 |
 |
 |
 |
1 ... 13 14 15 16 17 18 19 ... 48 мерной ленты следует применять большее число сложений. Процесс вытягивания можно иллюстрировать следующим примером. Пусть имеются три неравномерных ленты Л, В, С (фиг. 4). Наибольшая относительная разница по толщине между толстыми и тонкими местами равна: для первой ленты Л-12, для второй В-8, и для третьей С- 19. Если наложить эти ленты друг на друга, получим ленту в три раза толще, причем IS 19 15 13 ft П 15  s.-ii, ЩП-т >±mi.i3 Ш^1щ г±Шп&Щ9 Фиг. 4. неравномерность толщины ее будет значительно меньше; при последующем вытягивании получится лента D, изображенная на фиг. 4, а ее неравномерность, как видно из фигуры, будет равнабУз- Новая лентапо толщине стала равномернее в сравнении с каждой из взятых лент в отдельности. Утонение ленты осуществляется при помощи так наз. вытяжного аппарата, к-рый состоит из двух пар валиков: одна пара, так назьтаемая в ы-т я ж н а я, вращается с большею окружною скоростью, нежели другая-п р и е м н а я, или питательная. За счет этой разницы скоростей и происходит вытягивание ленты. Приемная пара состоит из двух стальных гладких валиков одинакового диаметра, а вытяжная-из нижнего стального и верхнего деревянного валика, большего размера (см. Вытяжка). Гребни представляют собой металлические пластинки толщиной 25 мм, снабженные иглами. Иглы входят в ленту под прямым углом тотчас же по выходе ее из приемных валиков. Здесь происходят и дробление волокна и его про-чесьгоание. Иглы движутся с постоянною скоростью между парами валиков. Эта скорость однако больше окружной скорости прггательных валиков и меньше окружной скорости вытяжных. За счет этих разностей скоростей происходит прочес ленты вблизи пар валиков. Кроме того своим присутствием они усиливают поле сил трения между парами. Благодаря этому короткие волокна имеют возможность от питательных валиков перейти к вытяжным без остановки. Если бы этого поля трения не было, то короткие волокна могли бы задержаться между парами и образовать утолщение ленты, вслед за которым обьгано образуется тонкое место (п е р е с е ч к а). Т. о. гребни снова осуществляют дробление, прочесьшание и параллелизацЕпо волокна. Но здесь работа гребней отличается от прежней: они работают теперь уже не концами, а корневою частью, благодаря чему и создается поле сил трения игл. Весь этот процесс вытягивания называется г и л л и н г. Кар д-м а ш и н а. Целью кардочесация является: 1) очищение волокна, т. е. удаление примесей-костры и мелких перебитых волокон, 2) расщтывание очеса и более правильное распределение его по поверхности чесальных орудий. Кард-машина состоит (фиг. 5) из центрального большого барабана с ;2Г^60 дм., вращающегося около горизонтальной оси со скоростью 160-180 об/м. По цилиндрич. поверхности его и на определенном расстоянии от нее расположены малые цилиндры - вальяны с 0=1 - 8 дм.. Как главный барабан, так и вальяны по поверхности своей снабжены стальными иглами, загнутыми в определенном направлении. Спереди машины во всю ширину натянуто на двух деревянных валиках бесконечное полотно, на которре порциями равномерно накладывается очес. Дойдя до конца полотна, очес захватьшается иглами питательных валиков, с которых затем он снимается иглами главного барабана. В этом круговом движении волокна встречают восемь пар вальянов. Каждая из этих пар состоит из рабочего вальяна, или т и х о г о, и чистительного, или бойкого, вальяна. С каждой из этих пар вальянов главный барабан совершает одни и те же операции в следующем порядке. В месте соприкосновения рабочего вальяна и барабана происходит самое кардование, так как здесь зубья у главного барабана и рабочего вальяна направлены в противоположные стороны и скорость вращения барабана больше скорости вращения вальяна. В месте соприкосновения рабочего вальяна с чистителем осуществляется снимание волокна с первого вторым. Далее происходит передача волокна с чистительного вальяна барабану. Рабочий Щетка Съемный (алиям Гребвнна 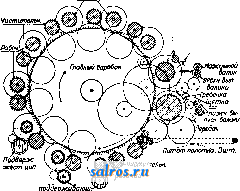 анршик) фиг. 5. цилиндры Пройдя т. о. 8 пар, очес встречает еще два одинаковых вальяна-верхний и нижний (съемные), к-рые, сняв разработанный очес с главного барабана, направляют его через выпускные кондукторы в питательные цилиндры ролика. Ролик кард-машины представляет собою небольшой вытяжной аппарат, помещенный сбоку карды и получающий от нее свое движение. В ролике происходит небольшой прочес, вытягивание лент, идущих с карды, и сложение их в одну, к-рые затем уже выходят в таз. Гарнитура главного барабана состоит из буковых планок длиною в 2 фт., шириною 3 дм. и толщиною /в-*/8 дм. с иглами длиною -V? д^- считая от поверхности планки. Питательные валики имеют гарнитуру сплоозную из зеленой меди со стальными иглами. Диаметр валиков без гарнитуры 2*/* Дм., с гарнитурой 37а дм- Рабочие вальяны имеют гарнитуру из кожи с иглами из железной или стальной проволоки. Каждая лента, к-рой обтягиваются рабочие валики, имеет обычно пшрину 2 дм. и толщину 74 дм- Гарнитура съемных вальянов обычно делается кожаной с углом наклона в 30-35°. Грубая кард-машина № 1, работающая очес № 2-10, имеет 4 пары рабочих и чистительных вальянов с игл 10-15. Номер кардной иглы определяется по проволочному англ. калибромеру. Средняя и тонкая кард-мащины отличаются от трубой числом рабочих чистительных и съемных вальянов, размерами этих последних, номером кардной гарнитуры и скоростями главнейших частей машины. Гарнитура в каждой кард-машине постепенно утоняется, начиная с первой пары. Раскладочная машина, или раскладка, состоит из трех главных 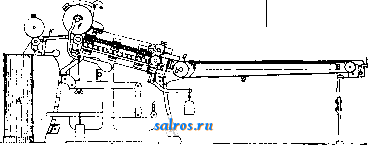 Фиг. 6. частей (фиг. 6): питательного прибора, вытяжного аппарата и дублирного аппарата. Питательный прибор состоит из бесконечного полотна а, натянутого на два валика Ь, д и служащего для подачи пучков чесаного льна к вытяжному аппарату. Последний состоит из двух пар валиков е, е и f, f и гребенных планок. Планки, представляющие собой железные полосы с прикрепленными к ним скобками с иглами, двигаются взад и вперед по полозкам. Дублир-ный прибор состоит из дублирной доски к с косыми прорезами, через к-рые проходят ленты. Все ленты, подлежащие сложению, пропускаются затем через один прорез, находящийся против соответствующего вытяжного валика, загибаются вдоль дублирной доски и складываются в одну ленту перед поступлением в вьшускной валик, откуда лента идет в круглый таз А. Существуют два типа раскладок: тяжелые и легкие. Они различаются грубостью гарнитуры и производительностью. Раскладочные машины тяжелого типа с успехом выпускаются нашим Брянским заводом в виде стандартизованной машины. В последнее время за границей появилась промежуточная машина, которая соединяет автоматическую геклинг-машину с раскладочной. Эта машина, или спредер, при помощи вращающихся рычагов захватывает цронесан-ные горсти и укладывает их на полотна раскладки. Вследствие сложности конструкции и накладки эти машины пока еще не получили большого распространения. Лента, полученная с раскладки и кард-машины, для дальнейшей обработки поступает на целый ряд ленточных машин. Последние, различаясь между собою тониной гарнитуры и размером деталей, по общей своей конструкции одинаковы, являясь видоизменением раскладочных машин. Каждая ленточная машина состоит из вытяжного аппарата и.дублирной доски. В каждой ленточной машине имеется несколько вытяжных аппаратов со своими дублирными досками, составляющими отдельные головки машины, р Лента, полученная с последней ленточной машины, еще очень толста сравнительно с той пряжей, для которой ее готовят, и одной вытяжкой на прядильных машинах получить это утонение невозможно. Поэтому вводят в систему приготовительных машин еще одну машину-ровничную, или банкаброш, на которой происходит еще вытягивание ленты, и в виду слабости полученной ленты ее слегка закручивают. Банкаброш-предпрядильная машина для образования ровницы с механизмами для вытягивания, кручения и намотки ровницы. Полученный с банкаброша продукт называется предпряжей, или ровницей. Банкаброш, который является в сущности по вытяжному аппарату той же ленточной машиной, имеет еще детали для скручивания и наматывания ровницы на катушки, а именно веретена и рогульки, устанавливаемые спереди выпускных валиков. Исследование показывает, что для сообщения ровнице определенной крепости нужно дать ей тем ббльшую крутку, чем выше № продукта и толщина волокна и чем меньше коэф. трения и цепкость волокон, а также чем меньше длина волокон, их гибкость и параллелизация. Если обозначить через номер пряжи, через г,.-вытяжку на ватере, через ар.-коэфициент крутки ровницы, т. е. число оборотов ровницы >fo 1 на длине 1 дм., то крутка для данной ровницы, т. е. число оборотов ее на длине 1 дм., будет выражаться формулой: if..-a,yS.. На фиг. 7 дан поперечный разрез банкаброша. Банкаброш состоит из вытяжного, крутильного и наматывающего аппаратов. Лента с последней ленточной машины поступает в питательную пару цилиндров а' и а , а затем в вытяжную пару с и Ь. Между питательной и вытяжной парами помещаются гребни, движение которым сообщается винтами А. Крутильный аппарат состоит из веретена q и рогульки v. Число веретен на одном'банкаброше доходит до 96. По выходе из вытяжной пары лента проходит че-резлвершину рогульки внутри ее крыла и выходит через конец ее для навивания на катушку. Крутка ровницы осуществляется на участке между выходом из вытяжной пары и вершиной рогульки. Полученная ровница навивается на деревянную катушку, надеваемую на веретено под рогульку. Высота катушек бывает 6--10 дм. Условия навивания ровницы выясняются из следующих .простых соображений. Вытяжной цилиндр выпускает в минуту длину ровницы V, которую нужно намотать на катушку. Если обозначить диаметр катушки через D, то ей надо сообпщть такое число оборотов п, при котором осуществлялось бы равенство v = JiDn. Очевидно w не может равняться числу оборотов веретена, ибо тогда никакого наматывания не будет. Если обозна- 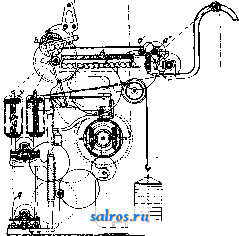 Фиг. 7. чим число оборотов веретена через а число оборотов катушки через п ., то навивание осуществится, если п = п,~Пк, или если п== Г1 .-Wj., в зависимости от того, чтб быстрее вращается-веретено или катушка. Другими словами, п дает относительную скорость вращения веретена и рогульки, различную для каждого слоя ровницы, навиваемой на катушку. Скорость эта называ- ется скоростью навивания. В льняных банкаброшах делают Пв,>щ^ Таким обр. имеем v= я1)(Пв.-Отсюда видно, что, по мере навивания ровницы и увеличения D, для сохранения равенства множитель (w,.-w.) должен уменьшаться, т. е. по мере навивания ровницы число оборотов катушки должно увеличиваться. Это увеличение скорости осуществляется в банкаброше при помощи прибора, называемого диференциалом скоростей. Изменение скорости должно происходить в строго определенные моменты, соответствующие началу навивания нового слоя ровницы на катушку. Прибор, к-рый следит за началом нового слоя ровницы на катушке, называется замком. Замок при верхнем и нижнем положении каретки переводит ремень на конических барабанчиках, вращающих веретена, и тем изменяет их скорость. Банкаброш является в технологич. отношении последней машиной, заканчивающей подготовку льняного материала для окончательного прядения его на ватерах. Комплект машин, применяемых при изготовлении ровницы, составляет т. н. систему. Система, состоящая из раскладки, ленточ- ных машин и банкаброша, служит для обработки чесаного льна, а система, состоящая из кард-машины, ленточных машин и банкаброша, применяется при изготовлении ровницы из очеса. Ленточные машиныи банкаброши обеих систем различаются расстоянием (разводкой) между вытяжной и питательной парой и тониной гарнитуры. Разводка для льняных машин, берется больше и гарнитура тоньше. Работа всех машин, входящих в систему, рассчитывается путем составления плана прядения. Обозначим вес таза после карды или раскладки через Т кг; длину ленты в этом тазу через D ярдов; сложения на 4 ленточных машинах- через Ci, Са, С^, С4; вытяжки на них-через Bj, Bg, В3, В4, а на банкаброше-через В^. Тогда 100 ярд. ровницы к-рую мы получим с банкаброша, будут весить Р (в г): р Г-1000 С1-С2Сз-С4 0,01-D-Bi-Bj. Вз-В^Вб. Здесь выражение J есть вес 100 ярдов ленты с карды или раскладки в г. На 1-й ленточной этот вес во столько раз увеличится, сколько лент складывается в одну, но зато он во столько раз уменьшится, какова будет вытяжка на этой машине и т. д. Основньпйи величинами, которыми задаются при составлении плана, являются Р и Т, т. е. вес 100 ярдов ровницы и вес таза с карды или раскладки при определенной длине В. Вес 100 ярд. ровницы дается в зависимости от пряжи, которую из этой ровницы ~ предполагают сработать. При заданном Р определяют вес таза Т. Иногда, наоборот, задаются весом таза Т и смотрят, какой получается вес 100 ярдов ровницы Р при данных С и В. Выбор последних обусловлен конструкцией машин и подбирается как правило так. обр., чтобы по мере перехода ленты с одной машины на другую по направлению к банкаброшу она становилась легче. Обычно план составляют, исходя из № пряжи и вытяжки на ватере. Номером пряжи или ровницы или ленты называют число мотков их длиною по 300 ярд весящих 1 англ.фн. Еслипряжадолжнаиметь данный № и вытяжка на ватере будет В^., то № ровницы, потребной для изготовления этой пряжи, будет 2р~ *. Зная т, о. К ровницы, легко подсчитать вес 100 ярдов ее; 100 ярд. ровницы >6 1 будут весить = = 151,2 8, а вес 100 ярд. новой ровницы Р будет во столько раз меньше, во сколько ее № меньше № 1, т. е. 151,2 Ш,2 151,2-Вв. Определив Р, его вносят в формулу плана прядения и затем, подбирая сложешхя и вытяжки на ленточных машинах, добиваются подходящего веса таза на карде или раскладки в зависимости от рода обрабатываемого материала и принятой системы машин. Для карды вес таза делают 5-8 кг, при длине ленты в тазу в 500 ярдов, для легкой раскладки вес таза берется до 10 г, а для, тяжелой до 16 кг, при длине ленты в тазу в 500 ярдов. Применяемые теперь вы- тяжки для очесочного предешя колеблются от 4,5 до б на ленточнш: машинах и от 5 до 7 на ватере; числа сложений 2-4. Для льняного преденйя вытяжки применяются 6-8 на ленточных и 7-8 на ватерах, при числе сложений 2-8. Кинема ический расчет банкаброш а (з а в о д а М а с к i е). По заводским данным число об/мин. главного вала А 8) должно быть 261. Вытяжка: 807,65U 307,66 2452,6 It 2452,5 И = 0,126 W. Крутка на 1 ел*длины ровницы: Кп -еер. MS 17,77 . OTim. 80,766tt , u Прядение льна. В настоящее время существуют два основных способа прядения льна-мокрое прядение и сухое. Кроме этих Гребенной 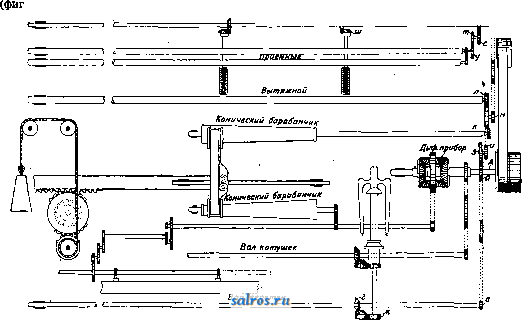 Фиг. 8. Тогда число оборотов веретена получится: 48-21 = 548. в-ок 30-16 Число оборотов вытяжного цилиндра будет: 261. = 2,58м; з.л ---- 54-90 здесь и обозначает число зубьев сменного крутильного колеса. Окружная скорость вытяжного цилиндра: = вьш. Щит. = 3,14 38,1 2,58м = = 307,65г* мм/мин. Число оборотов гребенного вала: а-и-к = 261 48 . 48 105- Пуд. = 105 - з-К-п 54. 106 п здесь п обозначает число зубьев сменного вытяжного колеса. Число ударов гребней в минуту: Поступательная скорость гребней: .M.=Wj,.- f=157 - -15,87=2491,59 - мм/мищ здесь t есть шаг червяка = */8 = 15,87 мм. Число оборотов питательного цилиндра: 105.Н.4?-20,5- те 67-62 те Окружная скорость питательного цилиндра: tW. = 3,14.38,1 - 20,5 = 2 452,5- мм/мин. способов применяется еще способ полусухого прядения, который представляет собою некоторое видоизменение сухого способа прядения льна. Способ мокрого прядения льна называется так потому, что при его применении употребляется вода или какая-нибудь другая жидкость для растворения клейковинного вещества, связывающего элементарные волокна между собою. В горячей воде клейковина растворяется лучше, но подогревание воды и дорого и создает неприятные условия работы. Поэтому начали применять различные химич. составы, которые могут растворять клейковину в холодном виде. При сухом прядении пряжа получается грубая, и выше № 30 спрясть пряжу нельзя. При мокром прядении связь между элементарными волоконцами нарушается, и благодаря этому они могут скользить одно вдоль другого, что дает возможность получать пряжу до № 200; кроме того нек-рая часть клейковины, не растворившаяся при прядении, после сушки вновь застывает и проклеивает пряжу, и потому мокрая пряжа вообще крепче и ровнее сухой. Мокрый ватер. Работа этой машины заключается в том, чтобы ровницу, полученную с банкаброша, еще растянуть и окончательно закрутить в пряжу. Ватер состоит из трех главных органов: вытяжного, крутильного и наматывающего аппаратов. На фиг. 9 дан поперечный разрез мокрого ватера. В верхней части ватера вдоль всей его длины идет этажерка в два яруса, на которой при помощи деревянных веретенец устанавливаются катуппси А с ровницей. С этих катушек ровница идет на правую 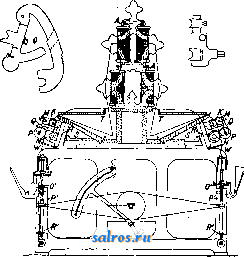 Фиг. 9. И левую стороны машины в вытяжной аппарат. На пути к нему она погружается в деревянное корыто Т, в к-рое наливается вОда или раствор; такие корыта идут вдоль машины по обеим ее сторонам. Для того чтобы ровница дольше оставалась в воде, ее заставляют огибать пруток, к-рый устанавливается в углу на дне корыта. Выйдя из корыта, ровница проходит между парой медных валиков М и К, называемых питательными. Нижний валик К сидит на валу, к-рый идет вдоль всей мапшны и приводится во вращение от привода; валики же М приставляются к валикам К. Под этой парой помещается другая пара валиков Р и J(вытяжнaяпapa). Из них нижний валик N покрыт листовой медью,* валик же Р-пальмовый. Эти две парыва-ликов и составляют вытяжной аппарат. Т. о. вытяжных аппаратов на ватере столько, сколько на нем веретен. Каждый вытяжной аппарат состоит из двух пар валиков, причел! валики К и N сидят на двух цилиндрах, к-рые идут вдоль всего ватера и приводятся во вращение от привода через тестерни. Валики Ж и Р соединяются по два одной короткой осью; на последнюю накладывается седло Q, прижимаемое прутком R. На конец этого прутка действует рЫчаг S с передвижным грузом. По выходе из вытяжного аппарата вытянутая ровница проходит через ниточную доску W с медными глазками. После этой доски ровница, или, как ее теперь уже называют, м ы ч к а, т. е. ровница после вытяжного аппарата, продевается через барашек рогульки. Рогулька сидит на веретене и вращается вместе с ним. Благодаря вращению рогулька закручивает мычку и одновременно наматывает полученную пряжу на катушку. Катушка сидит на веретене совершенно свободно и своего движения не имеет. Катушка приводится в движение идущей пряжей. Для того чтобы она наматывалась с известным натяжением, ее затормаживают при помощи веревки и грузика; этот грузик называется пулькой. Веревка же огибает ножку катушки и в зависимости от того, какую часть она охватывает, позволяет катушке вращаться быстрее или медленнее. Вращение веретену сообщается при помощи шнура, который охватывает жестяной барабан и блочек на веретене. Жестяной барабан располагается под корытами и проходит по длине всего ватера. Само веретено укрепляется в двух местах: в брусе О' при помощи втулки Р' и внизу-при помощи подпятника Для того чтобы пряжа могла наматываться по высоте катушек, им сообщают движение вверх и вниз. Для этого катушки опираются нижней своей частью на общий брус-каретку, к-рый может подниматься и опускаться; благодаря этому на одной стороне все катушки поднимаются, а на другой опускаются. Главнейшей частью ватерной машины является веретено. Суждение о достоинствах или недостатках существующих веретен можно составить на основании следующих общих соображений. Старое р о г у л е ч-ное веретено (фиг. 10), состоящее ив длинного стального веретена А в надетой на него при помощи резьбы рогульки В,-несовершенно: рогулька с течением времени ржавеет, резьба портится и связь на-   Фиг. 10. Фиг. 11. рушается, от чего изменяются их взаимное положение и динамика всего аппарата. Кольцевое веретено (фиг. 11), состоящее из веретена А, кольца В и бегунка С, представляет простую и в динамич. отношении более совершенную установку. Шпилечное веретено (фиг. 1) имеет существенный недостаток: если установка рогульки В и шпильки А дает совпадение оеей, то по мере навивания пряжя на, катушку оси стремятся к расхождению; вместе с тем нарушается работа   фиг. 12. Фиг. 13. аппарата и при случайном заедании может произойти поломка шпильки. Веретено Крупна (фиг. 13) имеет преимущество в том' отношрнии, что* оба конца веретена А снабжены опорами. Но в силу этого пришлось увеличить длину веретена вдвое против катушки. Веретено И. Д. Зворыкина (фиг. 14) приводится во вращение тесьмой С, причем рогулька В с веретеном А не связана и вращается независимо. Катушка свободно сидит на веретене и имеет непостоянную (всчедствие ее неправильностей) ось вращения. Это не дает возможности полностью использовать ценные жироскопич .свойства веретена. Веретено Вой да (фиг. 15) имеет подвесную рогульку В; катушка С связана с веретеном А защелкой, мало пригодной для больпгах скоростей. Все последние кон- ЛЬВОПШДЕНШЕ струкции имеют целью увелиадть число оборотов веретена и тем дать ббльшук) производительность ватеру. Однако если в рогулечном веретенерогулькабыла проста в вращалась за счет веретена, то в Подвесной рогульке на нее приходится затрачивать силу, и кроме того она сама конструктивно сложнее. Поэтому приходится признать, что-новые ватера с Подвесной рогулькой если и имеют преимущество против прежних, то  
Фиг. 14- Фиг. 15. все же нуждаются ъ дальнейших улучшениях. То же можно сказать и про ватер Зворыкина, к-рый, представляя собою огромное достижение нашего машиностроения, нуждается еще в дальнейшей теоретич. и практической проработке. Сухой ватер. Конструктивная схема сухих ватеров весьма близко подходит к схеме мокрых. Следует отметить, что пряжа, получаемая сухим прядением, имеет с поверхности большее количество усиков. Поэтому она идет гл. обр. для паковочной тары, где требуется застилистость ткани. Для некоторых сортов ткани бывает нужна пряжа хотя и сухого прядения, но с меньшим числом торчащих усиков. Тогда применяют полусухое прядение, в котором ленточка, выходящая из вытяжной пары, огибает деревянный валик, погруженный нижней частью в корыто с водой. Производительность ватеров зависит от скорости выпуска и числа оборотов веретен. Для увеличения числа оборотов веретен в сухом прядении с успехом применяется подвесная рогулька. Она укрепляется в неподвижном брусе на шариках и получает свое вращение непосредственно.от жестяного барабана без веретена. Катушки устанавливаются на каретке (на легкие шпильки). Время смены катушек сокращается введением механич. самосъема, позволяющего сразу снимать все полные катушки и подставлять заготовленные пустые. Ту же цель увеличения производительности ватеров преследует введение кольцевого в а т е р а. В этом ватере рогулька отсутствует. Веретено связано с катушкой. Наматываемая на катушку пряжа вместо глазка рогульки проходит через легкое стальное кольцо, к-рое свободно вращается по стальному кольцу, расположенному вокруг катушки на каретке. Катушка делает очень большое число оборотов, во много раз превосходящее то, которое необходимо, чтобы смотать готовую пряжу. Поэтому происходит быстрое вращение кольца, осуществляющее кручение ленточки, выходящей из выпускных валиков и проходящей через глазок ниточной доски. Кольцевые ватера бьшают катушечные и печаточные. Они дают более полные катушки при быстрой смене их, экономию в потребляемой мощности и легкую приспособляемость для прядения различных номеров пряжи путем смены лишь бегунков. Стремление еще снизить себестоимость продукции и повысить вместе с тем качество ее привело к применению в льнопрядильном деле сельфакторов. Прядение на сельфакторе предполагается сухое и мокрое. в промышленности это прядение льна у нас еще не применяется. Что же касается ватеров с подвесной рогулькой и кольцевых, то в сухом прядени они начинают применяться на наших ф-ках. Все рогулечные ватера характеризуются размером, т. е. высотой катушки в дм., и бывают 1/4-4V2 дм. Если скрутить вместе несколько концов пряжи, то получится скрученная нитка, или крученка. Ма-1ПИНЫ, на которых осуществляется это кручение, называются крутильными ватерами. Кручение бьшает сухое или мокрое в зависимости от того, применяется при этом вода или нет. Крутильный ватер отличается от обыкновенного отсутствием вытяжного аппарата. В остальном они почти сходны, за исьслючением небольших конструктивных отличий и направления вращения веретена, к-рое у крутилок бьшает обратно обыкновенному ватерному веретену. Нормальная крутка крученой нитки определяется по эмпирич. ф-ле -КГ = * , где п-число скручиваемых концов пряжи, Ms-номер этой пряжи. Усадка пряжи при крутке колеблется от 2 до 9% в зависимости от степени кручения. Размотка пряжи. Пряжа мокрого и сухого прядения перематывается в т а л ь-к и, или мотки. Каждая талька имеет длину 3 600 ярдов и состоит из 12 пасм по 300 ярдов каждая. Обычно пасма сматывается по 120 нитей длиною 2,5 ярда каждая. По англ. нумерации № льняной пряжи считается число пасм длиною по 300ярд, в 1 англ, фн. Русский пуд содержит в себе 36 англ. фн., поэтому пряжи № 1 в нем будет заключаться 36 пасм, или 3 тальки. Отсюда номером пряжи по русской нумерации будет число, равное частному от деления числа 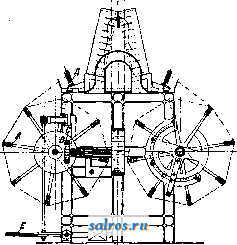 Фиг. 16. талек в 1 пуде на 3. На фиг. 16 дан разрез мотальной машины, где А-баран мотовила, В и С-фрикционная передача, Д-ватерная катушка и Е-педаль для выключения фрикционной передачи. Двустороннее мотовило состоит из двух баранов, образованных длин- 1ЬВ0ПРЛДЕВЙЕ ными деревянными планками, сидящими на деревянных спицах. Бараны складываются при съеме перемотанной пряжи.Чтобы снять мотки с барана, на одном конце его делается съемное приспособление, состоящее из маховичка с выемкой. В эту выемку закладывается моток и' поворотом маховичка выводится наружу мотовила. Периметр барана делается 2,5 ярда. Ватерные катушки устанавливаются на Щпильках мотовила, и нить на своем пути к барану проходит через проволочное ушко поводка, который с каждым оборотом барана сдвигает нить вдоль мотовила и укладывает ее рядом с соседней. Нормальный размот нитки делается в 10 пасм. Каждая пасма может содержать произвольное . количество нитей и иметь различную длину периметра мотовила. Число талек нитки, составленной из нескольких концов пряжи, но не скрученной, в 1 пд. при длине тальки в 3 600 ярд. будет . Здесь №-номер пряжи, п-число сдублированных концов пряжи. После крутки длина крученой нити делается короче длины пошедшей на нее пряжи. Это укорочение определяется коэф-тами, которые изменяются для разных степеней крутки в пределах 0,98-0,91. Соответственно им число талек в 1 пд. определяется от 0,98 до 0,91при длине тальки в 3 600 ярд. Если длина тальки будет иная, то число талек в 1 пд. изменяется в отношении 3 600 : , где 10-число пасм в тальке, m-число ниток в пасме, а Р-периметр мотовила в дм. Число талек в 1 пд. будет тогда 0,91.-? 3 600 Р-т 36 = 0,91 п Р m - 38 880 для нитки круче обыкновенной. Для других степеней крутки берутся коэф-ты 0,93; 0,96; 0,98. Кроме обычного способа размотки пряжи в мотки на рынке можно найти готовые початки, к-рые м. б. непосредственно вставлены в ткацкие челноки. Мокрая пряжа, перемотанная в мотки, подвергается сушке. Из опыта найдено, что применение высоких t° при сушке пряжи без последующего искусственного увлажнения нерационально, т. к. горячая сушка уносит не только избыток влаги, но и часть естественной, отчего пряжа делается менее эластичной и крепкой. Из всех способов сушки пряжи в мотках естественную воздушную сушку можно считать наиболее подходящей. По этому способу пряжа, вьшешенная на деревянных шеста;х на открытом воздухе, в ясную погоду, под влиянием лучей солнца и движения воздуха хорошо высушивается. Неудобство этого способа-длительность, громоздкость и зависимость от погоды. Следующим по экономичности является способ сушки через использование тепла котельной. Для этого сушильню строят непосредственно над котельной в виде ряда этажей и подмостков со сквозным полом. В виду огнеопасности этот способ теперь воспрещен законом. В фабричных условиях сушка пряжи производится гл. образом при помощи специальных сушилок. Сушилки бывают ба- рабанные, канальные и камерные. Барабанные сушилки состоят из 13 цинковых вращающихся паровых барабанов. Во время вращения барабанов вокруг них и между ними проходят мотки сырой пряжи, соединенные между собой медньши прутьями.. Недостатки этой сушки: значительный расход пара, трудность и дороговизна устройства, риск попортить товар излившей <° барабанов. Канальные и камерные сушилки производят искусственную сушку пряжи продуванием теплого воздуха. В канальных сушилках высушиваемая пряжа движется навстречу сухому теплому воздгху, вдуваемому вентилятором. При сушке в камерах пряжа остается неподвижной, но меняется очередь поступления воздуха из одной камеры в другую, что в общем и создает систематич. сушку. Одна и та же пряжа после сушки ее различными способами приобретает различные свойства. После барабанов она получается грубой, из сушилок она вьгходит нежной, а из каналов и камер-среднего достоинства. Предельной t° воздуха при сушке в каналах и камерах считается 50°. После удаления излишней влаги из середины рря-жи наружная сторона ее становится жесткой и ломкой. Выставленная наружу пряжа поглощает 5-8% влаги. Для смягчения пряжи ее поливают водой и переворачивают в штабелях, а затем развешивают в сарае со сквозными стенками и крьппей, поддерживая там воздух влажным и холодным. Хорошим способом охлаждения пряжи является расстилка ее на холодном полу, покрытом цыновка-ми. С целью умягчения высушенной пряжи прибегают иногда к механич. воздействию на нее при помощи мягчильных машин, на к-рых или закручивают ее сначала в одну сторону, потом в другую, или же разминают на барабанах особыми вилками. Кроме мягчения пряжу и нитку подвергают еще белению и крашению. Иногда применяется варка в котлах со щелочами для придания пряже блеска. Для придания глянца нитку на специальных лощильных машинах обрабатывают с применением воска и других лоснящих веществ. Мокрая пряжа после сушки пакуется в 20-фн. пачки ручным способом или на специальных прессах. Десяток таких пачек пакуется в 5-пд. кипу. Сухая пряжа пакуется полной длиной в ЮМЫ весом в 1 пд. Пять таких ЮМОВ дают 5-пд. кипу. Нитка пакуется в пачки 20-фн. веса. Такая паковка дает возможность по числу талек в 1 пд. сразу определять № пряжи и приблизительно ее качество., В действительности наблюдаются отклонения от этого, и иногда число талек в 1 пд. не соответствует обозначенному №. Поэтому в правильно орган зованном льнопрядильном производстве должен вестись каждодневный контроль вырабатываемой,пряжи. Этот контроль сводится главн. образом к испытанию пряжи на номерность, на крепость и на крутку. Испытание на номерность производится путем ежедневного взвешивания одной или нескольких талек с каждого ватера. Иногда снимают катушку с ватера, перематывают ее на пробном мотовиле и путем взвешивания определяют №. Нормальная влажность пряжи при испытании принимается в 8%. Крепость пряжи   ЛЬНЯНОЕ ПРИГОТОВЛЕНИЕ Комшют нашив для похучетш т льна ровняпы определенного качества ОЧВСОЧНОВ ПРИГОТОВЛВНИЕ Конплею иапши для получевня из nqeca ровнпцы определенвого tlli i    определяется путем разрывания ее на специальных динамометрах, из которых лучшими считаются динамометры Шоппера. Чтобы получать сравнимые результаты, испытания пряжи на. динамометре ведут при соблюдении ряда условий. Длина испытуемого образца между зажимами тисков принимается в 500 мм; скорость движения тисков берется 240 мм/мин; число испытаний делается не менее 10, и пряжа берется с двух концов по равному числу обрьтов. Коэф. неравномерности определяется по ф-ле: обЩ' среда'~ средЧ' лпт. -jQQ общ. средн. где К-нагрузка в г. По коэф-ту неравномерности определяют качества пряжи: Пряжа очень ровная льняная-до 12%, очесочная-до.............. 10% Пряжа ровная льняная-12-15%, очесочная-до ............... 10-12% Пряша удовлетворительная-15-17%, очесочная-до.............. 12-15% Пряжа неровная-17% и выше, очесочная-до ................ 15% и выше. Если умножить № испытуемой пряжи на среднюю величину разрьшающего усилия по динамометру в г, то получим добротность пряжи . Для льняной мокрой пряжи добротность колеблется в пределах 25 ООО- 27 ООО; для очесочной пряжи мокрого прядения она будет 20 ООО; для очесочной сухой 13 ООО-23 ООО. Испытание пряжи на крутку производится на небольшом приборе, называемом круткомером. При помощи этого прибора пряжа раскручивается, и по циферблату отсчитьгоается число кручений. Зная раскручиваемую длину пряжи, определяют число кручений ее на длине 1 дм. При сдачах определение качеств пряжи должно производиться после вылежки ее в течение cytoK при Г 20°, Льнопрядильная фабрика. Пpoизвoдctвo льняной пряши и ниток в фабричном масштабе, а следовательно и организация льнопрядильной фабрики, обусловливаются целым рядом факторов. При проектировании новой льняной ф-ки необходимо прежде всего определить местоположение ее в зависимости от: 1) наличия воды; 2) транспортных условий; 3) сырьевых ресурсов; 4) топлива и электроэнергии; 5) наличия квалифицированной рабочей силы и возможности ее подготовки; 6) обеспеченности рабочих и служащих жилищной площадью; 7) условий сбыта продукции; 8) значения отдельных элементов-рабочей силы, сырья и топлива-в стоимости продукции; 9) характера Предприятия (комбинации нескольких производств в одном предприятии) и его размера. При определении технологической части ф-ки особенное внимание д. б. обращено: 1) на выбор сырья;2) установление способа обработки сырого материала (составление плана обработки, выбор ассортимента машин, на к-рых должен обрабатываться материал); 3) выбор скорости движения главных органов каждой из машин; 4) установление теоретич. и практич. производительности каждой из машин и коэф-та использования машины; 5) определение % угара при каждом переходе; 6) определение числа машин, необходимых для производства заданного количества пряжи, и расчет потребного количества сырья; 7) определение размеров вспомогательных приспособлений производства. Примером рационализированной льнопрядильной ф-ки является проект инж. И. Д. Зворыкина, в н-рый автор внес все возможные улучшения и достижения современной техники Л. Не вдаваясь в подробности технологич. расчета, отметим лишь основные моменты проекта. Льнопрядильня обслуживает ткацкую, приуготовляя для нее льняную пряжу: №№ 30, 36, 40 и 46. Узкий ассортимент товара позволяет етко разрешить вопрос о строгой координации машин и работать товар без перезаправ на машинах, специализируя труд рабочего, повышая продуктивность и качество товара. Для выработки пряжи №№ 30 и 36 берут ватера размерол* 24X30 дм., 240 веретен с 7 ООО об/м. Для пряжи №№ 40 и 46-ватера 2 х21/4 дм., 272 веретена с 7 500 об/м. Все ватера сист. Зворыкина-с подвесной рогулькой. Крутка для основы и утка берется равное 2. Кпд ватеров соответственно: 0,75; 0,77; 0,74; 0,76. Банкаброши для пряжи №№ 30 и 36-9x4i/ дм. 80 веретен с 500 об/м.; для №№ 40 и 46-8x4 дм., 80 веретен с 550 об/м. Вытяжка на ватерах принимается равной И. Крутка ровницы принимается с коэф 0,43. Мотовил берется 12 штук для каждого номера соответственно числу ватеров, по одному мотовилу двойному на два ватера, всего 24 мотовила. Мотовила разрезные по 15 шпилек каждое, с самостоятельным вращением и крестовой мотки без перевязки узлов. Получающееся из указанного расчета количество машин приведено в табл. 1. Табл. 1.-Число машин на льнопрядильной ф-к епо проекту Зворыкина.
Машины располагают т. о.,чтобы создать ход производства по принципу непрерывного потока при механизации передачи полуфабриката (фиг. 17 и 18). Достигается это след. обр. Ф-ка получает из центральной чесальной лен, к-рый завозится снаруйи фабричного двора в кладовую. На моторной тележке по рельсовому пути лен подается в радом стоящий одноэтажный кор-iryc раскладочных машин. Тяжелые раскладки, обращенные столами к середине корпуса, выпускают-   □ЛйПйПшапап Раскладки Перег. м-ны Фиг. 17. ленту по направлению к стенам. Д у б л и р к и, обращенные выпусками к середине корпуса, принимая ленту с тяжелых раскладок, вьшускают ее к середине корпуса. После подбора тазов для ставки лента на механизированных тележках по однорельсовому щгги направляется в 1-й этаж правого и левого крыльев двухэтажного прядильного корпуса, где ленточные-мапганы расположены одна за другой. Банкаброши (но 6 в каждом крыле) расцолон{ены вдоль корпуса па расстоянии 2 jw от стен. Катушки с ровницей укладывают в ящики-этажерки, помещенные против банкаброша у наружной стены корпуса. Эти ящики-вта-жерки механич. способом поднимают во 2-й этаж, где над банкаброшем и поперек его стоят обслуживаемые им 4 ватера. Ватера расположены в обоих крыльях 2-го этажа па расстоянии Ч. мот стен. Между ватерами в средней части корпуса располагают мотовила. Катушки с ватеров передаются непосредственно съемщиками на рядом стоящие мотовила. Каждай сторонка мотови.ча состоит из 2 частей, имеющих самостоятельное движение, и работница (моталка) подматывает по одной сторонке рядом стоящих ватеров. 1{ готовому съему моталка привешивает свой № и № пряжи и набрасывает съем на конвейер, расположенный между мотальным станком и ватером. Конвейер доставляет пряжу в центральный поперечный коридор ф-ки,.где пряжа принимается и сортируется. Далее пряжа механич. способом проходит отделку, поступает в ткацкую, откуда в виде полотна проходит отделку и передается в кладовую. Организация производства должна предусматривать минимум запаса полуфабриката в производстве, быстроту процесса без вредных влияний на качество товара, наибольшую утилизацию сырья, минимум брака полуфабрикатов и окончательной продукции, максимум экономии подсобных материалов, сокращение учетного аппарата, наилучшие условия труда рабочих, усиленный технич. надзор и минимум ослабления волокна при его облагораживании. Все это вместе взятое дает основание рассчитывать на снижение себестоимости товара на 40-45%. Примером координации машин льняной системы может служить следующий расчет, к-рый произведен для ровницы, идущей наизготовлеиие.пряжи № 30. Система, на к-рой будет готовиться ровница, состоит иа следующих машин: тяжелой раскладки, дублировоч-ной, трех ленточных и банкаброша. Вытяжка на ва- Ж^таж 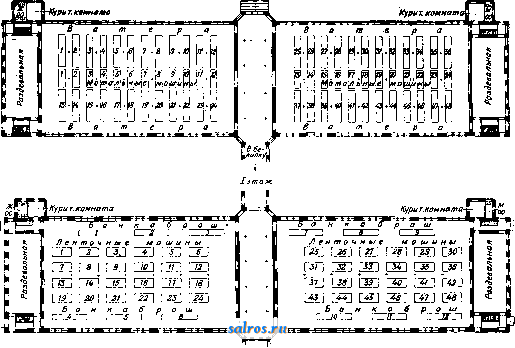 Фиг. 18. 8,53. Номер ровницы равен 3,51- 43-30 151,2 ----- ----g 53 Крутка =0,93. Спецификация-маппш и план прядения ф-ки приведены в табл. 2. Табл. 2.-с п е ц и ф и к а ц и я машин и план прядения.
Б табл. 3 даны планы прядения различ. №№ пряжи. Имея вполне определенную спецификацию машин, практич. осуществление координации машин по данному плану прядения ведут аа счет изменения числа зубьев ходовых шестеренок. Однако при координации машин могут встретиться laime случаи, когда увязка работы их влечет большие скорости органов, опасные для их целости. Это прежде всего сказывается на гребнях: они дают такое число ударов, к-рое уже является для них опасным; имеется целый ряд изобретений по устройству аппаратов, к-рые на существующих ленточных машинах давали бы возможность увеличивать скорость, доводя число ударов гребней до 300-350 в мин. Лит.: Чиликин Н. М., Лен и льнопрядильное производство, Основы технологии льна, М.-Л., 1926; Лбов А. Г., Прядение льна, Йв.-Вознесенек, 1927; Угаров А., Механич. обработка я прядение льва и оческов, М., 1902; К о б и н А. А., Процессы льнопрядения, М., 1922; Carter Н. R., The Spinning а. Twisting of Long Vegetable Fibres, 2 ed., L., 1919; Табл. 3.-Планы прядения различных №№ очесочной и льняной пряжи.
Carter Н. R., Modern Flax, Hemp. а. Jute Spinning a. Twisting, 2 ed., L., 1925; S hi a г p P., Flax, Tow a. Jute Spinning, L., 1907. ЛЬНЯНОЕ МАСЛО, масло, получаемое из семян льна (Linum usitatissimum), культура которого широко распространена. О получении Л. м.-см. Маслобойное производство. В Л. м., полученном прессованием, содер-нсится много (ок. 0,25%) слизистых веществ, которые делают его непригодным для изго- 1 ... 13 14 15 16 17 18 19 ... 48 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2007 SALROS.RU
ПромСтройМат |