 |
 |
 |
 |
1 ... 10 11 12 13 14 15 16 ... 48  Фиг. il. решается ряд задач о минимуме тяги, мощности, максимуме скорости и т. п. Влияние высоты полета z легко учитьтается при помощи шкалы п: уменьшение плот- ности в п раз равносильно уменьшению размеров самолета в]/ п раз. Можно прямо по шкале п разбить шкалу высоты полета Z. Характеристика винтомоторной группы позволяет построить на той же диаграмме кривые полезных мощностей (фиг. 11) на любой высоте. Перенося поляру самолета на отрезок G вниз, получим кривую MP; в месте касания этой кривой с одной из кривых полезных мощностей получим режим потолка. Лит.: Юрьев Б. Н., Воздушные гребные винты, Труды ЦАГИ , Москва, 1925, вьш. 10; В е т-чинкин в. П., Теория гребных винтов, Москва, 1926; Ветчинкин В., Каменев С, Чепцов Н., Динамика полетов, Труды ЦАГИ , Москва, 1927, вып. 26. IB. Ведров. ЛОГАРИФМИЧЕСКИЙ, ДЕКРЕМЕНТ, см. Затухание. ЛОГОТИПЫ в полиграфии, сложные слоговые литеры в типографском наборе, комбинированные по особой системе наиболее употребительных сочетаний. См. Набор типографский и Шрифты. ЛОКОМОБИЛЬ. Под названием Л. в настоящее время понимают не только передвижные паросиловые установки, но и все паровые машины, составляющие один агрегат с паровым котлом и всеми вспомогательными установками (пароперегревателем, подогревателем питательной воды, конденсационными и питательньши устройствами и т. д.). Паровые Л. обладают целым рядом существенных преимуществ перед паросиловыми установками с раздельными котлами и машинами. Главнейшими из этих преимуществ являются: более экономичное использование топлива, меньшие затраты на первоначальное оборудование, меньшая потребная  т 600 300 Мощность -Фиг. 1. ШО 1400 ip для установки площадь пола, простота обслуживания, более легкие фундаменты. Тер-модинамич. выгрды Л. объясняются их компактностью и обусловленной этим малой длиной всех трубопроводов. В пределах своего применения (т. е. 10-1 ООО IP) Л. является наиболее экономичной из всех паросиловых установок, как видно из фиг. 1, на к-рой приведены кривые удельного расхода тепла на силочас в зависимости от мощности установки для стационарных паровых машин (а), паровых турбин (б), Л. с простым перегревом пара (в), Л. с промежуточным перегревом пара (г) и Л. высокого давления двойного и тройного расширения с прямоточным цилиндром низкого давления (d). Основным недостатком Л. является невозможность создания крупных единиц,-нормально считают пределом мощности Л. jBOO IP, хотя были неоднократно вьшолнены установки по 1000 IP и даже выше в одном агрегате. Общий кпд установки значительно улучшается, если представляется возможным использовать отработанный пар для целей нагревания или отопления; тогда кпд с 22-24%, представляющих собой максимальное значение для современного Л., увеличивается до 70-88% в зависимости от высоты противодавления, как это показано на диаграмме фиг. 2, где, кроме.кривых потребления napa(rt) на 1 Wff при различных давлениях и i° перегрева, приведены кривые i° питательной воды после подогревателя (б), i° мятого пара (в), термодинамич. кпд (г) и напряжения поверхности нагрева 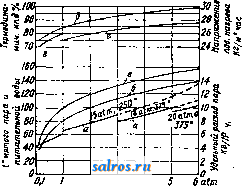 2 3 4 Противодавление Фиг. 2. котла (д). Экономия в занимаемом Л. месте по сравнению с паросиловой установкой равной мощности с раздельными машиной и котлом весьма велика и колеблется в зависимости от конструкции обоих агрегатов в пределах 30-80 и более %. Площадь F, занимаемая Л. на 1 IPff, варьирует в пределах 1,3-0,224 ж2 и м. б. выражена приближенно ф-лой: где N-мощность локомобиля. Л. состоит из следующих основных частей: парового котла, паровой машины, конденсаторного и питательного устройств. Паровой котел ставится т. н.локомобильного типа (см. Котлы паровые) и в настоящее время снабжается ючти всегда пароперегревателем. Топка котла снабжается обычно плоской КОЛОСНИКОВОЙ решеткой, предназначенной для сжигания высокосортного топлива (каменного угля, дров).Топки стационарных Л. снабжают часто приспособлениями для автоматич, забрасывания топлива. Для возможности использования низкосортного топлива (торфа, бурого угля) устраивают ступенчатые колосниковые решетки, к-рые приходится, в виду их значи- тельных размеров, устанавливать спереди Л. в особой каменной топке; топки эти часто делают передвижными, чтобы иметь возможность, отодвинув их. вынимать трубный пу- 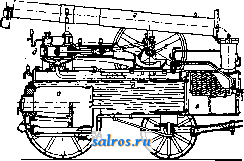 Фиг. 3. чок из котла для очистки и смены труб. Пароперегреватель змеевикового типа располагается обычно в дымовой коробке, гораздо реже Трубы перегревателя помещают в особо широких дымогарных трубках. Тяга применяется почти всегда естественная, причем в передвижных и небольших стационарных Л. для создания тяги устраивают же-лезн. дымовую трубу, устанавливаемую непосредственно на дымовой коробке, в более крупных установках дымовые газы отводятся из дымовой коробки через подземный боров в отдельно стоящую дымовую трубу. Паровая машина Л. представляет собой обычно одно- или двухцилиндровую машину с золотниковым или клапанным парораспределением. В последнее время получи.т1и распространение машины двойного расширения с прямоточным цилиндром низкого давления, оказавшиеся весьма экономными. Применявшийся прежде метод крепления паровой мапшны к котлу, при к-ром кор^ пус котла является связующим звеном между цилиндрами и подшипниками коренного вала, в настоящее время малоупотребителен, так как 1) в материале котла возникают при этом значительные напряжения переменного знака и 2) тепловое расширение стенок котла вызывает перемещения отдельных частей машины, влекущие за собой ряд нежелательных явлений, В современных Л. паровая машина представляет собой совершенно замкнутое целое и устанавливается на котле т. о., что коренные подшипники скреплены наглухо со стенками котла, а остальная часть (цилиндры) имеет возмозкность двигаться вдоль продольной оси независимо от котла. В особо крупных установках для разгрузки котельных стенок, коренные подшипники или вся паровая ма- шина помещаются на колоннах, соединенных траверсами и передающих вес непосредственно на фундамент; в последнее время пошли еще дальше и помещают паровую машину под паровым котлом на особом фундаменте-подобная установка представляет собой переход от Л. к обыкновенной стационарной паросиловой установке. Конструкция передвижного с.-х. Л. приведена на фиг. 3: а-огневая коробка с колосниковой решеткой, б-дымогарные трубки, в-пароперегреватель, г-дымовая труба, д-цилиндр паровой машины, е-коренные подшипники. Конденсационное и питательное устройства крупного стационарного Л. изображены на фиг. 4. Отработанный пар из цилиндров по трубе а поступает в подогреватель питательной воды б, откуда или выходит в атмосферу по выхлопной трубе в или переходит в смешивающий конденсатор г, откуда смесь воды и воздуха поступает в мокрый воздушный насос д, приводимый в движение от коренного вала Л. На штоке воздушного насоса прикреплена обойма с плунжером питательного насоса е; последний прогоняет питательную воду через трубки подогревателя б и питательный клапан ж в котел. В случае недостатка хорошей питательной воды устраивают поверхностные конденсаторы, при к-рых конденсат идет снова на питание котла; одна! о устройство конденсаторов этого типа является исключением. Работа Л. передается приводимой в действие машине помощью ременной передачи или путем непосредственного соединения. В этом последнем случае приходится поднимать последнюю, чтобы ее ось совпала с 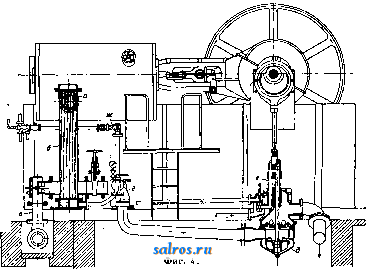 высоколежащей осью Л. Обычно при этом над котлом Л. устраивают обпщй помост, служащий одновременно для обслуживания паровой машины Л. Неудобство высоких фундаментов для мощных машин заставляет отдавать предпочтение Л. с паровой машиной, расположенной под котлом. Лит.: Наумов в. С, Локомобили, М., 1928; Хедер Г., Парзвые машины и парораспределение, пер. с нем., М., 190? (Дополн. В. И. Гриневецкого, О современных локомоОи.чях); Малеев В. Л., Испытание двух локомобилей по 250 л. с, Томск, 1915; ОшурковБ. М., Тепловые двигатели, вып. 1, Паровые машины, М., 1925; Charbonnier J., Die Lokomobile u. ihr Betrieb in Landwirtscbalt u. Gewerbf, Lpz.,1921;H e i 1 m a n n K., Die Entwjckiung d.Lokc-mobilen v. R.Wolf, Z. d. VD1 , 1906, p. 313; Schar-b a n H., Die Industrielokomobile mit Abdampfver-wertung, *Die Warme*, В., 1929, p. 197; H с i 1 m a n n X., Neuzeitliche Heizkraftlokomobilen, ibid., p. 687; D a Ь m e A., Die neuzeitliche Heissdampf-Strassen-lokomotive, <.Z. d. VDb, 1918, p. 812; В a r t h Fr.,Die zweckmassigste Betrieb.kralt, 3 Auflage, Berlin, 1922; в a r t h Fr., Wahl, Projektierung u. Betrieb von Kraft-anlagen, 4 Auflage, Berlin. 1825; Schneider L., Die Ahwarmeverwertung im Kraftmaschinenbetrieb, 4 Aufl., В., 1923; Franke H., Die Lokomobileu auf d. Weltausstellung in Briissel, Z. d. VDI , 1911, p. 410, 455, 502, 1076; Kolsch O., Die Verwendung v. Lokomobilen im Bauwesen, ibid., 1924; p.704; и 1 b г i с h A., Einrichtung u. Betrieb fahrbarer u. feststehender Lokomobilen, 2 Aufl., В., 1923; H e i 1-mann K., Die neuere Entwicklung d. Heissdampf-lokomobilen, Z. d. VDI . 1930, p. 65. ЛОКОМОБИЛЬНЫЙ КОТЕЛ, см. Котлы паровые. ЛОКОМОТИВЫ, тяговые транспортные машины, перемещающиеся по рельсовым путям и не несущие на себе полезного груза. По роду источника энергии локомотивы разделяются на паровош (см.)-с паровыми двигателями, поршневыми или турбинными, тепловозы (см.)-с двигателями внутреннего (Сгорания, воздуховозы (см. Паровозы без огневые), - у которых источником ;?рергии является сжатый воздух, и электровозы (см.),-приводимые в движение получаемой извне электрической энергией. ЛОМ МЕТАЛЛИЧЕСКИЙ, отходы и отбросы производственных процессов металлопромышленности и всякого рода металлические изделия и сооружения, не годные f; употреблению или вышедшие из употребления. В соответствии с основным назначением Л. м. как промышленного сырья он делится на две группы: лом черных металлов (чугун, железо и сталь) и лом цветных металлов и их сплавов (красная медь, латунь, бронза, свинец, цинк, алюминий и пр.). Кроме того Л. м. подразделяется по источникам его происхождения (транспортный, промышленный, военный, гражданский). Всяким металлич. изделиям свойственны определехшые сроки морального и физич. износа. Моральный износ зависит от развития техники, благодаря которому более усовершенствованные машины и станки вытесняют промьппл енное оборудование, уже ставшее на данный период устаревшим. Физич. износ метал.яич. изделий определяется тем, что изделие, вьшолняя определенную работу, теряет свою годность-изнашивается. Чем более развита страна в индустриальном отношении, тем больше оборачивается в ней Л. м.; с другой стороны, чем плотнее население и лучше его материальное благосостояние, тем следовательно больше имеется в ней накоплений промышленного лома. По наблюдениям для черньЕК металлов в Германии средний- срОк возврата металла в виде лома установлен в 21 г., в США-25 лет; в СССР За средний срок возврата металлических изделий по ориен- тировочным данным Рудметаллторга считается: по черным металлам 20 лет, а по цветным металлам-в зависимости от канедого вида, и структуры металла в отдельности, а именно: по меди и медным сплавам 18 лет, по свинцу 12, по цинку 10 и по алюминию 5 лет. Принятые сроки амортизации для различных машин и аппаратов могут характеризовать- скорость оборачиваемости металла: Титтт,! мпптя АМОРТИЗ. СРО- гипы машин (3 j, Паровые котлы с трубопроводами, пароперегревателями, подогревателями, водоочистителями и пр. . . 12-20 Паровые машины.......... 15-20-25 Газовые .......... 8-15 Турбины и водяные колеса .... 6-25 Электромоторы........... 15-25 Аккумуляторы (гидравл.)..... 5-15 Насосы................ 10-20 Станки................ 10-20 Ручные орудия и приспособления 1-20 . Лом черных и цветных металлов., рассортированный в соответствии с существующими классификациями, приведенный в состояние, удобное для транспортирования \i завалки в .лгартеновские, ваграночные^ отражательные и другие плавильные печи, становится весьма ценньш промышленным сырьем, занимающим значительное место в системе на;родно-го хозяйства промышленно развитых стран; так, в Германии в 1908 году на выплавку 8,700 ООО т чугуна употреблено 3 400 ООО m Л. м., в 1919 году на 4 200 ООО т чугуна- 3 380 ООО m Л. м.; в 1913 году металлургич. промышленность получила от верфей около 60 ООО т Л. м., от ж. д. 500 ООО т и рудников 300 ООО т. В США размер привозного лома исчисляется в 10 ООО ООО т в год, из к-рых 2,5 млн. т промышленность получает от ж.-д. транспорта, 3,5 млн1 m от. мелкой сборки фермерского и городского населения и 4 млн. т от специально торгующих фирм. Количество образуемого лома может определяться приводимыми ниже коэфициента-ми выхода металла при различных процессах на металлургич. з-дах: ппопррл Выход ме- ироцесс ,ygjjjja 3 о/ Мартеновский...... 95 Бессемеровский ...... 91 Томасирование...... 85 Электроплавка...... 96 Оно может быть также определено и по величине расхода металла на единицу готовых изделий на металлообрабатьшающих з-дах: Расход метал- Область применения металла ла па ед. готовых изделий Транспорт.............. 1,3 Энергетика............. 1,27 Судостроение............ 1,3 Автостроение............ 1,25 Внутризаводский транспорт ... 1,2 Конструкции............ 1,а Специальные ппоизводства .... 1,25 Селъмашстроение . ......... 1,2 Гушевой транспорт........ 1,15 Полуфабрикаты для машиностр. . 1,15 Станкостроение......... . 1,15 Эти цифры указывают на то, что 15-30о. металла обращается в стружку, концевые обрезки, высечки и пр. Количество Л. м., употребленноз^о при выплавке стали в СССР в разные годы, приведено в табл. 1. Высокое процентное отношение привозного лома черных металлов к выплавке стали в 1923/24 г. объясняется еЩе недостаточным развитием рудной промьппленности и сле- . довательно нехваткой предельного чугуна, табл. 1.- -Потребленпе в СССР лома при выплавке стали.
вызвавшей чрезмерно высокое потребление лома черного металла в шихте. В последующие годы с ростом выплавки передельного чугуна снижается % потребления Л. м. Чрезвычайно важную роль в экономике цветной металлопромышленности играют вторичные цветные металлы (от переплавки лома). Динамика роста потребления Л. м. в производстве основных видов цветных металлов в СССР и США характеризуется данньши табл. 2. Отмечается, что в Табл. 2. -Производство вторичных цветных металлов (в то).
СССР увеличение производства вторичных цветных металлов обнаруживает более быстрый темп роста, нежели потребление цветных металлов вообще. С начала восстановительного периода всю цветную металлооб-раба,тьгеающую промьппленность пришлось строить почти исключительно на вторичных цветных металлах. Номенклатура и применение Л. м. Лом черных металлов классифицируется в соответствии с его применением в промышленности. Так, в доменном производстве потребляется гл. обр. железо-стальная стружка с нормальнь;м содержанием посторонних примесей (но не вредных) не более 5%. Присутствие цветных металлов в стружке совершенно не допускается. В мартеновском производстве Л. м. имеет существенное значение, введен даже особый т.н. с к р а п-п р о ц е с с (см. Мартеновское производство). В это производство поступают три вида Л. м.: железо-стальной, кровельные обрезки и горелый чугун. Процентное содержание указанного Л. м. в шихте должно колебаться по плану 1929/30 г. в таких пределах: на южных з-дах 46-60%, на з-дах Ленинградской области 61-75%, Центрально-промышленного района 68-75%, Урала 40-50%. В среднем вся металлургия СССР употребляет в шихту 53% Л. м. За границей, напр. в США и Германии, в мартеновских печах проплавляется таюке и брикетированная железо-стальная стружка; в СССР эта стружка проплавляется в мартеновских печах пока еще в ограниченных размерах. Л. м. не должен содержать оцинкованных, эмалированных, освинцованных, оловянированных и окрашенньЕ? предметов. Для электроплавильного процесса применяются отборные сорта стального лома с незначительным содержанием серы и фосфора. В ваграночных, а также и в мартеновских печах переплавляется негорелый чугун, состояЛ^ий главн. образом из чугунных частей машин (станины, маховики, шестерни и др.). В химической промьппленности применяется ж е-лезная стружка для производства анилиновых красок, ржавая кровля для изготовления железного купороса. Обрезки оловянированной жести идут для Съемки олова. Перечисленные виды Л, м, для СССР являются основными. В 3. Европе и США существует более детально разработанная номенклатура лома черных металлов, основанная главн. обр. на физико-химич. свойствах металлов. Так, классификация США содержит 60 разных наименований, разбитых по главнейшим металлургическим процессам потребления Л. м. (лом доменных печей, основных мартеновских, кислых мартеновских, электрических и ваграночных). Немецкая классификация построена преимущественно по принципу источников происхождения Л. м.(лом фабрично-заводский, железнодорожный и т. д.). Классификация лома цветных металлов и их сплавов в СССР охватьтает все. виды цветных металлов и разбивает их по от-дельньпи сортам, главным образом по признакам происхождения лома, качеству металла и по размерам изделий. Так, лом красной меди разбит на четыре сорта. К первому сорту лома красной меди относятся: топочная медь, снарядные пояски, электрические провода и другие предметы чистого крупного лома не тоньше 3 мм; ко второму сорту относятся: листовые и ленточные обрезки, концы проволоки (диаметр < 1 мм), медные монеты и другой чистый лом толщиной от 0,5 до 3 мм; к третьему сорту относятся предметы толщиной от 0,5 мм и ниже и проволока диам. < 1 мм; к четвертому сорту относится всякий лом с полудой, пайкой и литьем; при этом в случае горелости такой лом расценивается сортом ниже, никелировка же не служит основанием для снижения сорта. Первые два сорта употребляются гл, обр. для вторичной переплавки на прокатную болванку, третий-для подшихтовки медного .титья и четвертый -- преимущественно для нужд химич, промьппленности (производство медного купороса). Первые три сорта лома латуни идут также на бол-, ванку, а четвертый - в электролиз для вторичного передела на медь. Лом томпака (разбит на три сорта) целиком используется для подшихтовки латунного проката. Лом бронзы разделяется на четыре сорта. К первому сорту относится бронза с содержанием олова вьппе 13% и примеси свинца, цинка и пр. не более 5% или без примесей с содержанием олова не ниже 9%; ко второму-разный механич. (машинный и пр.) бронзовый лом с содерланием меди не ниже 75% и олова не ниже 6%; третий сорт-отходы производства бронзовых сплавов с содержанием олова' не ниже 4%; четвертый сорт-стружка мелкая, чистая. Все сорта бронзы идут для литья, причем первый сорт употребляется для особо ответственного литья (подшипники, части судовых двигателей и т. д.). Первые два сорта лома мельхиора предназначаются для прокатки торговых сортов металла, остальные-для электролиза. Алюминиевый лом состоит из пяти сортов; первые 2 сорта идут в прокатку (для изготовления посуды), остальные для литья. Первые два сорта лома цинка употребляются для оцинковки железа, а третий сорт (гарт-цинк)-для изготовления цинковых белил. Три сорта лома свинца идут для заливки труб, освинцовки металлич. изделий и пайки. Сурьмянистый свинец применяется исключительно при производстве баббитовых антифрикционных сплавов. Лом никеля (два сорта) применяется гл. обр. в производстве хромоникелевой стали и наконец два сорта лома олова идут для лужения металлич. изделий. Особое место в номенклатуре Л. м. занимают обрезки белой жести, банки и пр. из оловянированной жести, используемой для снятия олова. Эту операцию производят тремя способами: первый (химический) основан на действии хлора и применяется на специально построенном з-де Химметалл в Москве, второй - электролитический и третий-методом выгонки олова на поду отражательной печи. Оловянированные обрезки делятся на четыре сорта в зависимости от % ржавости. Лом цветных металлов и сплавов перерабатывается или без всякой рафи-нировки или с предшествующей утилизации рафинировкой (огненная, мокрая или электролитическая) или-с рафинировкой с предшествующей механ. обработкой (обогащение). Сборка, сортировка и хранение Л.м. Чрезвычайно большое значение в ломной промышленности имеет правильная сборка и хранение отходов на производственных предприятиях. Так, в США сборка отходов и отбросов лома как черных, так и цветных металлов на предприятиях производится специальными бригадами-уловителями, в задачи которых входят уборка цехов ф-к и з-дов по отдельным видам металлов и даже сортам, а также наблюдение за правильным хранением собранных металлоот-бросов в особых отвалах. Качественная сортировка лома черных металлов производится не только по признаку применения его в том или ином металлургич. процессе, но и по целому ряду других признаков: по источнику заготовки, по габаритности, по чистоте металла и т. д. По источникам Л. м. сортируется на 2 основные группы: в первую входит лом транс- порта и промышленности (так наз. высококачественный лом); во вторую-лом широкого рынка (т. н. бытовой лом). В отношении габаритности металлич. лом сортируется на две группы: лом г а б а р и т н ы й, не требующий разделки, и негабаритный-тяжеловесные, громоздкие массивы, требую щие разбивки и разделки. Сортировка металлич. лома по признаку чистоты имеет целью отделение вредных для металлургических процессов примесей (оцинкованные, эмалированные, цветные металлы и т. д.), а при сортировке стружки-выделение и не вредньгх примесей (дерево, кир пич, тряпье и т. д.), что достигается ггтем пропускания стружки через грохоты. Одной из основных целей сортировки лома черных металлов является отбор поделочных материалов (поделок) и годных предметов. Отборка поделок в наших условиях металлич. голода, который остается на всем протяжении пятилетнего плана, приобретает особо важное значение. Часть отсортированньщ: поделочных материалов м. б. использована без предварительной обработки, другая же-после незначительного' ремонта; так, обрезки сортового железа и стали широко применяются в крестьянском обиходе и кустарной промышленности; оси толщиной в 30 жл*, длиной не менее 500 л*л (несогнутые) употребляются для прокатки мелкосортного железа; листовое железо-для прокатывания тонкой жести; котельное железо (без заклепок), если оно разрезано соответствующим образом,-для прокатывания тонкой жести, а иногда для выработки штамповочных изделий; старые рельсы (негнутые) применяются в строительном деле и для прокладки небольших путей местного значения; кровельное железо соответствующего размера (ненродырявленное) идет на ремонт крьпп. Цветными поделочными - материалами при незначительном ремонте являются вентили, краны, гайки, дверная и оконная арматура и т. д., а также подшипники, которые в большинстве случаев требуют только заливки баббитом. Сортировка лома цветных металлов производится по видам металлов (красная медь, свинец, цинк, латунь, бронза и т. д.) и по сортам. Сортировка лома черных металлов производится или на сортировочно-разделочных-площадках при з-дах-потребителях или на базах в местах концентрации заготовки лома. Сортировка лома черных металлов в среднем обходится по 6 р. за т, а разделка-9 р. Сортировка цветных металлов производится в СССР в особых сортировочных базах (см. схему) на длинных вогнутьгх сортировочных столах, к которым краном (за границей конвейерами) подаются бочки со смешанным цветным ломом. По обеим сторонам этого стола за сортировщиками расположен целый ряд ящиков, из к-рых каждый заполняется одним сортом определенного вида лома. Более примитивная сортировка производится у самих отвалов цветного лома без специальных приспособлений. Стружка же цветных металлов на сортировочных базах очищается от железных примесей посредством магнитньпс сепараторов. В США в ломовой промышленности имеются даже специальные сортировочные ф-ки, на к-рых сор- тиройка полностью механизирована. Сортировка лома цветных металлов в СССР в сред-лем обходится в 7 р. 50 к. за т, а разделка- , 3 р. за т. Приемка лома и предварительная сорт..ровна  Гоя-чая разделка Разрядка военного лома Магнитная очистка стружки Сортировочная Упаковочная Бри-кетир -вочная Xран ние и отпуск лома Разделка Л. м. Для завалки в плавильные печи лом черных металлов д, б. предварительно приведен в габаритный вид, т. е. получить размеры соответственно размерам завалочных окон плавильных печей. Эти размеры для черных металлов колеблются от 1 200x800 Х500 лш до 1 800 X 700x600 ММ. Кроме размерного габарита предусматривается также и весовой габарит, который для черного Л. м. в среднем считается 0,5 т, а для цветного Л. м. 0,1 т. Разделка негабаритных массивов, как то: паровозов, тендеров, мостовых ферм, морских и речных судов, церковных колоколов и т. д. йроизводится различными способами. При тонких сортах железа применяется как в СССР, так и в Германии ручной способ- зубилами; при толстьпс-применяются автогенные (кислородно-ацетиленовые или кислородно-водородные) аппараты; предметы, состоящие из прямых листов (прямоугольные баки, корабельные корпуса и т. д.), разрезаются мащинными ножницами. При раз- борке затопленньге мостовых ферм, морских и речных судов, литейных козлов применяются подрывные работы, а также и автогенные аппараты, работающие под водой. Следует указать, что наиболее сложные операции разделки Л. м. производятся г^. обр, по объектам ж.-д. транспорта. Процесс разборки и разделки паровозов производится следующим образом. Прежде всего разбирают и -снимают все наружные движущиеся -механизмы, как то: части управления, сцепления, кулисы и т, д. Полученный при этом металл сортируется. Весь баббит тут же выплавляется и одновременно все металлич. Г. Э. т. ХИ. части обжигаются для-удаления грязи и машинного смазочного масла. Далее снимаются обшивка и будка, из которых выкраиваются отдельные листы железа, годные для потр бления в качестве листового материала. Вся арматура выделяется отдельно. Затем приступают к съемке котла соответствующими подъемными кралами. Рама с кареткой отодвигается для дальнейшей разборки. Чугунные части снимаются с рамой до или после съемки котла, рама освобождается от всех прикрепленных к ней частей, а ск епления самой рамы по возможности разъ диняются настолько, чтобы она еще держалась на колесах для откатки до предназначенного места, где уже окончательно разбирается и разрезается на куски. Дальнейшая разделка рамы производится резкой автогенным способом на части требуемого размера. Этот способ не является самым дешевым, но зато наиболее быстрым и простым. У котлов в первую очередь вытаскивают трубы из пароперегревателя; затем расклепывают и удаляют дымовую коробку; после чего расклепывают переднюю дымогарную стенку. Со стороны огневой коробки отделяют столько железных листов, чтобы можно было освободить дымогарные трубы, после чего вытаскивают всю систему жаровых труб. Продольную часть котла расклепывают или автогенным способом разрезают. Пульмановские тележки разбираются двояко: если они состоят из многих отдельных частей, то целесообразно их не расклепывать, а резать втогенным ил i иным способом на мартеновский .чом; если же тележки составлены из небольшого количества склепанных частей, то удаляют все винты, болты и закрепки и таким путем изв.чека10т отдельные железные куски. Разделка скатов вагонных и тендерных сводится к выбивке осей гидравлич. или копровым способом и съемке бандажей с колес; чугунные же колеса целиком, как и всякий негабаритный чугун, разбиваются на габ р^тный под копром и в таном виде идут на переплавку. Количество негабаритного черного Л. м., собранного Рудметаллторгом, приводится в табл. 3. . Т а б л. 3.-к о л и ч е с т в о лома черных металлов, собранного Рудметаллторгом.
Разделка лома цветных металлов имеет целью: во-первых, отделение от лома цветных металлов лома черных металлов (железных фланцев от мащинных труб); во-вторых, разделение изделий, состоящих из нескольких видов цветных металлов, на отдельные группы (красномедные трубы с бронзовыми фланцами или бронзовые подшипники с баббитом); в-третьих, отделение от цветного лома посторонних примесей (например латунных цоколей от стек.ча и гипса или бронзовой, и латунной арматуры от мраморной доски); в-четвертых, освобождение лома от механическ, примесей; в-пятых, обезвреживание лома цветных металлов военного происхождения (винтовочных патронов и пр,). Разделка цветного лома производится как холодным способом (разрубка, разбивка), так и горячим (выплавка баббита из подшипников, обжиг кабелей). Прессовка Л.м. Нек-рые виды Л. м. предварительно прессуются, пакетируются, брикетируются, штампуются и т. д. К таким видам Л. м. относятся гл. обр. менее ценные сорта его, напр. старое кровельное железо, стружка и т. д. Сюда также можно отнести разбитые и разделанные пустотелые предметы (обрезки труб и так наз. бытовой лом). Этими операциями достигается: а) легкое обрагцение с пакетами и скорая их нагрузка, б) полное использование грузоподъемности ж.-д. вагонов, в) максимальное использование возможностей плавильных печей, г) значительное уменьшение процента сгорания материала во время переплавки, д) экономия топлива, е) экономия места и времени. Пакетирование производится гидравлич. прессами разных типов и систем, из KOTOpbix наиболее усовершенствованным считается пакетир-пресс типа Saxon герм, фирмы Lindemann-Schnitzler. Последний имеет большую загрузочную шахту и допускает к прессованию различные предметы самых разнообразных форм; заваленные в шахту ломовые объекты предварительно спрессовьгеаются крьппкой шахты.  Фиг. I. приводимой в действие гидравлич. насосом; после предварительной прессовки находящийся в шахте материал спрессовывается окончательно с двух сторон действием двух поршней, к-рые работают в различных направлениях (под прямым углом). Этот пресс (фиг. 1) работает под давлением 300 aim. Шахта наполняется металлом посредством магнитного крана; специальное приспособление выравнивает загруженный материал. Готовый пакет выбрасывается из бокового люка либо на вагонетку либо на подъемный лоток. Производительность пресса Saxon- 15 пакетов в час, весом каждый в 500 кг. В табл. 4 приведены характеристики разных , моделей этого типа прессов. Табл. 4.-X ар акт ер истин а различны прессов. 800x3 800x915 лш, а получаемый пакет-г 800x380x500 лш. Прессы среднего давления, действующие от электромотора зубчатой системой, служат для пакетирования, вьпптамповки, высечки и выдавки отход о от производства, а также стружки цветных металлов. Наиболее типичным прессом этой, модели считают прессы американской системы Logemann Bros следующего стандартно го размера: * Размер загрузочной коробки Размер пакета ........ Производительность в кг/ч . Вес пакета в кг ....... Потребная мощность в Н . .
Прессы американской системы низкого и среднего давления применяются для пакетирования кровельных обрезков и тонкого листового скрапа, прессы же высокого давления-для брикетирования (см.) стружки. Емг:ость загрузочной коробки прессов низкого давления, приводимых в действие ручным способом, большей частью не превышает 864 х711х2Э2 лш 306 X 305X 392, , 835-670 18,0-33,5 3 На некоторых заводах СССР применяют* ся пакетировочные прессы и других фирм. Так, на заводе Красньй путиловец в Ленинграде работает пресс английской фирмьж Wellman Seaver & Heder с зубчатой передачей, о 3 моторах в 85, 40 и 15 IP, К-рый дает пакеты весом от 400 до 800 кг при производительности 3-4 пакета в час. На з-де-им, Петровского в Днепропетровске действует пресс фирмы Lanchgammer, производительность которого 150 W в сутки, [дающий пакеты размером 600x700x1 500 лш. Пресс работает от электрического мотора. Подъем пакетов производится при помощи электромагнитной л е-пешки.. Указанные стационарные системы пакетир-прессов применяются в пунктах крупной концентрации этих видов Л. м. В местах же накоплений более мелких партий применяются ручные передвижн. прессы. К этой системе относится тип Fabel, отличающийся весьма простой и удобной конструкцией (фиг. 2). Этот пресс представляет собою ящик размером в-3 500 X 500 X 750. мм, обитый листовым железом; передняя стенка япщка снимается, а боковые повертываются в сторону. Крышка опускается в ящик при помощи колёса и зубчатой рейки. После полной загрузки ящика Л. м. (гл. обр. кровельным железом) к моделей крышка опускается, И ПОД большим давлением производится пакетировка, после чего сни-манэт переднюю стенку и, повернув боковые, вынимают готовые пакеты размером 350 х 500 х4б0 лш (вес пакета от 30 до 50 кг); производительность пресса 4-6 пакетов в час. Цены на Л.м, Средние рыночные цены в настоящее' время на лом черных металлов (франко-вагон станция назначения) за одну т следующие: железо-стальной лом 33 р. 98 к., кровельные обрезки 23 р. 53 к., стружка 16 р. 64 к., лом машинного чугуна 54 р. 94 к. и сборного чугуна 51 р. 89 к. причем лом д. б. без примеси цветных металлов, не ржачный, без грязи и вредных примесей (эмали.- 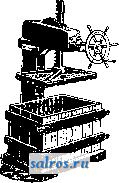 Фиг. 2. лот роваЕшых, освинцованных, луженых лредме-тов). Цены (франко-вагон станции отправления) за т: на лом красной меди 670-850 р., алюминиевый 550-1 ООО р., цинковый 290- 340 р., свинцовый 260-350 р., никелевый 1 490-1 695 р., оловянный 2 030-2 155 р., латунный 480-670 р., томпаковый 670- 740 р., бронзовый 670-915.р. и мельхиоровый 500-1 000 р. Перспективы ближайших лет по заготовке лома как черных, так и цветных металлов весьма обширны, т. к. проводимая реконструкция всей бистемы нашей промышленности и увеличение производственной программы металлообработки значительно усилят приток лома от демонтажа оборудований, нормальных свежих отходов производства и наконец от транспорта, за счет смены верхнего строения пути и подвижного состава. В соответствии с указанными перспективами и построен пятилетний план ломозаготовок (табл. 5). Основным монополь- Т а б л. 5.-П яти летний план заготовок металлич. лома (в тыс. т).
ным заготовителем, снабжающим л. м.прог мышленность СССР, в соответствии с постановлениями СТО от 6 ноября 1928 г. и от 16 декабря 1929 г., является акц. об-во Руд-металлторг, находящееся в ведении вснх СССР, к-рое осуществляет заготовку и сборку л. Mj как своим заготовительным аппа- Еатом, так и при посредстве контрагентов-: Центросоюза, Всекопромсоюза, Живововод-союза. Госторга, Укрутильсбора и др. Лит.: Р о 8 о в с к и й С. 3., Металлич. лом и его использование, ч. 1, М., 1924; Вали Г. И. и И в ан о в СВ., Рынок лома цветных металлов до мировой войны и в настоящее время, МС , 1929, 70; и х ж е. Рынок лома червАтх металлов до и После мировой войны, Металл , М., 1929, 4;лх же, Методология исчисления видимого выхода товарного лома-цветных металлов в СССР, Цветные металлы , Москва, 1930, 6; В а л к г. И., Проблема ломозаготовок на широком рьшке СССР, Бюллетень Моск. товарной биржи ,М., 1930, б; е г о ж е, К вопросу о заготовке лома черных и цветшлх металлов кооперацией, Советская торговля , М., 1929, 31; е г о же. Проблема заготовит, цен на лом черных металлов, Бюллетень Моск. товарной биржи , М., 1929, 140; П лин ер И., Пакетирование тонкого листового металлич. скрапа и стружки, Техника производства , Л., 1926,. J2; Б о л т е н г а-г е н Л. К., Железный лом в иностр. сталеделатель-ной промышленности, Металл , М., 1928, 11; Афанасьев В. А., Перспективы сборки лома в СССР й его важнейших районах, там же, 1929, 8; Г у л и н В. С, О производстве вторичных цветных металлов, там же, 1928, И; Данилович Н. А., Потребление цветных металлов и их ломов, там же, 1929, 2; Б аймаков Ю. В., Переработка ломов и отбросов промьш1ленности цветных металлов, Труды 2-й Всесоюзной конференции по цветным металлам , М,-Л., 1927, т. 1, вып. 2, стр. 625; Рольщиков В. П., Переработка лома, отходов и отбросов белых металлов и их сплавов, там же, стр. 654; Б е р л и н г Н. И., Роль вторичного металла в промышленности цветных металлов па примере Соед. Штатов Сев. Америки, там же, стр. 678; М о h г Е., Der Schrothan-del, Dusseldorf, 1924; К 1 i n g e г К., Schrothandel u. Schrotverwendung, Dusseldorf, 1924; M a n 1 о v e G. a. V 1 с ke г s C, Scrap Metals, New York, Cleveland, 1925. Г. Валк. ЛОТ, прибор для измерения глубин вод-.ньпс бассейнов. Цростейшим лотом является ф у т ш т о к, служащий для определения глубин в несколько футов. Для измерения глубин до 20; морских сж. употребляются ручные Л.-свиццовые или чугунные гири конусообразной формы, весом 37г-5 кг, с ввязанным в него лотлинем (веревкой в 1 дм. по окружности и длиной 45 мор. сж.). Лотлинь разбивается до 6 сж. на футы, после этого до 11 сж.-на полусажени и дальше до конца-на сажени. Глубина измеряется непосредственно по количеству вытравленного (выпущенного) лотлиня в момент прикосновения Л. к грунту, что чувствуется на руку. Для измерения глубин больше 20 сж. употребляется д и п л о т, устроенный точно так же, но имеющий гирю весом от 8 до 16 кг и диплотлинь длиной 100 сж. Для доставания образцов грунта в нижней части гири имеется углубление, заполняемое смесью из сала и мела. Измерение еще ббль-ших глубин (от 100 до 250 сж.) производится механич. Л., наиболее распространенным из к-рых является Л. сист. Томсона (см. фиг.). В этом Л. глубиномером служит запаянная с одного конца стеклянная трубка,внутренние .ртенки к-рой окрашены легко смывающейся краской. При опускании трубки (при помощи груза) в специальн. футляре открытым концом вниз вода войдет в трубку, поднимется в ней на определенную высоту, которая зависит от глубины, и смоет краску, чем и отметит высоту этого подъема. Глубина моря выражается следующей формулой: d=p, 13264 Н м или 0,1835 Н мор. сж где Н-барометрич. высота, выраженная в первой ф-ле в сл , а во второй-в дм., h-высота трубки,- х--высота подъема воды в трубке. По этим ф-лам и градуируются шкалы глубин, задаваясь d и рассчитывая х при нормальном давлении Н. Бросают этот Л. со специальных вьюшек. В самое последнее время получили распространение электрич. Л., или э х о-л о т ы. Принцип действия: с корабля производится звуковой сигнал, который, отразившись от дна, в виде эхо улавливается приемником, устанавливаемым на другом борту корабля. По промежутку времени, потребному звуку на совершение пути: корабль--дно-корабль, градуируется шкала глубин (см.Звук,Подводная акустика). При гидрографич. работах для измерения самых больших океанских глубин употребляются специальные гидрографические Л. с лотлинем. Лит.: Сакеллари Н., Описание мореходных инструментов. Л., 1928; Ухов К., Звуковое измерение глубин, Л., 1929; Шокальский Ю., Океанография, П., 1917; А i g п е г Fr., Unterws.sserschall-technik, В. 1922 К. Мигаловсний. 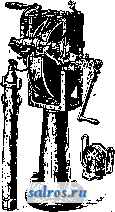 ЛОШАДИНАЯ СИЛА (IP), название единицы механической мощности (см.). В разных странах существуют различные определения Л. с. В СССР принято считать 1 1Р = =0,736 kW или 75 кгм/ск. (См. Спр. ТЭ, т. I.) Название Л. с. неправильно и сильно препятствует широкому распространению правильного взгляда на понятие мощности. В настоящее время Комитет по стандартизации при СТО предлагает повсеместно применять 1 kW как единицу мощности (ОСТ 169 от 23/ХП 1927). ЛОЩЕНИЕ, операция отделки пряжи и кожи, придающая материалу внешний блеск. Сообщение блеска шелковой, льняной и прочей пряже (см. Аппретура текстильных изделий) достигается одновременным натяжением и запариванием пряжи; пряжа подвергается лощению в виде швейных, штопальных и других ниток, а также в виде полуфабрикатов после целого ряда обработок (крашение, отяжеление и т. д.). Л. кожи основано на выглаживании микроскопич. неровностей кожи и усилении благодаря этому способности лица кожи отражать свет. Выглаживается или непосредственно лицо кожи или слой специального глянца, наносимого на лицо. Л. без глянца возможно лишь для кож с очень прочным лицом (ременный чепрак, конина и особенно козлина). В настоящее время обычно Л. производится для всех кож по глянцу, в к-ром всегдасодержится нек-рое количество белка (казеин, альбумин). Глянец наносится в жидком виде. Л. производят после просушки глянца (по сухому). Л. ведется трением цилиндрической гладкой не-вращающейся поверхности по коже, лежащей на пружинящей подставке небольшой ширины. Для примитивного Л. применяют деревянные твердые цилиндры; лучше-стеклянные цилиндры, но наилучшим материалом, обычно применяемым в настоящее время в кожевенном производстве, является агат (см.). Подставку делают упругой из дерева или металла. См. Лощ,ильныв машины. ц ЛОЩИЛЬНЫЕ МАШИНЫслужатдля.;1ог-ния (см.) тканей и кожи. В текст, пр-ве Л. м. (фиг. 1) состоят из железного ящика, снабженного одной или двумя дверцами и двумя (и более) парами стальных или медных полированных валов А и В, на которые надевают мотки пряжи. Верхние валы В отдалены от нижних (отодвинуты); таким образом пряже можно дать любую степень натяжения. Валы А получают принудительн. вра-щение, аправление которого автоматически меняется, верхние же валы В свободно вращаются на оси; Л.м. снабжены указателями, отмечающими степень натяжения мотков. Для того чтобы пряЖа получила одинаковый блеск со всех сторон, Л.м. не- 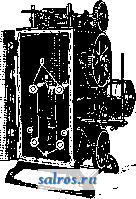 Фиг. 1. редко снабжают валами С. Валы могут обогреваться паром. Для наведения блеска пряжу надевают на валы, раздвигают последние, закрывают крышки ящика, приводят валы с пряжей во вращательное движение и пускают в ящик на несколько минут пар, который действует на обрабатываемый материал; после того как прекращают доступ пара открывают ящик и снимают мотки 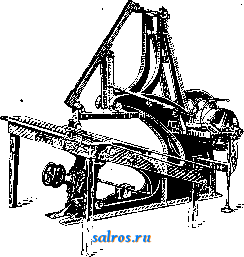 Фиг. 2, пряжи. Пряжа приобретает блеск, вследствие трения отдельных нитей; кроме того благодаря натяжению пряжи происходит увеличение длины мотков (от 2 до 5% [первоначальной длины). . Л. м. изготовляются заводами Гаубольд, Ванслебен и др. З-д Клейневеферс изготовляет Л.м. карусельного типа, отличающиеся тем, что на вертикальной вращающейся оси расположены радиально 6 пар валов; нижние валы получают принудительное вращение, верхние же самостоятельно могут приближаться и удаляться от нижних валов. Три пары валов находятся в закрытой паровой коробке, где пряжа запаривается. Дверцы коробки автоматически открываются и также автоматически закрываются в момент входа валов в паровую коробку и выхода из нее. Вращение всей станины машины, валов, раздвижение последних и другие операции происходят автоматически. Лит.: Петров П. П., Химическая технология волокнистых материалов животного происхождения, стр. 324-325, М., 1924; Герм, патенты класса 8 а^: Handbuch der Farberei der Splnnfasern, hrsg. v. R. Loe-wenthal, 3 Aufl., В. 1, p. 392-394, Berlin, 1921; H e e r-m a n n P., Technologic d. Textilveredlung, 2 Aufl., Berlin, 1926; H e г z о g R., Technologie der Textilfa-sern, hrsg. v. R. Herzog, B. 6, T. 2, Technologie u. Wirtschaft d. Seide, p. 290, В., 1929. Э. Фукс. В кожевенном пр-ве различают ручное лощение без машины, ручное с машиной и машинное от привода. Первый способ можно еще встретить у кустарей: вместо подставки употребляется горизонтальный шест, вместо лощилки-двуручный цилиндр; работа крайне тяжелая. Машинное ющение без привода до сего времени применяют на небольших з-дах. Как для машин без привода, так и для приводных важно, чтобы кривая, описываемая цилиндром, касалась кожи по возмож- но большей длине и цилиндр встречал кожу по возможности без вертикального удара. Различают несколько типов лощильных машин для кож различных размеров. На фиг. 2 дана машина тяжелого типа. Ролик в этих машинах для облегчения удара теперь делают на шарнире. , Лощильные машины применяются также для нанесения рисунка (искусственной мереи) на кожу. Вместо агатового неподвижного ролика в таком случае пользуются вращающимся бронзовым (или, реже, стальным) роликом с выпуклым рисунком, а скорость движения его уменьшается вдвое. Операция эта называется шагренированием. Технич. данные приводных лощильных машин таковы: Часовая продукция............ б0-ь60 Потребная мощность, ff.......... 12 Обслушивающий персонал, чел...... 1 Число об/м н................ 130 Вес машины нетто, кг........... 775 Занимаемое машиной место' [ Sfnpraafjn ! Il Лит.: Schmidt J. und Wagner A., Gerbe-rei-technlsches AuskunftsbucH fur d. gesamte Leder-Industrie, Durlach, 1905. Г. Поварнин. ЛУГОВЫЕ ОРУДИЯ, орудия для обработки лугов и ухода за лугами. С^юда относятся: кочкорезы, волокуши, струги, бороны, скарификаторы и специальные плуги. Первой задачей обработки луга является удаление кочек с его поверхности. Кочки образуются или в результате несвоевременной пастьбы скота или на месте кротовин, муравьиных куч, речных наносов, сгнивших пней и т. д., или вследствие накопления отмерших стеблей и корней, плотно сплетенных между собой. Для уничтожения кочек в различные периоды их образования применяют различные орудия: рыхлые кочки уничтожают волокушами (см.); более плотные кочки-особьЕйи стругами, состоящими из рамы, к которой прикрепляют в различных комбинациях вертикальные и горизонтальные ножи; иногда же к раме присоединяют и другие вспомогательные орудия. Примером такого сложного орудия может служить струг Пундера (фиг. 1); впере- 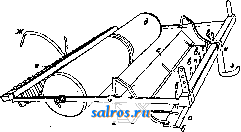 Фиг. 1. ди него укреплен горизонтальный нож а, имеющий лезвие б; к полотну ножа а прикреплен ряд вертикально поставленных ножей в, в; в силу такого устройства кочка подрезается и одновременно разрезается на части. Затем идет наклонная доска з, имеющая внизу острое режущее ребро; подрезанная передними ножами (а и в) кочка всползает, при поступательном движении струга, по наклонной плоскости доски з кверху, вследствие чего размельчается (крошится) и.ска- тывается позади доски. Размельченная кочка подвергается дополнительному действию прикатывающегр катка д, за к-рым расположен брусок е зубьями; зубья прочесывают размельченную кочку и вытаскивают корешки и траву. Поднимая этот брусок периодически за рукоятку ж, очищают зубья от набившихся растительных остатков; оставшиеся на поверхности луга растительные остатки потом легко могут быть убраны. Струг опирается спереди на полозок з, прикрепленный к стойке и; при перевозке струга рабочие его части поднимают кверху, и струг опирается на передний полозок и каток. Для срезания кочек существуют также особые кочкорезы (см.), но они отличаются недостаточной устойчивостью и поэтому мало удовлетворительны в работе. Есть попытки у нас создать более мощный кочкорез (кочкорез Воробьева), но в настоящее время его конструкция еще недостаточно разработана. Кочки срезалот также при помощи конной лопаты (скрепера), которая удобна тем, что срезанную кочку можно на ней же отвести в-сторону. Простейшая америк. конная лопата состоит из совка с острым передним режущим краем; для запряжки она снабжена дугой, вращающейся на крюках; д.т1я  Фиг. 2, управления имеются ручки. Наиболее удобной является лопата перевертывающаяся; она снабжена специальной защелкой, к-рая удержЕшает ее в рабочем положении; если отстегнуть защелку, приподняв лопату за ручки, то она перевернется, выбросив срезанную кочку, а затем, упершись верхним краем, автоматически повернется опять в рабочее положение. Кроме этих лопат существуют еще лопаты колесные, которые можно прицепить к трактору; эти лопаты являются более мощными и служат также для дорожных работ (фиг, 2). Орудиями ухода за лугами служат борони (см.) и скарификаторы (см. Культиватор), смотря по состоянию луговой дернины. В жизни луга можно отметить три периода. В первом растительность луга составляют по преимуществу злаки и другие растения, имеющие корневища, которые распространяются в поверхностном слое почвы; эта стадия в жизни луга носит название кор-невищево-злаковой. По мере развития корневищ поверхностный слой делается более плотным, и вследствие густого сплетения их растения начинают теснить друг друга и постепенно отмирать. Тогда на сме;ру им появляются другие растения, к-рые могут извлекать питательные вещества из более глубоких слоев почвы-наступает второй период жизни луга; растения, покрывающие 1 ... 10 11 12 13 14 15 16 ... 48 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2007 SALROS.RU
ПромСтройМат |