 |
 |
 |
 |
1 ... 12 13 14 15 16 17 18 ... 48 ЛЫЖИ, приспособление для передвижения по снежному покрову посредством скольжения. Ходьба на Л. быстрее, чем пепжом, затрата сил меньше; на Л. можно итти там, где пешеход или ездок не в состоянии передвигаться. Классификация и характеристика основных тип ов Л. В зависимости от применения Л. на равнинной местности, пересеченной (холмистой), горной, а также состояния снежного покрова в настоящее время практически выработаны следующие типы Л.: прогулочные, для спорта, беговые Л., горные, охотничьи, лесьшю и т. д. (фиг. 1, 2, 3, 4 и 5). В простейшем виде Л. ности. С этой точки зрения прогиб лучше делать с ббльшим, а не с меньшим радиусом кривизны. Желобок на нижней поверхности Л. делается для придания Л. большей устойчивости и обеспечения их от бокового скольжения. Чтобы при передвижении лыжи не зарывались в снег носом, передний конец Л. должен иметь изгиб высотой в 110-120 лш, называемый дугой; изгиб делается постепенньш, что придает Л. эластичность и гибкость. Для прикрепления к Л. кожаных ремней Л., немного позади ц. т., прорезывается отверстие. Л., подвешенная на ремнях, должна отклоняться от ц. т. вперед к носу. Верхнюю поверхность -300 -2*W-i Фиг. 1. представляет доску, на которую становится человек; доска, распределяя вес человека на площади в 10-15 раз большей площади подошвы ноги, позволяет человеку держаться на снегу при нагрузке в 300-350 кг/м^. Но для движения на такой доске необходимо, чтобы она не зарьшалась в снег, а шла поверху, для чего у Л. делается передний загиб. Чем лыжа же, тем лучше она скользит, но зато короткая и широкая Л. меньше проваливается в снег. Поэтому там, где преобладает снег смерзшийся, плотный, применяются Л. длинные, узкие, а там, где снег рыхлый, мягкий, употребляются лыжи более широкие и короткие. К числу Л. первого рода относятся Л. финские и отчасти норвежские, ко второму-горные и наши русские охотничьи Л. Самым распространенньш типом Л., применяемым в настоящее время для спорта, является тип Муртомаа (фиг. 1). Л. имеет -2580- Фиг. 2. Л. окрашивают в черный, желтый или свет-лоореховый цвет или срхраняют ее натуральную окраску; нижняя, скользящая, поверхность натирается льняным маслом и воском. Л. типа Мур-ромаа одинаково применимы для равнинного и горного бега, легко управляемы, хороши для поворотов. Л. типа Идеал (фиг. 2) делаются длиной от 2,58 до 2,75 м, шириной 60 мм. Они хороши для быстрого бега и в особенности по твердому насту или наезженным дорогам. Сравнительно большая длина Л. затрудняет повороты. Употребляются Л. типа Идеал главным образом для спортивных пробегов. Горные лыжи типа Телемаркен (фиг. 3) короче беговых; они делаются более прочными. Толщина их больше спортивных. Сверху Л. Телемаркен делаются гладкими, и форма их отличается от других типов лыж: нос и задний конец расширены, прогиб делается в 15-18 мм, нос загибается более сильно вверх. При-  Фиг. 3. два изгиба: один впереди, другой в середине, у ноги. Передний конец Л. назьшается острием, задний-пяткой. Все Л. за исключением охотничьих и ступаюпщх имеют с нижней стороны выемку или желобок, иду-пщй от пятки до переднего конца Л. Из фиг.1 * видно, что в контуре Л. имеется некоторая кривизна, делающая ее по концам шире. Изгиб в середине Л., назьшаемый прогибом, необходим, чтобы избежать изгибания Л. книзу при нагрузке на нее веса тела; высота прогиба не должна превышать 20-25 мм, т. к. при увеличении ее выше определенного предела нижняя поверхность, скользящая по снегу, делается слишком выпуклой и начинает замедлять скорость бега, а скольжение сосредоточивается у концов, вместо того чтобы распределяться по всей нижней поверх- Фиг. 4. Фиг. 5. крепление устраивают особенно прочно и твердо, точка крепления находится за серединой, к концу, что имеет свои выгоды при прыжках и поворотах. Изготовляются горные Л. из ясеня или гикори. Легкость Л. здесь не играет роли; наоборот, более тяжелые Л., понижая обпщй ц. т. лыжника, делают его более устойчивым, что важно при спусках с гор и особенно при прыжках. Третьим типом Л. являются русские охотничьи Л. (фиг. 4). Короткие и широкие, они лучше обоих предыдупщх типов Л. применимы на рыхлом снегу, просты по конструкции; в виду своей-ширины они тихоходны; отсутствие же.71обка на нижней поверхности делает их вертлявыми, а отсутствие прогиба вызывает выгибание их вниз, несмотря на закрайки по сторонам Л. Шведские и фин- ские Л. являются промежуточными между беговьши и горными, ближе подходя к типу Муртомаа. В северной области СССР встречаются подбитые мехом Л. самоедские. Такие лыжи хорошо скользят в направлении волоса, но очень плохо в обратнрм, почему на них легко подниматься в гору, однако по Йовному месту они идут хуже обыкновенных [., чувствительны к сырости и требуют большого ухода за собой. Своеобразную конструкцию представляют канадские лыжи-ракеты фиг. 5). Такие Л. состоят из крепкой ясеневой рамки, согнутой петлей с хвостом назади, наподобие ракеты для тенниса. Средина петли заполняется переплетом из ремней; на этот переплет и ставится нога. Такие Л. по снегу не скользят и на них приходится ступать обычным шагом; применяются такие Л. также и летом для ходьбы по болотам. Производство Л. Напряжения, которым подвержена Л. при ходьбе и прыжках с гор, а также необходимость точного сохранения формы предъявляют к производству Л. особые требования, к-рые должны гарантировать: 1) достаточную прочность, 2) неизменяемость формы, 3) точность обработки. Лесные материалы, применяемые для производства Л., должны обладать твердостью, гибкостью, прочностью, легкостью и давать врем, сопротивление на изгиб > 700 кг/см и на сжатие 400 кг/см. Необходимо также, чтобы дерево было однородно по строению, не имело сучков, треш;ин и мягких слоев, изнашивающихся обыкновенно быстрее, чем остальная древесина. Наиболее широкое применение для производства Л. имеют береза, ясень, гикори, трете применяются клен, дуб, сосна и ольха. Наилучшей частью дерева для изготовления Л. является наружная, оболонная, часть ствола, ближе расположенная к коре. Основ-ньш сырьем для лыжного производства в СССР служит береза, наиболее удовлетворяющая указанным выше требованиям. Береза берется в возрасте в пределах от 60 до 100 лет. Кряжи менее 200 мм в верхнем отрубе в дело употреблять не рекомендуется. Заготовка кряжей должна производиться осенью или зимой путем выборочной рубки. При d-гоошм ({-гоонн d-ZSOn  Фиг. 6. Фиг. 7. Фиг. 8. Фиг. 9. осенней и зимней рубке сырье не подвергается опасности загнивания и растрескивания, т. к. срубленная в этот сезон древесина имеет наименьшую влaжнoQть. Хранить березовые кряжи в коре более 4 месяцев не рекомендуется вследствие способности березы быстро загнивать, но если требуется длительное хранение, то кряжи д. б. окорены. Распиловку кряжей на лыжную болванку можно производить на ленточных пилах, лесопильных рамах и циркулярных пилах. Различают два вида распиловки: тангенциальную и радиальную. Первая получаетсА в том случае, когда пропил производится по г. 9. т. ZII. хорде, а вторая-иногда он производится по радиусу. На фиг. 6-9 показано несколько примеров распиловки кряжей на лыжные болванки (фиг.6 и 8-тангенциальная; фиг. 7 и 9-радиальная). Радиальная распиловка обходится несколько дороже тангенциальной, т. к. при последнем способе распиловки кроме брусков 1-го сорта можно получить бруски 2-го сорта и т. о. использовать отход. При распиловке кряжей на лыжные болванки необходимо иметь в виду правильное расположение годичных слоев в выпиливаемых брусках (фиг. 10). Расположение годичных колец в брускв2горизонтальное, и  Фиг. 10. следовательно изготовленная из него Л. обладает большей эластичностью в направлении действия нагрузки, дает значительный прогиб и обладает более легким скольжением. Расположение годичны?;: слоев в бруске 2 делает Л. жесткой и с более трудным скольжением, а также быстро изнашиваемой. Расположение слоев в бруске 3 делает Л. менее эластичной и предрасполагает Л. к изменению формы (короблению). Брусок 4 вьшилен из кряжа небольшого диам. или же из сердцевинной части кряжа (2-го сорта). Лыжа, сделанная из такого бруска, хрупка, впитьшает влагу, быстро изнашивается, легко изменяет свою форму и имеет большое количество сучков. В случае идеально прзг пильной распиловки кряжа слои дерева должны бы проходить по всей рабочей поверхности Л. в виде параллельных линий. При правильной распиловке плоскость распила проходит по будущей рабочей поверхности Л. и должна быть касательной к годичным кольцам, не перерезая других годичных слоев. Выбор древесины ясеневых кряжей и их распиловка производятся с учетом тех же факторов, что и у березы. Из березы изготовляются Л. для спорта, из ясеня и гикори изготовляются гл. обр. горные Л. В настоящее время существуют два метода обработки лыжной болванки. Эти методы разнятся между собою по способу получения весового прогиба Л. В одном из них практикуется получение прогиба естественным путем, в другом-искусственным, употребляя для этой цели загибку на сулагах или горячих прессах. В первом случае ведется обработка уже изогнутого бруска, во втором-прямого бруска и уже после придания ему основных размеров производятся гнутие и дальнейшая обработка. Получение прогиба естественным путем основано на разности внутренних напряжений в древесине со стороны оболонной и сердцевинной частей ствола. Выпиленная из кряжа болванка уже получает прогиб, б. или м. соответствующий весовому прогибу Л. Снятие сердцевинной части еще более увеличивает этот прогиб, так как уменьшается сопротивление бруска изгибу. Окоренные болванки укладываются в штабеля с прокладками. Для изготовления Л. отборного качества, имеющих абсолютную точность прогиба, применяют способ зажима брусков попарно железными скобами, причем между брусками вкладьшаются одна или две распорки. Оба бруска берутся из одного и того же кряжа и № и в дальнейшем проходят всю обработку попарно. Скобы через 3-4 месяца снимают и бруски хранят обычным порядком. Хранение болванок в штабелях продолжается один год. Штабеля на осень прикрывают, а остальное время года держат открытыми. По истечении года болванки пускают в производство. Порядок производственного процесса лыж типа Муртомаа по первому методу следующий: 1). торцовка носовой части; 2) фуговка подошвы по кривой поверхности и грубая строшва верха болванки на фуганочном станке; 3) строжка носка на фуганочном станке; 4) пропарка носовой части Л. в течение 3 ч.; 5) загибка носка на колодке попарно; 6) сушка болванок лыж в сушильной камере в течение семи дней; 7) вторичная строжка полоза Л.; 8) фуговка кромок; 9) выборка боковых и верхних частей на фрезерном станке; 10) сортировка лыжных болванок; И-13) ручная обработка скользящей поверхности, строжка в размер и разметка; 14) фрезеровка желобка; 15) долбление на станке отверстия для ремня; 16) зачистка и шку-рение верха; 17) пропитка Л. чистой смолой; 18) лакировка Л.: грунтовка, шпаклевка, затирка, пофы-тие масляным лаком два раза; 19) сортировка по сортам: 20) упаковка по 5 нар в Пачку. При втором методе производотза лыжные болванки выдерживают в штабелях 3-4 месяца и затем пускают в производство без предварительной сушки в следующем порядке: 1) фуговка п.часта и кромок бруска; 2) торцовка бруска по размеру Л.; 3) опиловка на циркулярной пиле; 4) разметка по боковому шаблону; 5) опиловка по боковому шаблону на ленточной пиле; 6) распарка в парильной камере в течение 30-40 м.; 7) загибка на сулагах по 5 Пар в один прием; 8) Сушка в сушилке в течение 5-6 дней, при 45-70° и при влажности воздуха 70-35% (конечная влажность древесины Л. 16-12%); 9) проверка полоза Л. на фуганке (или вручную) после загибки; 10) опиловка Л. по ширине на циркулярной пиле; И) фрезеровка желобка; 12) фрезеровка по боковому шаблону; 13) фрезеровка по общему шаблону; 14) долбление отверстия для ремня; 15) фрезеровка пятки; 16) подборка Л. по высоте весового прогиба и разметка носка и задника; 17) зачистка Л.; 18) Пропитка Л. смолой в ванне при 70° в течение 30-40 м.;19) сушка Л.-16 ч.; 20) лакировка Л.; 21) подборка и упаковка Л. * Первый метод производства отвечает всем требованиям, предъявляемым техникой ходьбы и бега на Л.; второй, не удовлетворяя им полностью, дает возможность в большой степени механизировать рабочие процессы, что значительно удешевляет производство. На производство одной пары Л. затрачивается 37 м. станочного времени, 1 ч. 7 м. квалифицированного труда рабочего и 1 ч. 43 м. подсобного, всего-3 ч. 27 м.Весь технологический процесс с момента подачи болванок в деревообделочную мастерскую и до сдачи готовых Л. на склад длится 15-20 дней. Метод производства горных Л. ничем не отличается от производства беговых Л.; горные Л. не смолят, а пропитывают обьгано олифой. Помимо изготовления Л. из целой болванки одной древесины за последнее время стали изготовлять Л., клееные из нескольких слоев дерева. Обыкновенно на полоз пускают более твердую породу-ясень, гикори, клен; верхний слой делают из липы, сосны, тополя и т.д. Заготовленные отдельные планки материала склеивают на специальных шаблонах. Клей обыкновенно применяют казеиновый с врем, сопротивлением на разрыв в 120-140 кг/см. В дальнейшем обработка идет так же, как беговых Л. Клееные Л. немного тяжелее обыкновенных, менее гибки, но зато хорошо сохраняют свою форму и прочны. Эксплоатация Л. Особенно большое внимание должно быть уделено уходу за Л. в смысле сохранения и придания большой скользкости нижней рабочей поверхности. В целях предохранения применяется пропитка древесины в горячем состоянии смо-. лой или дегтем пополам с парафином. Для пропитки Л. кладут скользящей поверхностью вверх, разогревают паяльной лампой и протирают тряпкой. На разогретую Л. наносят жирный слой дегтя с парафином, после чего снова прогревают лампой. По мере впитьшания наносят смесь 3-4 раза, пока Л. не перестанут больше впитывать. Такое пропитывание Л. регулярно проделывается перед началом сезона и 1-2 раза в течение  Фиг. и. зимы. Для того чтобы лыжы лучше~;скользи-ли, их нижнюю поверхность натирают или намазывают мазью. Состав этих мазей изменяется в зависимости от состояния снега и t° воздуха; в основе мази имеют воск, парафин, деготь, льняное масло. Помимо пршти-тывания лыж надо следить за сохранением правильности формы лыж и в особенности прогиба и загиба. В период хранения Л. надо держать в распорках (фиг. 11), Для выправления прогиба и загиба Л. применяется специальный станок (фиг. 12), где 1-основ-  Фиг. 12. пая доска, 2-планки зажимов, 3-брусок, 4-брусок для загиба передних концов Л., 5-лыжа. Хранить Л. следует по возможности в холодном помещении, стоя, загиб должен бьпъ вверху. В летнее время Л. должны быть поставлены в распорки или в стойки; помещение для хранения д. б. сухим и хорошо вентилироваться. Устройство ножных р е м н'е'й. Самый распространенный способ прикрепления Л. к ноге-н основой, при помощи одних носковых ремней. Этот способ принят на беговых и прогулочных лыжах, когда нога обута в пьексы (фиг. 13). При беге в горах на Л. Телемарк , когда ноги обуты в ботинки или в валенки, необходимо применять пяточный ремень. Из многочисленных способов прикрепления Л. к ноге, применяемых на Западе, наиболее пригодными являются способы Витфельда (Huitfeld) и Га-гена (Hagen), принятые в Скандинавии. Первый заключается в том, что носки ног плотно обхватываются ремнем, к-рый в свою оче-  Фиг. 13. редь прикрепляется к особым петлям, на-бшщм на Л.; ремнем же укрепляются пятка и подъем нога (фиг. 13а). По системе Гагена к Л. привинчиваются металлич. пластинки с загнутыми бортами, к которым прикреплены каблучные ремни. Установку пластинок можно регулировать в зависимости от ширины носка сапога (фиг. 136). Площадку на Л.   Фиг. 13а. Фиг. 136. ПОД ногами обивают резиной, оставляя между поверхностью Л. и резиной воздушную прослойку. Под действием тяжести резина плотно соприкасается с Л., но при поднимании ступни резина, в силу своей упругости, принимает первоначальное положение и сбрасывает весь попавший на нее снег. Это имеет большое значение в лыжном спорте для сохранения равновесия, устойчивости и управления Л. Лыжные палки. Служат для ускорения бега, торможения при спуске с гор и помощи при подъемах; они выделываются из березы, ели, сосны, ясеня, ореха, бамбука. ПрименениеЛ. В народном хозяйстве лыжи имеют следующее применение: в охотничьем промысле, при лесоразработках, очистке ж.-д. путей, ремонте воздушной сети высокого напряжения, телеграфных и телефонных проводов, в почтовом деле и т. д. В Красной армии Л. применяются в службе пограничной охраны, а также в строевьпс соединениях с пулеметными установками на Л. (перевозимыми на собаках). Особенно широкое . применение лыжи имеют в зимнем спорте. По данным ВСФК в 1928/29 г. всеми ф-ками в СССР выработано было 300 ООО пар Л., не считая кустарных. Потребность на 1932/33 г. исчислена в 1 млн. пар. Лит.: Лышноё дело, Сб. статей В. Борткевича и др., М., 1925; в а с и л ь е в Н. М. и др., Руководство по лыжному спорту, М.-, 1925; СобецкийМ.иПра-вдолюбовС, Зимний спорт, Л., 1925.И. Шадсний. Л. авиационные-приспособление, устанавливаемое взамен колес на шасси аэроплана для взлетасо снежной поверхности и посадки на нее. На фиг. 14-дан общий вид Л. OcHOBittiMH частями Л. являются: втулка А, при помощи которой Л. свободно надевается на ось шасси аэроплана, В-тело Л., нижняя поверхность которого является полозом Л., и С-кабан (козелок), связывающий втулку А с телом Л. (или полозом непосредственно). Л. должна удрвлетворять наилучшим образом следующим основным условиям: 1) Л. не должна зарываться на стоянке и при движении аэроплана по снежной поверхности и должна оказывать возможно меньшее сопротивление движению; 2) лобовое сопротивление Л. должно быть наименьшим; 3) Л. должна иметь достаточную прочность при нормальных условиях эксплоатации. Первому условию подчинена форма полоза, размеры его и положение основных частей Л., второму-форма основных частей и третьему-выбор размеров всех деталей. Удовлетворяя условию, чтобы Л. не уходила глубоко в снег на стоянке, назначают величину удельной нагрузки р на рабочую часть полоза Л. в пределах, установленных практикой эксплоатации: от 670 (глубокий, рыхлый снег) до 1 ООО кг/м*. Рабочую поверхность F полоза (за которую принимают поверхность полоза до высоты загиба передней части в 4 см) получают из ф-лы , где дсг-доля общего веса аэроплана, приходящегося на одну Л. на стоянке. Чтобы Л. не зарывалась при движении и сопротивление было меньше, носовую часть полора загибают. Практикой установлено требование, чтобы высота загиба была не менее 10 см. Поперечное сечение полоза Л. в тех же целях, имея в виду развороты и посадку со сносом, выполняют иногда овальным, или же полоз делают с закругленными бортами; однако это ведет к более быстрому снашиванию средней части полоза, и поэтому чаще имеют место конструкции с плоским половом и лишь слегка закругленными бортами. Уменьшение величины сопротивления движению по снежному покрову достигается увеличением до известных пределов отношения длины полоза I к ширине d. Но с ростом этого отношения увеличивается вес конструкции (налагаются условия прочности); кроме того габарит частей аэроплана часто не дает возможности получить полоз с более выгодным отношением I: d (лыжа не должна при вращении вокруг оси задевать за крыло, попадать в плоскость вращения винта и т. д.). Практически отношение I: d заключается в пределах от 4 до 6. Наконец то же условие требует определенного расположения основных частей Л. Целесообразно для движения без зарыва носом в снег давать расположение основных частей Л. таким, чтобы при стоянке хвостовая часть лыжи уходила несколько глубже в снег, чем носовая, а при движении Л. П1ла горизонтально или же с небольшим подъемом носовой части. Это достигается тем, что втулку Л. относят назад. На фиг. 15, А показана схема распределения нагрузки на полоз при стоянке. Условия равновесия требуют большего удельного давления на хвостовой части полоза, и следовательно последняя глубже уходит в снег. Иногда для получения того же эффекта делают полоз шире в носовой части, чем в хвостовой (фиг. 14). На фиг. 15, Б показана  Фиг. 14. nrrimt 11 м i Фиг. 15. схема распределения нагрузки при движении Л. по снегу. Условия равновесия здесь требуют, чтобы не только сумма сил на носовой и хвостовой части Л. была равна доле общего веса аэроплана на Л., но и момент сил трения должен уравновепгаваться моментом сил, нормальных полозу. Следовательно в данном случае особо выступает необходимость иметь поверхность носовой части по- лоза большей, чем хвостовой, чтобы Л. была с несколько поднятой носовой частью или, по меньшей мере, горизонтальной. Встречаемое на практике отношение рабочей поверхности носовой части к рабочей поверхности хвостовой части полоза Л, заключается приблизительно в пределах от 1,05 до 1,3. Чтобы произвести соответствующие подсчеты, обычно Принимают, что распределение удельного давления по длине полоза Л. следует ур-ию прямой линии, а по ширине-равномерно; кроме того принимают коэф. трения /0,2 (коэф. трения Л. по снежной поверхности колеблется в зависимости от состояния снега и прочих условий от 0,1 до 0,3). Вес Л. в среднем составляет от 3 до 4% веса самолета при полной его нагрузке. В полете лыжа должна давать возможно меньшее лобовое сопротивление, т. е. телу Л., а по возможности и другим основным частям Л., должна быть дана хорошо обтекаемая форма. На фиг. 16 даны результаты продувки Л. в трубе при разных углах атаки а, где -коэфициент сопротивления. Су-коэфициент подъемной силы и Сщ-коэфициент опрокидывающего момента. Свободное размещение Л. на оси давало бы ей возможность принимать в полете под влиянием статической неуравновешенности и аэродинамических нагрузок положение, не обеспечивающее безаварийность посадки. Отсюда вытекает необходимость иметь приспособления для удержания Л. в наиболее выгодном для полета и посадки положении. Су Сх 0005 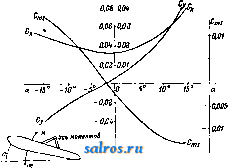 Фиг. 16. Подход л. к снежной поверхности с несколько опущенной хвостовой частью достаточно удовлетворяет этому условию. Приспособления однако должны давать возможность лыжам в известных пределах поворачиваться около оси и быть достаточно упругими, так как посадка никогда не совершается на ровной поверхности. Как видно из диаграммы, выгодно, чтобы приспособления устанавливали Л. в полете под углом 0-4° к потоку. Запасом поворота Л. обьгано в практике служат поворот Л. на 8.-10° с опусканием носовой части Л. от положения их на стоянке и поворот на 8-10° с опусканием хвостовой части Л. от положения их при рулежке с поднятым хвостом. Наконец для выполнения следующего основного условия-достаточной прочности Л. выбранной конструкции-Л. рассчитывают по характерным, наиболее тяжелым случаям нагружения; при этом применяют обьгано ф-лы сопротивления материалов и строительной механики. Предлагается предусматривать следующие случаи нагружения. 1) В условиях пробега на Л. действуют распределенные по полозу нормальные и тангенциальные усилия, моменты их относительно оси взаимно уничтожаются, а сами силы уравновешиваются долей веса аэроплана и долей тяги, приходящейся на Л. (фиг. 15, Б); т. к. необходимо проверять результаты подсчета прочности новой конструкции испытанием, а в данном случае его осуществить трудно, рассматривают более условный случай, представленный на фиг. 17; схема эта получается из рассмотрения Л., проходящей над выемкой, с выделением только вертикально направленных сил; место положения опор-по концам рабочей поверхности полоза Л. 2) В условиях посадки со сносом добавляются кроме того боковые силы, распределенные по длине Л. В этом случае ради удобства испытания также рассматривают упрощенную схему, представленную на фиг. 18. 3) Л. подвергается местным нагрузкам как при прохождении по твердым телам в снегу, ( ж } К Фиг. 17. Фиг. 18- так И при выводе аэроплана из ангара и пр. 4) Наконец д. б. предусмотрен особый случай, сводящийся в основном к скручиванию кабана Л. и всего шасси при разворотах и при раскачивании самолета на старте, постоянно практикуемом вследствие примерзания Л. к снегу. Последняя нагрузка при грубом отрывании Л. на старте может достичь весьма большой величины. Во всех указанных случаях нагружения пришшаются соответствующие перегрузки. По конструктивному оформлению, вернее говоря, по материалу, из которого выполняется Л., все имеющиеся в эксплоатации Л.-делятся на 2 типа: металлические и деревянные. Основвсыми составными элементами Л. (фиг. 19 и 20) являются кабан (козелок), ферменная или коробчатая балка, полоз, обтекатель Л., обтекатель кабана (при деревянном кабане) и приспособления для установки Л. в полетеамортизационное устройство. Балка ферменного типа конструктивно совмещается с поперечными нагрузочными балками или со шпангоутами, к-рые одновременно используются и для крепления к ним на шурупах планок полоза. Принудительные удержания Л. осуществляются у подавляющего большинства конструкций наличием передней и задней амортизационных цепей. В цепи амортизации вводятся натяжные винты, дающие возможность на время стоянки аэроплана отпускать амортизационную цепь. Из других приспособлений можно отметить устройство спиральной пружины или стабилизатора. Спиральная пружина размещается в корпусе Л. и шарнирно соединяется с консолью, жестко закрепленной на подкосах шасси. Для осуществления же самоустанавливающейся Л. она статически уравновешивалась загрузкой хвостовой ча- т am мертвым грузом , а над задней бабыш-кой устанавливался стабилизатор; эксплоа-тадионные результаты не дали полной га-рашш! стабильности такой Л. Предполагаются конструкции рессорного и спирально- 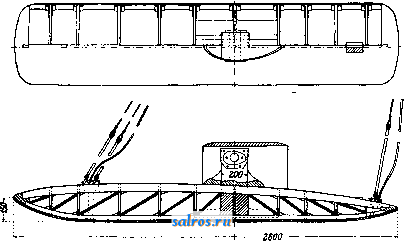 дерева; детали крепления амортизац. и огра-ничительнш: устройств изготовляются из стали; употреоляшые сорта клея-высокосортный желатиноввй, мездровый или казеиновый. Заготовка деталей Л. производится обычным методом заготовок любых деталей из дерева с соблюдением точности в размерах сечений до 0,5-1,0 мм. Детали, подлежащие в процессе сборки установке на лыжу в 220.  Фиг. 19. пружинного амортизаторов, удерживаемых силой трения на консольной части оси. Для изготовления Л. используются материалы: твердая порода дерева, почти исключительно ясень, с врем. сопр. на сжатие > 400 кг/ем и на изгиб 700 %г/см*-на полоз; мягкие породы дерева, цреимущественно сосна-для изготовления ребер, раскосов и поперечных разгрузочных рамок; березовая фанера-на стенки коробчатых балок, наклейку на полоз, на обтекатель; влаж- 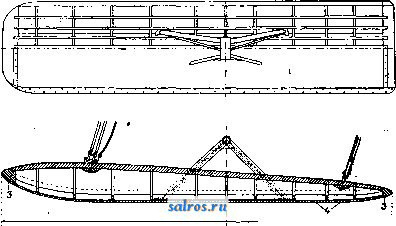 загнутом виде, загибаются предварительно на специальных сулагах и выдерживаются в сущильных камерах. Сборка Л. (фиг, 20) производится на специальной корытообразной сулаге, профиль к-рой изготовлен точно по профилю полоза Л. Порядок сборки: на сулагу укладывается фанера i, ребра 2, бабьппки 5, устанавливаются щпангоутные рамки 4, верхнее ребро 5, ферма зашивается фанерой 6, устанавливаются ребра 7, после чего лыжа снимается с сулаги, переворачивается, затя-щваетея фанерой 8, и набирается полоз из планок 9; затем устанавливается козелок 10, стрингера 11, обтекатель 12 зашивается фанерой  2880 Фиг. 20. ность материалов не должна превышать 15 %; металлич. козелки изготовляются из цельнотянутых стальных труб с врем, сопротивлением на растяжение 40 кз/м* и' удлинением 8%. Деревянные козелки переклеиваются И8 нескольких слоев мягких пород и затягивается полотном, ставится плинтус 13, после чего Л. поступает в лакировку. Все соединения деревянных деталей меноду собой производятся на клею и, где представляется конструктивная возможность, на шурупах. Количественный учет Л. ведется в комплектах; комплект обычно состоит из двух рабочих Л. и одной хвостовой (подко-стыльной). На фиг. 21-24 показано несколько типов существующих Л. На фиг. 20  Фиг. 21. и 21изображены деревянные Л. с металлич. козелком; на фиГ. 20 полоз имеет овальное поперечное сечение, на фиг. 21-в поперечном сечении липть малозаметный овал. Это  Фиг. 22. наиболее распространенный тип Л. для самолетов среднего и легкого веса. На фиг. 19 и 22 изображены деревянные Л. с деревянным кабаном-и закрытым обтекателем; по-    т Фиг. 23. лоз в поперечном сечении овальный. Это характерный тип Л. для самолетов тяжелого веса. На фиг. 23 представлен характерный тип ,-металлич. Л.-с^больншм поперечным л Б   Фиг. 24. сечением, причем козелок закрыт общим с самой Л. обтекателем. На фиг. 24 изображены хвостовые Л.: А-тип открытой Л., Б-тип закрытой Л. Лит.: юрьев Б. Н. иЛесниковаН. П., Аародияамич. исследования, гл. 10-Испытания аэро-планных лыж и колес, Труды ЦАГИ , М., 1928, вып. 33; Проект норм прочности лыж для самолетов, ото ЦАГИ (на правах рукописи). В. Юргенс. ЛЬНОПРОМЫШЛЕННОСТЬ, см. Лен. ЛЬНОПРЯДЕНИЕ. Изготовление льняной пряжи из природного волокна слагается из трех основных процессов: из первичной обработки льняной соломы с целью вьщеле-ния технич. волокна из льняных стеблей, из предварительной подготовки к прядению и из прядения в собственном смысле, Первичная обработка. Обработка льняной соломы сводится к мочке, мятью и трепанию. Мочка льна является необходимой операцией для получения льняного волокна из стебля, так как, растворяя пектозу, она дает возможность отделять лубяные волокна (см. Лен и Волокна прядильные, д о-бываемыеиз стеблей). Б зависимости от способа мочки льняное волокно, поступающее на ф-ку, носит название льна-стланца, льн а-м оченца, льна за-водскоймочки. Лен-стланец является у нас наиболее распространенным видом волокна. Волокно его слабовато, мягко и имеет сероватый цвет. Волокно моченцового льна отличается грубостью, крепостью и желто-ватьпи цветом. Волокно льна тепловой заводской мочки имеет зеленоватый или свет-ложелтый цвет и отличается чистотой и однородностью своих качеств. Мятье льна имеет целью надломить стебель по всей его длине. В крестьянских хозяйствах мятье производится при помощи примитивной щелевой мялицы, или же двух рифленых деревянных валов, между к-рыми пропускается треста для надлома древесины. Более совершенными орудиями являются мялки с большим числом пар рифленых чугунных * вальцов, прижимаемых при помощи пружин друг к другу. Трепание служит для отделения костры, т. е. остатков надломленной древесины, от промятого льна. Трепание в своем первобытном виде заключается в том, что широким деревянным ножом наносят косые удары по горсти льна, к-рую держат в левой руке. Более продуктивно работа трепания осуществляется ножным колесом, снабженным деревянными ножами. Наконец в последние годы появилась машина, которая совмещает мятье и трепание. Эта машина носит название ш в и н г-турбины (си.Лен). На каждом барабане вдоль образующей расположены три била. Барабаны поставлены парами и т. о., что била одного заходят между билами другого. В зависимости от способов обработки тресты выделенное лубяное волокно получается различного вида и качества, но все виды льняных волокон можно подразделить на две группы: 1) длинное волокно, имеющее наибольшее значение для промышленности, и 2) короткое волокно, к-рое получается в виде отходов в процессе мятья и трепания. К первой группе относятся: лен-сырец, лен-полутрепок, лен жменный, лен трепаный и лен-чесанец; во вторую входят: кудель, отрепье (или пакля), рванка и охлопок. Л е н-с ы р е ц получается из льнов низкого качества, когда крестьяне, не желая тратить время и труд на обработку его, ограничиваются только мятьем тресты. Он содержит в себе большое количество костры (до 70%). Моченцовые льны-сырцы содержат больше костры, чем стланцовые. Л е н-п олутрепок, только стланцовый, получается из льна-сырца после незначительной его трепки. Также из стланцовых льнов получается лен жменный, к-рый треплется в больших вязках; благодаря этому часть льна остается непротрепанной Засоренность его кострой меньше предыдущих и бывает около 12%. Если льняная треста проходит мятье и тщательное трепание, то в результате получается трепаный лен, к-рый и идет в качестве сырья в дромыщленноеть и на экспорт. Трепаный лен бьшает етланцовый и моченцовый. Наконец, л е н-ч е с а н е ц получается из трепаного льва высокого качества, когда после трепки его обчесьшают еще на гребнях или на крестьянских щетках. Промышленного значения лен чесанец не имеет. Отход, который получается рядом с чесанцем, называется куделью. Кудель по внещ-нему виду представляет собою спутанную массу волокна. По качеству она отличается от трепаного льна, но все же с успехом используется в тонкие сорта очесочной пряжи. Моченцовая кудель бывает качественно хуже стланцевой. Пакля, или отрепье, получается как отход при трепании льна. Она представляет собою короткое спутанное волокно, сильно засоренное кострой. Качественно она расценивается ниже кудели и идет на изготовление, веревок и на конопатку. Р в а н к а представляет собою спутанную куделеобразную массу, полученную из низких сортов трепаного льна и льна-сырца. О х л о п о к- короткое спутанное волокно, которое получается на гребне как отход при крестьянском прядении льна. Промьинленного значения он не имеет и встречается на рынке в небольшом количестве. Каждый из перечисленных видов льняного волокна оценивается промьпплеНностью в Л. в зависимости от его основных качеств. Сюда относятся в первую очередь: крепость, грубость, мягкость, маслянистость, сухость, чистота, лентистость и во вторую очередь- длина волокна, цвет, тяжеловесность и однородность. Чем крепче волокно, тем больше оно дает длинного волокна при чесании и тем с меньшим угаром (потерею) оно будет выпрядено. Чем мягче и податливее волокно при достаточной крепости, тем лучше оно выдерживает вытяжку вовремя прядения. Чем маслянистее, глаже и нежнее волокно, тем лучше оно чешется и вытягивается. Большал лентистость волокна позволяет мельче дробить волокно при ческе и получать более тонкую пряжу. Из всех рассмотренных видов льняного волокна главную массу составляет на рынке трепаный лен. Попытки классифицировать трепаный лен привели к установлению общесоюзного стаьщарта (ОСТ 5 марта 1929 г.), согласно к-рому трепаный етланцовый лен делится на б групп, охватывающих районы произрастания волокна, сходного по прядильным способностям. Каждая группа в свою очередь делится на 8 сортов в зависимости от общего среднего и выхода прядильного материала. Для первых трех групп названия сортов следующие: отборно-фабричный (ОФ), высоко-фабричный (ВФ), фабричный (Ф), отборный (О), первый (П), второй (В), третий (Т), брак (Б). В группах 4- 6-й: отсутствует ОФ, но имеется четвертый сорт (Ч). Основным сортом для всех групп льна-стланца трепаного является первый сорт (П). Трепаные моченцовые льны разбиваются на 4 группы. Число сортов в каждой группе принято 7, начиная с Ф и кончая Б. ПоАГОтввка к прядению. Для того чтобы иметь возможность получать из технического волокна тонкую пряжу, его подвергают процессу чесания. Цель чесания сводится к тому, чтобы из трепаного льна выделить все короткие и оборванные волокна, удалить костру, расправить спутанные длинные волокна, уложить их параллельно друг другу и наконец возможно более ра,сщепить сложное технич. волокно на более тонкие комплексы элементарных волокон. В результате чесания трепаного льна получаются два вида волокна, идупщх далее для прядения, а именно длинное, особенно ценное, волокно, называемое чесаным льном, и короткое волокно, менее ценное, назьшае-мое очесом. Существуют два вида чесания: ручное и машинное. Ручное чесание осуществляется при неподвижном гребне и движущемся волокне; второе-при неподвижном волокне и активной игле гребня. В обоих случаях чесание как процесс характеризуется последовательным воздействием на лен гребней все более и более высокого >6, т. е. с более часто насаженными и более тонкими иглами. Орудие ручного чесания-гребни состоят из буковых планок с укрепленными в них стальными коническими иглами. Иглы каждого гребня д. б. одинаковой длины, хорошо отшлифованы, тонко заострены и достаточно упруги для смягчения взаимодействия между волокном и гребнем. Гребки различаются по тонине игл и частоте их насадки (плотность игл). Обьгано, чем тоньше иглы, тем больше насаживается их на единицу длины планок и тем они короче. № гребня показьтает, сколько игл находится в* первом его ряду. Площадь, которую занимают иглы на гребне, зависит от размеров горсти структуры льна и силы чесания. При чесании берут набор гребней с постепенно возрастающей тониной и плотностью игл. Для низких льнов берется набор: грубый гребень № 13; средний->618, или № 20, или № 22, или 3 30; тонкий гребень № 40. Для средних льнов берется набор: грубый гребень № 13; средний-№ 24, или № 28, или Ks 30; тонкий гребень № 60. Для высоких льнов берется: грубый гребень № 13; средний-№ 28, или № 36, или № 40; тонкий-№ 80. По числу гребней, применяемых при ручном чесании, различают чесание: одногребенное, двухгребенное и трехгребен-ное. Одногребенное чесание применяется, когда требуются невысокие №№ чесаного льна; для этого употребляют гребни 13, 14, 15 и 16. Двухгребенное чесание применяется для невысоких №№ льняной пряжи до № 24; гребни для двухгребенной чески применяются в следующих комбинациях: №№ 13 и 18; 13 и 22; 13 и 24; 13 и 20; 13 и 28; 13 и 30; 13 и 36; 13 и 40. Ручное чесание обьгано происходит на трех гребнях. Наборы гребней в этом случае следующие: №№ 13-18-30; 13-22- 36; 13-24-40; 13-26-50; 13-28-60. На одном наборе гребней работают два рабочих (чес а л я): один работает только на грубом гребне № 13, другой, более опытный, работает на двух других гребнях. Первый чесаль, взяв горсть льна в правую руку, протасживает ее через гребень, начиная или с вершины или с комля и доходя до середины. Затем, переложив горсть из руки в руку, чесаль набрасывает ее на гребень непрочесанньш концом. Протащив несколько раз сквозь гребень последний конец горсти, чесаль откладьшает ее на стол вправо от себя, как-раз под левую руку другого чесаля. Второй чесаль берет горсть, которая была прочесана первым чесалем на гребне № 13, и начинает протаскивать ее сквозь второй гребень, причем прочесывает ее в обратном направлении. Как только горсть начинает свободно проходить сквозь второй гребень, не оставляя на нем оческа, чесаль перекидьшает ее обеими руками на последний, частый гребень. После этого гребня он сортирует полученное длинное волокно согласно прядильной способности его, т. е. способности данного волокна, обусловленной всеми его качествами, дать пряжу соответствующего № и качества. Умение определить качество чесаной горсти льна и придать ей соответствующий № требует от чесаля большого внимания и опыта. Машинное чесание. Машина, которой производится чесание льна, называется г е к л и н г-м а ш и н о й. Процесс машинной чески распадается на три части: 1) о б д е р ж к у, т. е. предварительный ручной прочес горстей льна на редких гребнях, 2) ческу на машине иЗ)оп-р а в к у, или перечес горстей льна на ручных гребнях. Все попытки устранить из машинной чески два ручных процесса до сих пор успеха не имели. На фиг. 1 даны разрезы простой геклинг-машины. Главными рабочими частями ее являются полотна Л, А с гребенными пленками и каретка Б, в к-рой помещаются колодки В с горстями льна. Полотна А, А движутся по направлениям, указанньш на фиг. 1 стрелками. Каретка Б движется вниз и вверх на определенную высоту. Когда каретка опускается, то она опускает горсти льна между гребен-ньши полотнами; когда же каретка поднимается, то она извлекает горсти льна из полотен. В это время и происходит наиболее энергичное прочесьшание льна. Когда каретка поднимается и горсти выйдут из гребней, все колодки передвигаются, так что при вторичном опускании каретки горсти попадают уже на более тоЕш;ие гребни. Так, опускаясь, поднимаясь и продвигаясь вдоль каретки, горсти льна подвергаются действию все более и более тонких гребней, пока не дойдут до конца машины. Очесок, к-рый получается при чесании, падает вниз и попадает на барабаны Г, Г со щетками. С этих барабанов очесок снимается игольчатой поверхностью съемных барабанов Д,Д, а уже с них он удаляется качающимися планками Е, Е в ящики Ж, Ж. Если поставить рядом две таких машины и связать их движение между собою, то получается машина дуплекс, или сдвоенная. В этой машине колодки справа идут в одном направлении, и в них прочесывается напр. комель, а слева идут в противоположном направлении, так что прочесывается вершина горсти льна. При этом приходится отвер- тывать и завертьшать колодки и переклад дывать лен. Современные геклинг-машины делают это автоматически. Расчет работы машины производится путем подсчета ско-. ростей рабочих ее органов. Скорость прочеса различна при подъеме и опускании каретки. При опускании каретки скорость прочеса определяется разностью между скоростью полотна и действительной скоростью каретки, при подъеме же скорость прочеса равна сумме тех же величин. В последних моделях геклинг-машины имеется приспособление (диференциал), которое уравнивает скорости прочеса. Сравнивая ручную и машинную ческу, следует, несмотря на ряд достоинств ручной чески, отдать преимущество машинной Хотя при ручной ческе по- 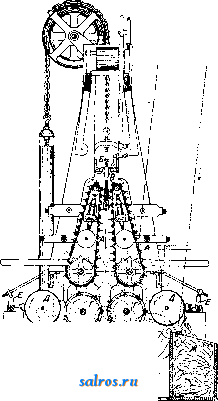  Фиг. 1. лучается лучшая разработка волокна, очесне так запутан и вся установка дешева, зато машинная дает ббльшую продуктивность и ставит ее вне зависимости от индивидуальных способностей чесаля. В результате как ручной, так и машин-. ной чески трепаный лен разделяется на длинное и короткое волокно, причем как то, так и другое разделяются на несколько сортов. Эти сорта обозначаются наивысшим № пряжи, к-рый можно получить из этого материала при условии, что качество пряжи будет нормальный. Вся партия трепаного льна разбивается на несколько частей за определенными номерами. Номером льняной пряжи называется число пасм, длиною по 300 ярдов (274 м) каждая, заключаю- щихся в 1 англ. фн. (0,454 кг). После разработки в чесальной и разложения льна на составные части можно определить среднее прядильное качество данной партии льна. Это среднее прядильное качество определяется нахождением средних №№ для чесаного льна, для очеса и наконец для всей партии в целом. Средний № определяется путем деления суммы ка-номеров на выходы. Средним № определяется прядильная ценность волокна. Чтобы определить действительный средний № всей партии, нужно сумму кг-номеров разделить не на выходы, а на полный вес партии. Разделение трепаного льна путем чесания на чесаный лен и очесок для низких сортов применять невыгодно. Эти льны непосредственно переходят в очес, что достигается тремя способами: а) ручным спуском, б) на тизере, в) на брекер-карде. Ручной спуск заключается в том, что че- 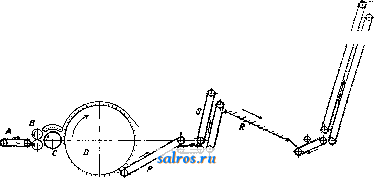 Фиг. 2. саль берет обеими руками горсть льна, предназначенного на спуск, накидывает его на гребень № 13 и тащит горсть к себе, слабо держа ее руками. При таком продергивании волокно не расчесьшается, а спускается из рук до тех пор, пока вся горсть не превратится в рыхлую массу. Получение спуска на тизере показано схематически на фиг. 2. Тизер состоит из главного барабана D, поверхность которого покрыта буковыми планками с иглами. Рядом с ним находится рабочий вальян С, также имеющий игольчатую поверхность. Далее идет пара питательных рифленых валиков В и загрузочное полотно Л. Трепаный лен подается полотнами в рифленые валики, откуда захватывается зубьями рабочего вальяна. Зубья главного барабана захватьшают лен с рабочего вальяна и, набивая его под чугунную крыщку, находящуюся над рабочим вальяном, рвут волокно, отчасти его прочесывая, и выкидывают готовый очес с другого конца машины. Обычно после тизера очес пропускают через трясилку для удаления костры и сора. На данной схеме пред ставлена комбинация тизера и трясилки. Очес попадает на полотно Р, которым подается на полотно Q. При помощи элеватора S очес поднимается на верх наклонной решетки R со шпильками, имеющими ка-чательное сотрясательное движение. Отсюда очес в очищенном виде поднимается транспортером на второй этаж. Третий способ получения спуска-при помощи грубой карды, или брекер-карды (фиг. 3). Карда эта состоит из главного барабана Л и ряда вспомогательных барабанов, расположенных у его поверхности. Бесконечное полотно В подает трепаньтй лен к рифле- ным валикам С, С, откуда он захватывается зубьями питательных цилиндров D, D. Зубья главного барабана производят разрыв волокна и частичный прочес, при участии зубьев нижне^ю питательного цилиндра и рабочих вальянов Е TS..F. Готовый очес насаживается на иглы съемного вальяна G, откуда он выходит; через выпускную пару Н, Н. Вальяны 1жК (чистительные) снимают очес с рабочих вальянов и передают главному барабану. Разработкой трепаного льна на чесаный лен и очес заканчивается первая стадия его подготовки к прядению. Далее оба полученные материала подвер- гаются предварительно- шШштшш, IIII му прядению, при этом чесаный лен проходит серию машин, составляющих в своей совокупности систему льняного прядения, очес же проходит серию машин, к-рые составляют систему очесочн. прядения. Принципы работ обеих систем одинаковы за исключением начальной стадии: льняная система начинается с раскладочной машины, а очесочная-с карды. Порядок работ по прядению указан ниже на схеме. Предварительное прядение. Сущность этого процесса сводится к тому, чтобы приготовить ровницу, или предпряжу. Ровницей называется узенькая, слегка скрученная ленточка из чесаного льна или очеса, получаемая на банкаброше. Для ее образования необходимо предварительно приготовить ленту на ленточных машинах. Работе же ленточных машин предшествует превращение отдельных горстей чесаного льна в бесконечную ленту на раскладочной машине и превращение беспорядочно спутанной массы очеса в ленту на карде. Сущность работы ленточных машин заключается в двух основных операциях: сложении нескольких лент в одну и вытягивании их при этом для утонения. Сло-  Фиг. 3. жением нескольких лент в одну достигается выравнивание последней по ее толщине за счет взаимных перекрытий толстых и тонких мест в складываемых лентах. Отсюда вытекает положение: для получения равно- 1 ... 12 13 14 15 16 17 18 ... 48 |
|
© 2007 SALROS.RU
ПромСтройМат |