленными на валу; вал конической передачей соединяется с рукояткой для закрывания с места и с серией валиков, соединенных шарнирами Гука и выводимых на переборочную палубу для закрывания оттуда маховиком. Электрификация позволяет централизовать управление дверями всего корабля, электромотор устанавливается на двери, включение его производится с центрального поста, в проводку ставят специальный коммутатор, так что моторы включаются автоматически через 3 ск. один за другим после замыкания главного рубильника; при включении пятого мотора первый выключается,-т. о. одновременно работают четыре мотора, пока все двери не будут закрыты; вся операция при 25 дверях требует 75 ск. При появлении механического препятствия для закрытия двери мотор автоматически останавливается, но опять начинает работать после удаления препятствия до полного закрытия двери, о чем пост управления извещается ламповым сигналом. Гидравлическое устройство м. б. приведено в действие: паи месте с обеих сторон переборки, с центрального поста и автоматически-поплавком-при затоплении отделения, водой. Устройство это состоит из силовой станции, центрального и местных приборов управле- ния, гидравлич. машин и трубопроводов- напорного и отливного. Чисто гидравлическая система Stone-Lloyd-System из двух специально установленных помп, подающих воду под напором в золотник управления и далее к калсдой двери, - довольно сложна (золотники, зубчатые передачи, пружины) и совершенно не действует при порче помп. Этих недостатков лишено пневмо-гидравли-ческое устройство системы Dorr Atlas Werke (фиг. 8), в к-ром помпы а двойного действия подают воду заблаговременно из цистерны б отработанной воды в цистерну-аккумулятор в, заполняя ее на VsJ воздушный насос г накачивает воздух в верхнюю часть цистерны-аккумулятора, емкость последней достаточна для троекратного закрывания и открывания всех дверей. Центральный регулятор в этой системе состоит из четырех-ходового крана е, при положении которого е , изображенном на фиг. 9, двери задраиваются. К каждой двери идут два отростка напорных магистралей д vi. ж vi один-от главной отводной трубы з. Местные приборы управления состоят из двойного трехходового крана к (Т-образные каналы пробки этого крана лежат в двух плоскостях и повернуты на 90°; труба, которая подводит напорную воду, имеет в теле крана двойной выход к обоим рядам каналов) и четырех-ходового крана л. В положении е'- двери отдраены (фиг. 8), все двери открываются, в положении е - двери задраены (фиг. 9)-все двери закрываются. Нормальным по- 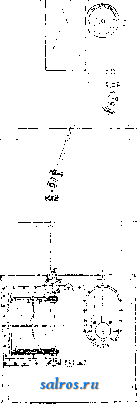  фиг. 7. ложением рукоятки местных кранов к и л является указанное на положении 1 фиг. 8. Чтобы закрыть одну из дверей при положении главного крана е', необходимо местный кран % поставить в положение 2, тогда напорная магистраль будет соединена с верх- ней полостью цилиндра м, и дверь закроется; это положение крана % не даст никакого результата, если все двери уже задраены с центрального поста, и не изменит положения двери при перемещении е в положение е -дверь останется закрытой (как видно этого ручным маховичком р переводят рычаг с в показанное иа фиг. 10 положение 2; однако как только перестают действовать на маховичок, давление воды на скалку золотника повернет рьгааг с вниз, и дверь автоматически снова закроется. При положении
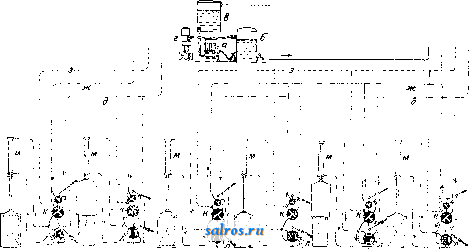 Полотение 1 Фиг, 8. Положение Z ПолотеииеЗ Положение А- Положение 5 Фиг. 9. Положение в из положения 4 на фиг. 9). Для закрытия всех дверей главный кран е поворачивают в положение е , указанное на фиг. 9; тогда все двери с нормальным ноложением кранов кил (положение 5) закрываются, двери, бывщие раньше закрытыми (положение 4), остаются в прежнем положении. Чтобы открыть одну из дверей, закрытых при положении центрального крана е , кран л ставят в положение 5; однако, как только рукоятку л отпускают, под действием груза она автоматически поворачивается обратно в положение 6, и дверь вновь закрывается; при открытии двери рукоятка крана к д. б. одновременно повернута кверху, что выполняется автоматически при помощи тяги с прорезом, связывающей р^лсоятки кранов к к л. Гидравлич. установка для обслуживания водонепроницаемых дверей системы Stone изображена на фиг. 10. Насос а непрерывно засасывает воду из цистерны отработанной воды б и подает ее под давлением в напорную магистраль в; излишек напорной воды перетекает через особый предохранительный клапан г обратно в цистерну б. Главный распределительный золотник д перестановкой вспомогательного золотника е передвигается поршнямр! ж или 3 и сообщает поочередно обе распределительных магистрали к иле напорной магистралью в или обратньпу! трубопроводом л*. В положении главного золотника, указанном на фиг. 10 ( двери задраены ), магистраль л стоит под напором, и вода, проходя через местный распределительный золотник и (положение 1 на фиг. 10), проходит в верхнюю полость цилиндра о, опускает поршень, ходящий в цилиндре, и через зубчатую передачу с рейками закрывает дверь п. При этом положении любая дверь лтонет быть открыта на месте: для плавного золотника двери отдраеньг (основное положение, в которое золотник автоматически приводится небольшим поршнем, соединенным со штоком вспомогательного золотника м) распределительная магистраль к сообщается с напорной магистралью, и все двери, у которых рычаги с стоят в положении i, отдраиваются. Если же необходимо данную дверь закрыть, то рычаг с маховичком р переводится в положение 2, и: 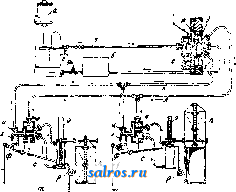 -rrfSI- Пшгожение/ Положение 2 Фиг. 10. дверь задраивается; в этом иололсении дверь остается и после того, как перестанут действовать на маховичок, так как кожух золотника соединен с обратньпй трубопроводом и следовательно давление в нем настолько незначительно, что оно не в состоянии преодолеть сопротивления трения передаточного механизма. Если при псложении глав- ного золотника двери отдраены в одно из отделений судна проникнет вода, то она по достижении некоторого уровня заставит подняться поплавок т, который при этом тягой у повернет упорку ф, удерживаютцую обычно аварийный поршенек х в верхнем положении. Так как при положении двери отдраены левая часть ц кожуха местного золотника стоит под давлением, то поршенек х, опускаясь вниз, переведет рычаг с в положение 2, и дверь будет задраена. Если после этого главный золотник переведут в положение двери задраены , то данная дверь останется задраенной, так как в этом случае левая часть ц кожуха сообшается с обратным трубопроводом и следовательно поршенек X не стоит под давлением, а потому скалка золотника н переведет рычаг с в положение 1. Но этой же причине в положении двери задраены поплавок вообще не оказывает никакого влияния на положение дверей. Обе системы имеют ручное управление на случай порчи гидравлики. Система Atlas Werke более надежна и более долговечна; с другой стороны, система Stone имеет то преимущество, что она соединена с поплавком, автоматически закрьшающим двери при попадании в отсек воды. На торговых судах двери задраиваются с мостика в момент аварии. На военных- по боевой тревоге, т. е. заранее, и поэтому на последних описанных механических устройств не употребляют. После аварии прежде всего восстанавливают остойчивость, а потом выравнивают диферент и крен. В целях точного осведомления, какие отсеки заполнены водой, и управления затоплением отсеков, на военных судах устраивают центральный трюмный пост, в котором устанавливают сигнальные приборы, указывающие, какие отсеки заполнены, и сосредоточивают управ.ление затоплением отсеков. Лишь после выравнивания посадки пробоину заделывают (подводят пластырь) и откачивают воду из затопленных отсеков посредством водоотливных средств, главное назначение к-рых однако состоит не в этом, а в удалении воды, фильтрующейся через переборки. Водоотливные средства на военных судах состоят из автономных паровых, гидравлич. или электрич. трубонасосов. Окончательное осушение отсеков и отлив воды на торговых судах производятся в магистраль системы осушения, соединенную с машинными или со специальными помпами. Возможность сохранения Н. даже при тяжелых повреждениях, при рациональной конструкции корабля, доказали боевые корабли в Ютландском бою, в войне 1914-18 гг. Лит.: L о V е 11 ЛУ. J., Applied Naval Architecture, chapt. 1, L., 1920; Johows Hilfsbuch f. den Schiffbau, 5 Aufl., B. 1, в., 1929; P a g e 1 C, Die Schottvor-schriften d. internationalen Vertrages, zum Schutze d. menschlichen Lebens auf See, Jahrb. d. Schiffbautech-nischen Ges. , В., 1916; Kliemchen, Graphisches Verfahren zur exakten Bestimmung d. Schottkurven ines Schiffes bei verschiedenen Beflutungsgraden, Schlftbau , В., 1919, Jg. 20, p. 325; Abel, Schottkurven, Jahrb. d. Schiffbautechn. Ges. , В., 1915-16, p. 119; Denny A., Subdivision of Merchant Vessels, Report of the Bulkhead Committee 1912-1915, Trans-act. of the Institution of Naval Architects*, L., 1915; Denny A., Notes on the Curves a. Formulae for Regulating the Watertight Subdivision ol Passenger Ships, ibid., 1923; H e n d e г s о h n A. C. F., Subdivision of Large Passenger Steamers, ibid., 1923; L o- V e 11 W. J., On a Method of Obtaining for Ship Design the Spacing of Bulkheads according to the Rules of the International Convention, ibid., 1917; Webster G., The Subdivision of Passenger Vessels, ibid., 1920; Welch J. J., The Watertight Subdivision of Ships, ibid., 1915; F 1 a m m O., Unsinkbarkeit mo-derner Seeschiffe, Jahrb. d. Schiffbautechn. Ges. , В., 1913; R u d 1 0 f f J., Die Sicherheit havarierter Schiffe gegen das Kentern, ibid., 1920; Wittmaack H., Zur Sicherheit- d. lecken Handelsschiffe, ibid., 1917; CM. также Военгше суда. P. Тишбейн. НЕПРЕРЫВНОПОТОЧНОЕ ПРОИЗВОДСТВО, непрерывный поток , или работа непрерывным потоком есть такая организация смены рабочих операций, при которой они выполняются в определенной последовательности в пространстве и во времени. Распределение в пространстве означает, что каждая операция выполняется на специально предназначенном для этой цели станке, причем станки (машины-орудия) размещены в порядке последовательности технологической обработки каждого данного изделия. Подобный принцип распланировки оборудования называется групповым в отличив от цехового , при котором станки расставлены по цеховому признаку, например отдельно-фрезерные, отдельно-токарные и т. д. Цеховая распланировка наиболее свойственна индивидуальному и мелкосерийному производству; групповая характерна для крупносерийного, массового производства, создавая необходимую в этих условиях и р я -моточность технологического процесса и обеспечивая сокращение пути, проходимого обрабатьшаемой деталью. На фиг. 1 представлены этапы развития работы непрерывным потоком. Работа непрерьшным потоком характеризуется непрерьшной сменой обрабатываемых изделий на рабочем месте, без междустаночн. запасов полуфабрикатов. Оценим влияние размера этих запасов на скорость оборота капитала. Пусть Т-сумма времени, затрачиваемого всеми деталями в ожидании начала обработки на данном станке; Т^-время, затрачиваемое на это одной деталью; п-число деталей в партии; t- время обработки одной штуки. Тогда Ti=nf (время задержки одной детали) и T=nt (время задержки всей партии от момента прибытия к станку и до передачи этой партии на последующее рабочее место). Для одной штуки потеря времени на ожидание обработки на станке пропорциональна первой степени числа штук в данной партии, а д.ля всей партии в целом эта потеря пропорциональна квадрату числа штук. Из ф-лы Т = nt следует, что при сокращении п значительно уменьшается продолжительность пребывания обрабатываемого изделия в междустаночных запасах. Наименьшее значение Т получает в случае п= 1, т. е. при подаче изделий от станка к станку но одной штуке без междустаночных запасов. Это условие, создавая непрерывность в обработке изделий, требует в свою очередь синхронности операций. Синхронность, являющаяся характерным признаком работы непрерывным потоком, достигается тем, что все операции данного потока происходят в отрезки времени, равные или кратные определенному отрезку времени, к-рый назьшает-ся рабочим тактом данного потока и является основной расчетной величиной при го проектировании. Синхронность и непрерывность операций создают единый производственный ритм, к-рому подчинены все охваченные потоком рабочие места. Схематически проектирование производства непрерывньш потоком сводится к ляемостью к изменяющимся заданиям отличаются с б о р о ч н ы е потоки, наименьшей-т ехнологические (обрабатывающие). При проектировании непрерывного потока большое внимание уделяется рациональ- Этапы разёития работы непрерыбнш потопом Цеховое произбодстбо Групповое произбодстбо Работа непрерыбмош потонои Нормаломое Ритм.. Ис полнение. Орга.чизобаиное Чориалоное Оизльзящве без механич транспарта Свободно устанавливаемый. Минтуемый сигналами Сиегапичеснии транспортом Диктуемый Ручной Снальзящий Ручной Снользящии Периода чесний Иепре; рыЬпый. на возле на трамсгортмои ленто) Фиг. 1. следующему: а) составление спецификации деталей и сборочных комплектов; б) составление перечня операций как по обработке деталей, так и по сборочным работам; в) вы-ор оборудования по каждой операции и определение чистого времени, рабочего времени (с прибавкой иа утомляемость и т. д) и расчетного времени; г) подсчет оборудования по каждой операции на основе расчетного времени и заданного выпуска; д) составление элементарных потоков на каждую деталь и каждую сборку; е) разработка схемы трансиортирования в соответствии с потоками и ж) разработка строительных и прочих деталей проекта на основе требований технологии, ироцесса. Перед составлением спецификации деталей и сборных комплектов д. б. выполнено конструктивное изучение изделия, припятого для производства непрерывным потоком. Важнейшей предпосылкой для введения непрерывного потока является установление стандарта изделия, л, таклсе размеров выпуска, достаточных для бесперебойности потока и оправдывающих производимые при его введении затраты. Работа непрерьшным потоком есть высшая форма массового производства, хотя в промышленной практике нередки случаи применения принципов непрерывного потока при сравнительно небольших выпусках. Размер выпуска и конструкция изделий д. б. предварительно точно заданы, поскольку всякив изменения впоследствии, в условиях налалсенного потока, чрезвычайно болезненно отражаются на всех участках производства. Наибольшей гибкостью и присиособ- Т. Э, т. XIV. ноигу разрешению транспортной задачи. Существует много потоков, в которых обрабатываемое изделие передается от одного рабочего места к другому вручную, однако в большинстве случаев наиболее целесообразной является механизация транспорта.Весьма распространенным транспортным средством (особенно для сборочных потоков) является конвейер (см. Конвейер и Внутризаводский транспорт). Расчет конвейера непрерывного движения (в отличие от конвейера периодиче. кого движения) м. б. произведен по следующей ф-ле: Ь = пА = 7iziS + s) = vT = vin = V п, где L-обычная длина конвейера, Л-расстояние между станциями (рабочими местами) на конвейере; п-число станций; г-число изделий меледу рабочими места.ми; S- длина изделия на конвейерах; s-расстояние между изделиями на конвейере; v-скорость конвейера; t-рабочий такт; Т-время прохождения изделием всего потока; В- число рабочих часов в году в одну смену; 50-число минут действительной работы в 1 час (10 мин. в обычных расчетах отводится на потери, связанные с необходимостью отдыха, мытья рук и т, и.); w-заданный годовой выпуск в штуках. А обычно не делается меньше 1 Л1; v-дается в пределах от 0,5 и до 2-3 м/мин (при простых и кратковременных операциях). В случае применения конвейера нериодич. движения f=ii+a> где tx-время, потребное для передвижения всей линии на расстояние одной станции, и - время пребьшания конвейера в неподвижном Обозначения транопортных приспособлений, применяемых при работе нвпрершбным потопом Ленточный транспортер. Стол с ленточным транспортером. 0>1 Пластинчатый транспортер Стол с пластинчатый транспортером. П оборотный Верстан с ленточным транспортером. Самотаска.  Верстан с самотасной. Телвжна на рельсах Подбилсные площадки на рельсах Подбесной путь. Подбесные площадни. Канатный транспортер 6 6 6 гг 6 5 6  Наклонный желоб в Винтовой желоб.  Цепной транспортер  Роликовый пут о Самотасна на ролинах. РельсоЬый путь Д2 Фиг. 2. СОСТОЯНИИ (что составляет продолжительность одной операции). В этом случае в ф-лу вместо i должно быть подставлено только t. Наряду с конвейером в целях механизации транспорта при работе непрерывным потоком применяется ряд других транспорт- НЕПРЕРЫВНЫЕ ДРОБИ ных механизмов. Стандартные обозначения транспортных приспособлений, разработанные AWF, показаны на фиг. 2. Из приведенной фигуры видно, что кроме транспортных механизмов нри работе непрерывным потоком находят широкое применение всякого рода небольшие и дешевые устройства-наклонные желоба, спуски, пе-редвижн. настольные ящики и т. п.,-транспортирующие изделие от одного рабочего места к другому. Значительное распространение имеют рельсовые пути, по которым передвигаются тележки, несушде иа себе собираемое изделие (особенно в случае таких крупных изделий, как станки, тракторные двигатели, текстильные машины и т. п.). Применяются также карусельные устройства: здесь сборочный поток располагается не ио прямой линии, а по окружности карусели. Регулирование потока достигается путем регулирования скорости транспортных механизмов непрерьшного действия. Наряду с этим, а также при отсутствии этих механизмов (т. е. в случаях потоков без принудительного движения), широко применяются звуковые и световые сигнальные анпа-заты, работаюпще от часового механизма. : 1ри сигнале по линии всего потока происходит передача обрабатываемых изделий от предыдущих к последующим рабочим местам. Контроль качества обрабатываемых (или собираемых) в потоке изделий обычно включается в линию потока и рассматривается таким образом как одна из операций, на к-рые расчленено изготовление (или сборка) всего изделия. Исключение делается для особо сложных и длительных проверок либо для крупных изделий, а также в случаях окончательного испытания. Исправление ошибок, обнаруженных нри контроле (если таковое возможно) производится вне потока специальными ремонтными бригадами, после чего изделие вновь поступает в поток, где проходит всю последующую обработку (или сборку). Наряду с качественньим контролем существует количественный учет изделий, находяпц1хся в производстве, законченных обработкой и поступаюпщх в сборку, а также переходянщх из сборки в упаковочное отделение. Этот учет ведется при помощи счетчиков, автоматически регистрируюгцих количество изделий, проходящих через определенные (наиболее ответственные) точки потока. Отклонение от заданных норм служит показателем неполадок на отдельных рабочих местах или на всем потоке в целом. Организация производства при непрерывном потоке характеризуется: а) значительным усилением отделов подготовки производства, б) упрощением ироизводствеиного учета, в) упрощением технико-нормировочной работы, г) автоматизацией контроля производства (см. выше). Обьглно средняя ква-.тификация рабочей силы, занятой в потоке, ниже средней квалификации рабочих серийного производства. Это обстоятельство объясняется значительной диференциацией работы на несложные операции. Одновременно возрастает потребность в рабочих высокой квалификации для замещения должностей инструкторов, настройнц^ков, бригадиров, приемиц1ков и пр. При работе непрерьшньв! потоком наибольшее распространение имеет повременная оплата, другой системой является бригадная оплата всей группы рабочих, занятых на отдельных потоках. В случае отсутствия принудительного ритма целесообразно применение премиальных систем. Исходя из естественной при работе непрерывным потоком уштотненности рабочего дня, которая обычно превосходит таковую в условиях серийного производства, необходимо особое внимание уделить рациональной организации труда д.ля иредуиреждения чрезмерной гомляемости рабочих, занятых в потоке. Важно создать благоприятные санитарно-гигиенические условия труда, установить научно обоснованные (ио длине и их распределению) иерерьшы в течение рабочего дня, наладить культурно-бытовое обслуживание трудящихся. Вместе с постоянныЧ! изучением психо-физиологических особенностей труда в условиях данного потока с последующим практическим использованием результатов этого изучения, указанные выше мероприятия создают базу для широкого применения работы непрерьшным потоком как одного из направлений социалистич. рационализации производства. В СССР Н.-п. п. введено рядомпредприятий швейной промышленности, металле- и электропромышленности. По методу неирерьш-ного потока будет поставлено производство на строяпщхся наших гигантах по производству автомобилей и тракторов. Если в условиях СССР социалистическая рационализация применяет Н.-п. п. с полным учетом требований здорового труда, то на Западе в капиталистич. мире метод непрерывного потока используется как средство усиления эксплоатации рабочих. Работа у конвейера, работа на ленте , при бешеной интенсификации труда, какая налицо в капита.листич. хозяйстве, имеет своим следствием чрезмерную изнашиваемость рабочих, усиление их заболеваемости и смертности и сокращение периода их работоспособности. Рабочее движение на Западе поэтому борется против капиталистич. применения Н.-п. п. Лит.: М е к к б а X Ф. и К и н ц л е А., Работа непрерывньш производственным потоком, пер. с нем., М.-Д., 1927; Работа непрерывным потоком, Сборн. статей под ред. Л. Я. Шухгальтера, М., 1930 (с бпб-лиогр. указ. по 1930 г.); Л а у к е Г., Вопросы расчета при работе непрерывным потоком, пер. с нем., М., 1930; Транспортные приспособления при работе непрерывным потоком, *Труды AWF*, пер. с нем., Москва, 1929; Рубинштейн М., Капиталистич. рационализация, 3 изд., М., 1930; Лазарев В., Работа непрерывньш потоком, М.-Д., 1929; Б у р-д я п с к и и И., Основы рационализации производства, 2 изд., гл. 4, М., 1931; Рабочие о непрерывном потоке, Москва, 1929. Л. Шухгальтер. НЕПРЕРЫВНЫЕ ДРОБИ, конечные пли бесконечные дроби вида где bo, bi, b, ... и tti, аг, аз, ...-целые чи-.ла; в частности ai = a2=... = l, а может равняться 0. Пусть х-положительное лей-ствительное число (рациональное или ирра-циона.лы1ое). Его можно представить в виде; где ЬоО - целое число, < 1- Далее a?i>l представим в виде 1 = bi + где &, 1-целое, * < 1. Продолжая далее, имеем: ж = Ъ„ Вставляя значе- где Ьп 1-целое, < 1. ния (2), ... (3), ... в (1), получим И. д. конечную или бесконечную. Целые числа Ьо, bi, .... b называются неполными частными. Если х рациональное число ж = , то неполные частные получаются методом последовательного деления (алгоритм Эвклида): делим А на Ai; пусть будет частное и остаток А^; А = Афо-{- Ai, далее делим А^ на А^-частное bi, остаток 3 и т. д. Так как остатки все время уменьшаются, то после конечного числа шагов деление произойдет без остатка: An = An+ib . Отсюда = Ьо + Таким образом рациональное число разлагается вконечную Н.д,и обратно, проделав все действия в конечной Н. д., получим рациональное число. Разложим теперь в Н. д. иррациональное число V2, вьщеляя каждый раз целую часть: 1/2=1 + ; х = 37Т-Т = + = + Получается бесконечная Н. д.: /2=1 + -- 2 +---, +2 + -. В теории Н. д. большую роль играют подходящие дроби. Если в Н. д. (4) ограничимся одним, двумя, ... п неполными частными, получим 1-ю, 2-ю, п-ю подходящую дробь: = bo + - 4 bi + ~ Pa i 1 bobiH- 1. - - o -r (bobi + Dba + bp bibo + l Qn Qn-ibfi-i H- 9h-2 Подходящие дроби дают приближения истинного значения П. д., притом нечетного порядка-но недостатку, четного-по избытку. Так, подходящие дроби для Н, д. (5): Pil- Plh.lSwp.. Рз .4 2 + 1 Qi 1 вг 2 2 Зз 2.2+1 = 1=1,4;* 7.2 + 3 17 .ро = Г:2 + 2 = Г2 = 14*56.. будут приближенными значениями ]/2. Н. д. применяются для вычисления логарифмов, для приближенного интегрирования и пр. Лит.: С е р р е П., Курс высшей алгебры, пер. с франц., СПБ, 1897; Марков А., Исчисление конечных разностей, Одесса, 1910; Р е г г о п 0., Die Lehre von d. Kettenbriichen, Lpz.-В., 1913. В. Степанов. НЕПРОМОКАЕМЫЕ ТКАНИ, см. Водонепроницаемые ткани и Ткани технические. НЕРВЮРА, см. Аэроплан. НЕРЖАВЕЮЩАЯ С Т А Л Ь, специальная сталь, очень устойчивая в отношении ржавления и разъедания кислотами, щелочами, растворами солей. Изобретена около 1915 г. почти одновременно в Англии (Brearley), в Америке (Haynes) и в Германии (Strauss & Maurer). Главной составной частью Н. с, сообщающей металлу высокую химическую устойчивость, является хром в количестве 12-14%; другие специальные примеси (Ni, Si, Си, W и Мо) только усиливают указанное действие хрома. П. с. делится на х р о-мовую и хромоникелевую; в первой наряду с обычными примесями (С, Si, Мп, S, Р) содержится 12-14% Сг, во второй- кроме 10-22% Сг имеется еще 6-10% Ni. Характерной особенностью Н. с. является малое содержание в ней С (< 0,5%), так как только нри этом условии Н. с. легко подвергается механич. обработке и приобретает высокую химич. устойчивость. Присутствие других специальных примесей (Си, Si, W, Мо) мало характерно для Н, с. и нередко объясняется только натентными соображениями изобретателей. Приведенная общая характеристика состава П. с. иллюстрируется данными табл. 1. Табл. 1.-с о д е р ж а н и е примесей в различных сортах нержавеющей стали. Обозначение Н. с. Хромовая сталь мягкая Хромовая сталь средней тве рдости........ Хромовая сталь очень твердая ......... Хромоникелевая сталь Крупна V1M ...... Хромониклевая сталь Крупна V2A ...... Хромоникелевая сталь с W........... Хромоникелевая сталь с W и81......... %-ное содержание примесей 0,10 0,351 0,60 0,21 0,40 0,25 0,35 Si Мп Сг 0,40 0,30 0,25] 0,50 1,2.5: 0,40 0,40 0,40 0,40 0,50 14,0 13,5 16,5 10,0 22,9 18,0 18,0 N1 W 1,75 9,62 8,0 8,0 0,60 4,0 Н.С. готовится исключительно В электрических печах, обеспечивающих меньший угар Сг по сравнению с мартеновскими иечами и исключающих в противоположность тигельной плавке возможность науглероживания металла. Сг вводится в виде малоуглеродистого (< 1 % С) феррохрома, пслучаемого рафинированием обыкновенного феррохрома с 5-6% С или выплавкой его по способу Гольдшмита. Применение малоуглеродистого феррохрома является слабым местом ме-та.ллургии Н. с. и сильно повышает стоимость ее. При отливке Н. с. соблюдается ряд предосторожностей для получения слитков с во.зможно здоровой поверхностью; еще больше предосторолгаостей соблюдается при горячей механич. обработке слитков и при НЕРЖАВЕЮЩАЯ СТАЛЬ дальнейшей термической обработке готовых изделий, так как при недостаточно осторожной обработке Н. с. в ней легко появляются трещины. Н. с, в особенности при малых содержаниях С (0,1-0,2%) и высоком нагреве (1000-1 200°), легко поддается всем видам горячей обработки-прокатке, ковке и штамповке; в последние годы достигнуты крупные успехи также и в холодной обработке Н. с. волочением, прокаткой и штамповкой. образованием однородного твердого раствора. При последующем отпуске до температуры в 400-600° в изделиях получают какую-либо из структур отпуска (троостит, сорбит), отвечающую наиболее выгодньтат механическим свойствам. Наиболее характерные свойства Н. с.-кислотоупорность и неокисляемость-резко выделяют ее из ряда других железных материалов, как это видно например из табл. 2. Табл. 2.-X а р а н т е р и с т и к а химической устойчивости различных сортов нержавеющей стали.
Н. С. вследствие большого содерлтния в ней специальных примесей является в большей или в меньшей стенени самозакаливающейся и при умеренных скоростях охлаждения получается аустенитовой или же мар- При высокой химич. устойчивости Н. с. отличается и высокими механич. качествами, зависящими не только от химич. состава Н. с, но и от термич. обработки ее, как это видно из табл. 3. Табл. 3.-Характеристика механических свойств различи j,[x сортов нержавеющ е й с т а л и. Обозначение Н. с. %-ное содержание с Хромовая сталь I па1 ....... То Hie....... То же....... Хромовая сталь мягкая ....... То же....... То же....... Хромопикелевая сталь Крупна VlM То же ....... Хромопикелевая сталь Крупна V2A 0,33 0,33 0.33 0,07 0,07 0,07 0,21 0,21 0,24 Термич. обработка 12,43 12,43 12,43 11,7 11,7 11,7 10,0 10,0 20,2 0,36 0,36 0,36 0,57 0,57 0,57 1,75 1,75 Зак. 900°, отп. 400° Зак. 900° отп. 500° Зак. 900°, отп. 700° Зак. 900°, отп. 560° Зак. 930°, отп. 700° Зак. 930°, отп. 750° Зак. 900°, отп. 550° Зак. 900°, отп. 700° Отожжен. ISO 78 68 92,5 48,2 43,9 52 84 42,5 175 120 100 114,0 63,6 57,5 74 95 83,5 5 15 22 18,0 26,5 31,0 24,3 16,6 59,0 О Н о рз Нвг
тенситовой структуры и только при очень замедленном охлаждении она приобретает перлитовую структуру. Последняя является нежелательной как вследствие меньшей химической устойчивости ее но сравнению с мартенситовой и аустенитовой структурами, так и вследствие невысоких механич. качеств. Поэтому все изделия из Н. с. подвергаются закалке и последующему отпуску. Закалка в масле или в струе воздуха производится от 1° 900-1 200°, причем присутствую шде в Н. с. карбиды растворяются с Н. с. применяется в различных отраслях промышленности: в машиностроении - для турбинных лопаток, для клапанов двигателей внутреннего сгорания, для разного рода паровых вентилей; в химической промышленности-для мешалок, реакционных сосудов, змеевиков и прочей аппаратуры; в пищевой-для бродильных чанов, варочных и испарительных сосудов; в бумагоделатель-НОЙ--ДЛЯ голлендеров (ролов) и голлеидер-ных ножей. Особенно разнообразны применения П. с. при изготовлении медицинских НЕРНСТА ЛАМПА инструментов и различных протезов, а таклсе предметов домашнего обихода (кухонная посуда, ножи, вилки, ложки и пр.). С удешевлением Н, с. область ее применения несомненно будет расширяться, и м. б. она найдет себе место и в крупном строительстве мостов, зданий, заводских, ж.-д. и военных сооружений. Лит.: Monypenny J. и. Schafer R., Rost-freie Stable, Berlin, 1928 (исчерпывающая моногра-(1шя о Н. с. с подробным библиографическим указателем до 1928 г.); Parmitter 0., Uigb. Chromium Steels, Transactions olthe Amerucan Society for Steel Treating*, Cleveland, 1929, p. 796; Sergesen R., Effect of Temperature on Stainless Iron, Heat Treating a. Forging*, Pittsburgh, 1929, Jan., p. 55; H о u dr e m 0 n t E. und E h m с к e V., Warmfeste Stable. Archivf.Eisenhiittenwesen , Dusseldorf, 1929,Jg.3, H. 1, p. 61. M. Okhob. HEPHCTA ЛАМПА, см. Лампы электри-уеские. НЕРОЛИН, бромелия, этиловый эфир -нафтола, наряду с метиловым эфиром--я р а-я рай бутиловым эфиром-ф р а г а] 1 о л о м,--весьма распространенные душистые вешества с сильным запахом, который напоминает при сильном разбавлении запах пветов померанца и отчасти земляники; чешуйчатые кристаллы с перламутровым блеском, с 1°пл. 37°; возгоняющиеся кристаллы яра-яра имеют f° . 72°; иногда под названием Н. объединяются этиловый и метиловый эфиры. Для получения обоих эфиров обычно применяются следующие методы: 1) нагревание /9-нафтола с соответствующим спиртом в присутствии крепкой серной кис-.лоты при небольшом избыточном давлении и / 125°; 2) нагревание /5-нафтола с соответствующим спиртом в присутствии безводного хлористого водорода в автоклаве (выход до 60%); 3) нагревание /З-нафтола с калиевой солью этил серной кислоты; 4) пропускание паров Д-нафтола и паров спирта через (жись алюминия при 400°: Сырой эфир про-гывают щелочью и подвергают перегонке в вакууме или возгонке. Применяются Н. и его аналоги широко в мыловарении, как продукт дешевый и не изменяющийся в мыле, а также при производстве фруктовых эссенций. Потребность СССР, составляющая ок. 5 ООО кг, удовлетворяется полностью внутренним производством. Б. Рутовский. Лит.: см. Душистые вещества. НЕРУДНЫЕ ИСКОПАЕМЫЕ, см. Мипе-ра.яьное сырье. НЕСГОРАЕМЫЕ ШКАФЫ, см. Сейфы. НЕСОИЗМЕРИМЫЕ ЧИСЛА, иррациональные числа. П. ч. встречались еще у греков. Эвклид (330-275 л. до нашей эры) впервые дает своим учением о пропорциях по тому времени строгое обоснование П. ч. При решении простых геометрических задач, как например проведение диагонали квадрата, оказалось, что величина этой диагонали несоизмерима с его стороной, т. е. на какое бы большое число равных частей мы ни разделали сторону квадрата, откладывая эти части на диагонали, мы покроем ее либо с избытком либо с недостатком. Реальное существование несоизмеримых величин и повлекло за собой Создание отвлеченной меры таких величин, т. е. несоизмеримых чисел. Современный взгляд на Н. ч. принадлежит Дедекинду (конец 19 в.). Все рациональные числа, т. е. дроби вида (где р и q-целые числа), разбиваем на два класса, такие, что: 1) все числа первого класса меньше всех чисел второго класса; 2) первый класс не имеет наибольшего числа, второй не имеет наименьшего числа (отсюда между прочим следует, что существуют числа: одно из 1-го класса, другое из 2-го класса, разность между которыми произвольно мала). Это разбиение, или сечение, определяет (единственное) Н. ч., к-рое как бы заполняет промежуток между двумя классами. Рациональные и Н. ч. в совокупности назьшают-ся действительными числами. Они образуют непрерывное множество (континуум), которое вследствие непрерывности отображается на всю прямую линию-числовая прямая. Пример. Известно, что рационального числа, квадрат которого был бы равен 2, не существует. Разбиваем все рациональные числа на два класса, относя к 1-му все отрицательные числа, нуль и все те положительные числа, квадраты которых < 2, и ко 2-му классу те положительные числа, квадраты которых > 2. Тогда сечением будет число, квадрат которого равен 2, т. е. /2. Этому числу, введенному как сечение, соответствует реальная величина-диагональ квадрата со стороной 1. Простейшие Н. ч. суть неизвлекаемые радикалы и корни (решения) квадратных ур-ий II ур-ий высших степеней. Такие числа- алгебраические Н. ч. Существуют кроме них трансцендентные П. ч., не являющиеся корнями алгебраич. ур-ий с рациональными ко-эфициентами, напр. л (отношение длины ок-рул^ности к диаметру) и е (основание неперовых логарифмов). Мы показали на примерах реальность введенных нами Н. ч. (сечений). Однако при практич. вычислениях и измерениях мы пользуемся исключительно рациональными числами, т. к. на практике употребляется разложение числа в десятичную дробь, и притом ограничиваются несколькими первыми десятичными знаками, тогда как для Н. ч. разложение в десятичную дробь всегда бесконечно (и притом непериодично) . Лит.: Dedekind R., Stetigkeit und irrationale Zahlen, 5 Aufl., Brschv?., 1905 (есть русский перевод: Непрерывность и иррациональные числа, 3 изд., Одесса. 1914); BachmannP., Vorlesungen iiber die Natur d. Irrationalzahlen, Lpz., 1892; D antsher v., Vorlesungen iiber die Weierstrasssche Theorie d. ir-rationalen Zahlen, Lpz., 1908. B. Степанов. НЕСУЩАЯ ВОЛНА в радиотехнике, составляющая модулированной волны, к-рая имеет ту ж;е самую частоту, как и первоначальная немодулированная волна (см. Модуляция); аналогично несущей частотой называется частота П. в. Термин несущая частота встречается также и в проволочной связи при передаче по проводам токами высокой частоты; тогда переменный ток, передающийся по проводу и модулируемый сигналом, называется несущим током. Как всегда, связь между длиной Н. в. /I и несущей частотой f выражается формулой = где с-скорость распространения Н. в. (для случая радиопередачи с- скорость света; при передаче по проводам токами высокой частоты с-скорость распро- 1 ... 18 19 20 21 22 23 24 ... 48 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2007 SALROS.RU
ПромСтройМат |