 |
 |
 |
 |
1 ... 8 9 10 11 12 13 14 ... 48 ный (красочный) аппарат с системой раскатывающих валиков. Назначение этого аппарата-передавать на красочную плиту из кипсейки К тонкий ровный слой краски. На противоположном конце машины установлен мочильный аппарат, передающий из корытца б воду на мочильную подушку В. Около середины машины установлен печатаю-ц|ий барабан с системой особых крючков и автомат крючки и клапаны 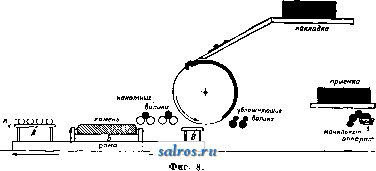 красочный аппарат клапанов для захвата бумаги. С передней стороны барабана находится система валиков для накатывания камня краской, а с другой стороны'барабана-валики для увлажнения камня водой. Мочильная подушка, а также увлажняющие камень валики и валики мочильного аппарата обшиты фланелью. Для нажима и для большей равномерности в раскатьшании краски над каж-дьш валиком красочного аппарата и над каждой парой валиков, накатывающих ка-  Фиг. 9. мень, положены тяжелые металлич. валики а (на схеме они обозначены черным). Печатающий барабан обтянут кирзой и клеенкой. Для накладьшания-бумаги сверху барабана укреплена деревянная наклонная площадка-н акладка, на к-рой сбоку находит- ся т. н. автомат, т. е. зажим для правильного наложения листа. Под накладкой и над мочильным аппаратом находится доска для приема оттисков (приемка). Оттиск на машине получается след. обр. Мочильный аппарат берет из корытца воду и смачивает подушку. При даижении рамы вперед подушка проходит под увлажняющими валиками, которые передают влагу на камень. Увлажненный камень проходит под накатными валиками, накатывающими рисунок краской. В это время красочная плита принимает с валиков кипсеечного аппарата краску, а рабочий-накладчик кладет в клапаны барабана лист бумаги. Бумага идет вслед за барабаном, который при обратном движении рамы начинает вращаться и во время прохождения под ним камня делает с последнего оттиск на бумагу. Барабан становится в исходное положение, клапаны отпускают бумагу, и рабочий-приемщик снимает оттиск, перешедший на другую сторону барабана, и кладет его на приемку. В это время красочная плита передает краску на накатывающие валики. В некоторых машинах отпечатанные листы выкладьшаются автоматически. Общий вид плоской литографской машины показан на фигуре 9. Для регулирования подачи краски из кипсейки у последней имеется гибкий стальной нож, укрепленный под углом. Верхнее ребро ножа укреплено неподвижно, нижнее, прилегающее к металлич. валу, м. б. прижато ближе или дальше. В кипсейку закладываются свинцовые или гартовые перегородки (т. н. чушки), благодаря чему можно накладьтать в кипсейку краски разного цвета и получать в один прогон машины оттиск, напечатанный двумя или несколькими рядом лежащими красками. Эти краски м.б. разделены или сливаться одна с другой незаметными переходами. Такая печать называется радужной, или печатью в р а с-к а т. Весь процесс установки камня и автомата и получения первых оттисков называется пр иладкой. Плоские машины дают 400-500 оттисков в ч., а с одного перевода можно напечатать до 30 ООО оттисков в зависимости от тонкости рисунка, крепости камня, качества перевода и опытности печатника. Ротационные литографские машины. Обыкновенная ротационная машина для печати с цинка устроена по следующему способу (фиг. 10). На одну половину большого барабана А плотно -привернут лист цинка, заменяюпщй собою красочную плиту плоской машины. На вторую половину этого барабана надевается цинковый перевод при ломопщ особых зажимов. К это- 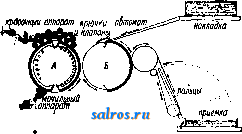 Фиг. 10. му барабану прилегает второй печатающий барабан Б с крючками и клапанами для захвата и наложения бумаги. Одна половина этого барабана обтянута кирзой и клеенкой и плотно прилегает к первому барабану. Вторая половина печатающего барабана ничем не закрыта и несколько ниже первой половины. Оба барабанаустановлены с таким расчетом, что при вращении нижележащая по- ловина печатающего барабана проходит над красочной плитой, не соприкасаясь с ней; во время же прохода перевода другая половина печатающего барабана плотно прилегает к переводу и делает с него оттиск на бумагу. Мочильный аппарат, установленный внизу первого барабана, к началу прохождения 1*расочной плиты опускается, и вода т. о. на плиту не передается. К началу же прохождения перевода мочильный аппарат поднимается, валики прилегают к переводу и увлажняют его. Красочный аппарат установлен сверху первого барабана. Мапшна дает 800-1 ООО оттисков в час. Для печати с алюминия существуют специальные машиЕсы, устройство к-рых несколько отличается от вышеописанных, хотя и последние пригодны для этой цели. К числу ротационных литографских машин относятся и новые, широко распространенные за границей и начинающие появляться в СССР, т. н. о ф с ет ные машины (см. Офеет). Здесь печатание происходит не непосредственно с печатной фор-дш, а с особого цилиндра, обтянутого резиновой покрышкой. Последняя принимает с печатной формы (с цинка) накатанное краской изображение и перетискивает его на бумагу. Соединение офсета с фотолитографией является сильньш соперником ручной литографии, особенно при больших тиражах, где наряду с качеством играет роль и экономия. Лит.: Адарюков В. Я., Литография (материалы для библиографии, 1817-1926), Полиграфии, производство , М., 1927, 2-3; Карулин П. И., Техника литографии, ч. 1, М., 1923; Рудометов М. Д., Опыт систематич. курса по графич. искусствам, СПБ, 1897; Р о д с Г. Д., Литографское искусство, Л., 1928; Суворов П. И., Литография, М.-Л., 1927; Russ R., Handb. d. modernen Re-produktions-Technik, 2 Aufl., B. 2, Frankfurt a/M., 1924; Kruger 0., Die lithographischen Verfaluen u. der Offseldruck, 2 Aufl., Lpz., 1929; W i t t e L., Praktikum d. Stein-u. Zinkdrucks, Lpz., 1926; Fleck C, Die Pbotolithographie, Leipzig, 1912; В 1 1 1 e r E. Т., Das Gesamtgebiet d. Offsetdruckes, Lpz. (s. a.); Mugrauer J., Der Gummidruck, W.-Lpz., 1922; E n d e г s В., Der praktische Dmdrucker, 3 Aufl., Schkeuditz-Lpz. (s. a.). П. Суворов. ЛИТОГРАФСКАЯ ПЕЧАТЬ, см. JTwmo- графия. ЛИТОГРАФСКИЕ КРАСКИ, см. Печатные краски. ЛИТОГРАФСКИЙ КАМЕНЬ, однородный тонкозернистый известняк, иногда доломи-тизированный, с раковистым изломом. Л. к. применяется в литографии для печатания в виде прямоугольных плит, отшлифованных с одной (в Европе) или с двух сторон (в Америке); размеры плит от 14x16 до 125x175 см. Основные требования, предъявляемые к Л. к.,-тонкозернистость, отсутствие трещин и прожилков кварца или кальцита, поглощение наносимой краски и прочность держания рисунка. Пригодность Л. к. определяется опытньпд печатанием, так как ни внешний вид ни химич. состав не дают для этого достаточных данных. Л. к. добьшается в Германии, Франции, США, Италии. Недавно открыто месторождение его в Манчжурии. Лучших качеств Л. к. разрабатьшается в месторождении, находящемся близ Золенгофена (в Баварии); золенгофенские разработки долгое время монопольно снабжали мировой рынок Л. к., но в настоящее время это месторождение в значитадьной степени вьфаботано, и добы- ча Л. к. все время падает, что видно из следующих данных (в т):
Раз.чичают три вида камней: синевато-серый (более прочный), белый (средний) и желтовато-белый (более мягкий), которые в свою очередь подразделяются на три сорта (1,11 и III) в зависимости от присутствия в камне прожилков кальцита, которые понижают ценность камня. Добываемый материал весь используется; при этом получается 7% Л. к., 7% кровельных плиток, 26% половых плит и 60% отброса, идущего в размол для известкования почвы. В СССР месторождения Л. к. известны: в Закавказьи (южный склон Главного кавказского хребта), на Кубани (ст. Неберджа-евская близ Новороссийска), в Черноморьи (р. Адобиевка близ Геленджика), на Урале (д. Березовая гора Кунгурского района), в Подолии (на левом берегу Днестра, м-ко Ягорльпс). Особенно интенсивно изучаются Горным отделом ВСНХ Грузии месторождения Л. к. в Тифлисском округе.Пока разрабатывается только одно Алгетское месторождение в 55 км от Тифлиса по р. Алгетке. Верхнемеловые толстоплитчатые известняки (подстилаемые ГЛИНИСТ1ЛМИ сланцами и окремне-лыми известняками и прикрытые песчаниками) с толщиной плит до 30 см дают значительный выход камней больших размеров. Цвет-светлосерый; кремневых включений нет; строение сходно со строением золенго-фенских Л. к.; величина частиц в среднем- 2-7 /л, хотя попадаются агрегаты углекислого кальция в 10-18 /и. Запасы-500 млн. т; из них камней размерами 82x112 ем, толщиной 12 сл должно получиться ~ 1 760 млн. пггук. Алгетский камень отличается от зо-ленгофенского ббльшим содержанием SiOj, что видно из табл. 1. Табл. 1.-Состав аоленгофенского и алгетского Л. к.
Испытания пойазали прекрасное качество Л. к. Алгетского месторождения. Из всей толщи алгетских известняков 40% годно для разработки Л. к.; выход из них йачерно готовых камней достигает 80%.На месте добычи обрабатываются плиты толщиной от 7 до 9 см для мелких камней и в 10-12 ем для крупных. Шлифовка (в ифлисе) производится кварцевьпл песком, причем отход достигает 30%. До последнего времени потребность СССР в Л. к. (800-1 ООО камней в год) удовлетворялась исключительно ввозом, к-рый в связи с начавшейся разработкой Алгетского месторождения постепенно сократился, что видно из табл. 2, и в настоящее время потребность в Л. к. покрывается добьгаей камня из этого месторождения. Стоимость алгетского камня дешевле золенгофенского.Дальнейшая механизация добычи и обработки камней и проведение дороги по бер. р. Алгетки значительно снизят себестоимость добьгеаемого камня. Табл. 2.-в воз л. к. в СССР.
Лит.: П о п о в И. В., Литографский камень около ст. Неберджаевской на Кубани, МС ,1926, 9,- М а м у-ровский А. А., Ортенберг Д. Л. и Xe-i чинов В. К., Литогр. камень Грузии, там ше, 1928, 7-8. П. Топольиицкий. ЛИТОЕ ЖЕЛЕЗО И литая сталь, б. или м. углеродистое железо, полученное при t° более высокой, чем ° ... железа, т. е. в жидком состоянии. Термины Л. ж. и литая сталь введены постановлением Филадельфийского конгрессаметаллургов(1876г.) для отличия продуктов сталеделательного производства - малоуглеродистого, мягкого, незакаливающегося и твердого, высокоуглеродистого, принимающего закалку--от сварочного желе за и сварочной стали, получавшихся кричным и пудлинговым процессами. Постановление конгресса имело целью устранить путаницу в металлу ргич. терминологии, внесенную развитием производства бессемеровского и мартеновского металла, который в заводском обиходе и даже в технич. литературе назывался сталью, если даже содержал 0,08% С и совершено не принимал закалки. Хотя немецкие и русские ученые металлурги старались применять термины Л. ж. и литая сталь, эти последние все же не вошли в широкое употребление. Производство и свойства Л. ж.-см. Мартеновское производство, Томасирование; производство и свойства литой стали-см. Бессемерование, Мартеновское производство, Томасирование, Сталь. М. Павлов. лито ПОН, белая минеральная краска, состоящая из смеси сернистого цинка ZnS и осажденного сернокислого бария BaSOi определенных соотношениях. Л. получается обменным разложением растворов сернокислого цинка и сернистого бария по уравнению: ZnS04-bBaS = ZnS+eaS04. Этим способом получают наиболее ходовой сорт Л. с содержанием 30% ZnS (точно- 29,4%), иёвестный в продаже под обозначением нормального или красной марки . ZnSOi иногда заменяют более дешевым ZnClg-, в этом случае прибавляют глауберову соль, NagSO*, причем разложение идет по уравнению: ZnCla -1- NagSO* -f- BaS = ZnS + BaSO* -- 2 NaCl. Для получения сортов Л. с более высоким содержанием ZnS (ок. 45%) реакцию проводят соответственно следующим уравнениям: 2ZnS04 + Na2S + BaS = 2ZnS-f BaS04--Na2S04 или 2ZnCl2+Na2S04+2BaS = 2ZnS-bBaS04+BaC]j+2NaCl. Л. С меньшим содержанием ZnS получают из более высоких сортов Л., смешивая их с осажденным BaSOi или тонкоизмельченным тяжелым шпатом. На некоторых фабриках осаждение ZnS и BaSOi ведут отдельно, в две операции: I. BaS-l-ZnCl2=ZnS + BaCl2, II. BaC]3 + ZnS04 = BaS04 + ZnCl2,- оба осадка промывают и смешивают в количествах, необходимых для получения желаемого сорта Л. Полученный Л. подвергают дальнейшей обработке: после сушки его прокаливают без доступа воздуха и го- рячую массу бросают в воду для быстрого охлаждения, благодаря чему изменяется структура Л.-он становится мягче, укры-вистее и белее. Затем его измельчают, просеивают и упаковывают в бочки. В виду того что от действия света Л. иногда темнеет, во время производства его применяют различные способы для получения возможно более стойкого к свету продукта. Процесс производства Л. составляют следующие основные операции: 1) получение раствора цинковой соли из цинка, огарков пирита, флюсов и других содержащих цинк материалов; 2) получение раствора сернистого бария путем восстановления углем тяжелого пшата; 3) получение Л. (полуфабриката) из вышеуказанных растворов; 4) обработка сырой краски для получения готового Л. Последовательный ход операций приведен в схеме, помещенной на ст. 213-214. Получение раствора ZnS04 или ZnClg. Растворы цинковых солей получают при помощи растворения в к-те цинка (цинковых обрезков, флюсов, получающихся при оцинковке, и т. п.) и (по новому способу) при помощи хлорирующего обжига с поваренной солью. По первому способу цинк растворяют в серной или соляной к-тах в дубовых чанах, снабженных паропроводом и водопроводом; но этот способ как дорого стоящий теперь применяется сравнительно редко. В настоящее время для получения ZnClj за границей применяют хлорирующий обжиг с NaCl, которому подвергают гл. обр. огарки пирита, остающиеся при производстве серной к-ты и целлюлозы, затем шлаки, содержащие Zn, при производстве Си и Pb, бедные цинком руды, остатки, получающиеся при восстановлении органич. веществ цинковой пылью, и т. п. отбросы, содержащие цинк, пригодные для переработки его в соли. Огарки пирита содержат до 7-10% Zn, б. ч. в виде ZnS и отчасти в виде смеси ZnO с основным цинковым сульфатом; кроме этого в них имеются примеси Си, Pb, Cd, а также Ач, Fe и Мп. При долгом лежании огарки под влиянием атмосферных условий становятся более лятолон Отвешиваиие цвнка СХЕМА ПРОИЗВОДСТВА JI. I. получение раствора ZnS04 и ли ZnC I2 а) Рз,($твореиЕем в кислоте б) Хлоритуащии обжигом Подача и разбавление кислоты Растворение цинка в чанах Спуск в отстойники Измельчение рудм Щюсеиванле Смешивание с NaCI Хлорирующий обжиг Фильтр-прессы Утилизадиа остатка Улавливание газов в бао1не В ггнцелачивание Сборник Приготовление хлорной 4, навести и дру--* Очистка раствора гих Maiepna-лов Фильтр-прессы 4- Сборник г Обработка с цинковой пылью Фильтр-прессы Сборник с цинковым раствором П. Получение BaS из тяжелого шпата и угля Измельчение Фильтрация или отстаивание OiHCTKa раствора Фильтр-прессы Сборник- Охлаждение для выделения глауберовой соли фильтрация с вакуумом Измельчение в кавшедробилках тяжелого шпата I Измельчение в шаровых мельницах Просеивание тяжелого пшата III. Получение Отмеривание рас- камнедробилках угля Измельчение в шаровых мельницах Просеивание угля. твора BaS Л. (полуфабриката) Отмеривание раствора цинковой соли ------у штттвтт w а- Утилизация- остатков Сшщттшт: целого шпата с углем Восстановление в печах Выщелачивание Отстойник для BaS Осаждение лито-< пона Сборник, промывка декантацией Шищ^Шт и проМывйй осадка Сушка Измельчение IV. Обработка сырой краски Взвешиваяив Прокаливание в печах Выгру.зка в холодную воду Размешивание в мешалке Измельчение в сыром виде Сборник Промывка декантацией Прибавки для увеличениясвето-прочности и подсинивания Фильтрация Оушна в вакууме Измельчение в дезинтеграторе Просеивание - Примешивание измельч. тяжелого шпата ->Упаковка в бочки рыхлыми, часть растворимых солей из верхних слоев вымывается и обогащает нижние, в виду чего переработка их предпочитается огаркам, только-что полученным из печи. Однако вследствие высокого содержания воды (до 20%) они труднее измельчаются, и потому на практике обычно применяют смесь тех и других. Для получения Zn в виде растворимых солей ZnClg и ZnSOi огарки подвергают хлорирующему обжигу в печах с ручным перемешиванием, а в последнее время для этого применяют механич. вращающиеся печи. Сначала огарки измельчают на вальцах до величины зерен менее 2 лш, затем их тщательно смешивают с 18-22% NaCl (по опытам необходим большой избыток), к которому подмешано ок. 5% колчеданных огарков; кроме того рекомендуется также прибавка к смеси необожженного пирита или Ре2(804)з, особенно в том случае, если перерабатываемые огарки были доведены до сильного обжига. При хлорирующем обжиге с одним NaCl получается нерастворимая в воде хлорокись цинка. Получающаяся из ZnS и FeS при действии О и Н^О (влажный воздух) H2SO4 с NaCl дает N32804 и НС1; последняя и переводит ZnO в ZnCIg. Присутствующий в огарках цинковый сульфат разлагается только при t° > 800°; этой Г следует избегать, так как хлористый цинк испаряется при 730°. С избытком НС1 немного улетучиваются SO, SO3 и ZnClg; поэтому газы улавливают в башне водой и кислую жидкость употребляют для выщелачивания цинковых солей. Печи с ручным перемешиванием имеют обычно размеры 10x3,5x0,6 м; в них помещается муфель 0,28 м высоты, к-рый омывается сверху и снизу горячими газами из топки. В каждом муфеле помещается около 6 ООО кг смеси, к-рая распределяется равномерным слоем около 15 см высоты. Газы, выходящие из печи, можно использовать для сушки руды. Смесь руды и соли поднимается элеватором от вальцовок в ящики, из которых насылается в вагонетки и отвозится к печам для загрузки в муфель. Обжиг сначала происходит за счет тепла, оставшегося в печи от предьщущего обжига, а также получающегося от окисления сульфида, а затем муфель нагревается горячими газами из топки; под конец обжига нагревание усиливается (немного вьппе 700°) для перевода FeSOi .в нерастворимую FegOg. Продолжительность операции 18-20 ч. Во время обжига массу в муфеле через каждые 2-3 ч. перемешивают. По Сталю, недостаточно одного обжига, чтобы получить бедный цинком остаток, так как часть ZnS обволакивается ZnCla; поэтому остаток после выщелачивания подвергают иногда вторично той же самой операции. Для вьпцелачивания смесь из муфеля, по возможности горячую (200- 300°), обрабатывают водой в особых аппаратах. В щелоке не должно быть более 11 или 12% Zn, чтобы избежать выкристаллизовы-вания соли в трубопроводах и сборниках и чтобы получалась свободная от Zn глауберова соль. Совершенно нейтральный раствор щелока мутнеет от- выделения хлороки-си цинка, поэтому к нему прибавляют кислый раствор из газоуловительных башен. Темп-ра щелока не должна опускаться ниже 40°, в зимнее время его подогревают паром. Остаток после вьпцелачивания перерабатывают на железную краску; в нем остается около 1,5% Zn, отчасти связанного с SiOg. Щелок после очистки можно непосредственно употреблять для получения Л. с 30% ZnS. Для производства более высоких сортов литопона необходимо удалить из щелока NagSOi. Щелок перекачивают в низкие сосуды с большой поверхностью, где он отстаивается и охлаждается. Часто употребляют аппараты с двойными стенками и мешалкой для охлаждения щелока до 5-6°. В последнем случае почти вся глауберова соль выделяется в течение 12 ч. в виде мелких кристаллов. Соль отделяют от щелока при помощи фильтрования с вакуумом и промывают еще 3-4 раза холодной водой. Глауберова соль по.чучается совершенно чистая, с содержанием не более 0,05% Zn, если щелок перед охлаждением был хорошо отстоен и не содержал более 10% Zn; в противном случае к глауберовой соли примешивается еще двойная Zn-Na соль. Свойства Л. Л. представляет тонкий порошок белого цвета, напоминающий цинковые белила. Белизна Л., по Оствальду, равна 91% для сухой краски и 85%-для клеевой. Более низкие сорта Л. благодаря присутствию примесей имеют сероватый или желтоватый оттенок. Уд. вес Л. равен 4,1- 4,3. Перед свинцовыми ёуелилами Л. имеет ряд преимуществ: он не чувствителен к HgS, имеет меньший уд. вес, не ядовит и много дешевле. Кроющая способность Л. очень хорошая. У сортов Л. с содержанием 30 и 40% ZnS она превосходит кроющую способность не только цинковых, но и некоторых сортов свинцовых белил. Недостатки Л.-его чувствительность к действию света и погоды: от действия света Л. темнеет. Причина этого явления в настоящее время еще недостаточно выяснена, однако считают, что чувствительность Л. к свету зависит, во-первых, от структуры ZnS и, во-вторых, от действия примесей: сернистых, соединений металлов Pb, Cd, Fe и других, образующихся в присутствии С1 как катализатора (Eibner). От действия атмосферных влияний наружные окраски Л. склонны к образованию трещин и разрушению, вследствие чего стойкость Л. к погоде считается мало удовлетворительной; прочность окрасок Л., по Ульману, приблизительно в 4 раза менее прочности свинцовых белил и в 2 раза менее по сравнению с цинковыми; однако смешивания Л. со свинцовыми красками избегают, в виду того, что некоторые сорта Л. могут давать почернение вследствие образования сернистого свинца; по новейшим наблюдениям эта опасность довольно незначительна. Совместно с Л. за границей вырабатьшают сульфопониз сернистого кальция (получаемого кипячением 50 ч. серного цвета с известью) и цинкового купороса, причем получается осадок состава ZnS-f CaSOj. Краска эта мягче Л., но обладает меньшей кроющей силой. Суррогаты Л., встречающиеся в продаже, вырабатываются сухим путем из смесей ZnSOi и BaCOj; сухую смесь этих солей прокаливают, выщелачивают водой и сушат. житопом ПрименениеЛ, Благодаря хорошей кроюшей способности, недорогой цене, нечувствительности к сероводороду, неядовитости и другим свойствам Л. применяется в настоящее время в больших количествах для получения окрасок и в технике, во многих производстаах, где он вытеснил ядовитые свинцовые белила. Л. поступает в продажу в виде тонкого порошка с различным содержанием ZnS. Содержание последнего в Л. обозначается при помопщ цветных марок на бочках с краской. Так, в Германии различают марки и сорта Л. со следующим содержанием ZnS (в %): Желтая марка ... 15 Зеленая марка ... 40 Краевая . . . зо Бронзовая ... 50 Лиловая ... 35 Серебряная ... 60 В СССР вырабатываются три сорта литопона: 1) белая печать с содержанием ZnS < 26%; 2) красная печать-ZnS <j:29%; 3) зеленая печать-ZnS <32%. Отклонения в содержании ZnS допускаются ± 1%. Л. употребляется гл. обр. как масляная малярная краска и краска для лаков. Масляная краска получается посредством замешивания Л. с маслом и пропускания смеси через вальцовую краскотерку. Количество масла зависит от качества товара: для краски в виде пасты его употребляют от 15 до 20% и для готовой малярной краски-от 30 до 35%. Для окрасок (гл. обр. внутренних) чаще всего употребляют Л. с 30% ZnS (красная марка) как обладающий очень хорошей кроющей способностью и относительно дешевый по цене; для более дешевых окрасок и для получения шпаклевальных смесей, употребляется Л. с меньшим содержанием ZnS. Л. является единственной белой краской, которая без затруднений может применяться для окраски спиртовых лаков, т. к. в смеси с ними не уплотняется подобно свинцовым или цинковым белилам.. Для этой цели применяются 30%-ный Л. или специальные сорта- Л. для лака . Л. употребляется также как клеевая и акварельная краски. Последняя изготовляется из наиболее стойких к свету сортов Л. Из смеси Л. с другими красками м. б. получены самые разнообразные оттенки для кроющих красок разных цветов; напр. модная голубая получается из парижской синей и Л., кроющая красная -из светопрочного красного лака и Л. и т. д. В технике Л. находит применение во многих производствах: 1) как краска, 2) как субстрат для минеральных и перманентных красок и 3) как наполнитель. Л. употребляется: 1) в производствах линолеума, клеенки, линкрусты, обоев, резины, игрушек и других предметов, в которых он вытеснил ядовитые свинцовые белила; 2) для окраски цемента, искусственных камней и плит, сургуча, клея и других материалов; 3) при гидросульфитных вытравках для получения чистой и прочной бели на окрашенном шерстяном или полушерстяном товаре; 4) при получении светящихся составов. В смеси с целлулоидным раствором Л. отличается большой светочувствительностью и может, по Дюрсту, применяться даже для фотографич. пленок. Анализ Л. В состав Л. кроме ZnS и BaSOi могут входить: 1) различные соединения, образующиеся во время процесса про- изводства Л., как например: окись цинка, углекислый цинк, различные основные соли цинка, углекислый барий, хлористые, сернокислые и прочие соли; 2) различные технич. примеси, попадающие в Л. из сырых материалов, как то: окиси железа, марганца, свинца, кальция и других металлов, уголь, хлор и пр.; 3) различные примеси, прибавляемые к готовому товару с целью его удешевления и фальсификации, как напр. тяжелый шпат, мел, глина и т. п.; 4) влага. При анализе Л. прежде всего определяют содержание ZnS, как наиболее ценной составной части Л., от к-рой зависит качество краски, затем содержание BaSOi, окиси цинка (включая и основные соли цинка), влаги, растворимых в воде солей и других примесей. Кроме этого производят испытания качества помола, цвета краски, отношения литопона к свету, способности его смешиваться с другими красками и пригодности для спиртовых лаков. Испытание на чувствительность Л. к свету очень важно и должно производиться в условиях, близких к практическим. Л. на-мазьшают вместе с связывающими материалами между стеклянными пластинками, одну половину покрывают темной бумагой, а другую-подвергают действию света. Нередко пользуются для испытания кварцевой лампой, подвергая окраски Л. действию света в течение 30 м. на расстоянии 30 сл . Для испытания кроющей силы Л. 2 г его тщательно растирают с 0,2 г ультрамарина и с необходимым количеством масла и покрывают этой смесью белый матовый картон. Для сравнения точно так же поступают и с известным образцом Л. При нек-ром опыте удается т. о. установить даже содержание ZnS в Л. Пригодность Л. для спиртовых лаков определяется смешиванием 20 ч. Л, с 10 ч. спиртового лака и 1 ч. денатурата в закрытой стеклянной банке: после 24 ч. не должно получаться никакого осадка, и масса не должна густеть. При анализе тертой краски для экстрагирования масла применяют бен-зол, а для лаков-преимущественно америк. экстракционную смесь (состав смеси: 10 об. ч. эфира, 6 об. ч. бензола, 4 об. ч. метилового спирта, 1 об. ч. ацетона), но применяют и другие растворители. В настоящее время в СССР имеется пока только один завод по изготовлению Л. (в Ленинграде, имени Воровского) с производительностью около 5 ООО m в год. В ближайшие годы намечен к постройке ряд других заводов литопона: в Кутаисе, на Урале и в иных местах. Лит.: ОСТ, в34, М., 1929; Оссовецкий И., Малярное дело, 2 изд., М., 1896; К и с е л е в В. С, Краски, масла и лаки, 2 изд., Л., 1926; Михайлов с. Н., Производство минеральных и земляных красок. П., 1915; В е г S с h J., Die Fabrlitation d. Mineral-u.Laekfarben, 2 Aufl., W.-Lpz., 1893; R o-se Fr., Die Mineralfarben, p. 98, Lpz., 1916; G e nt e I e J. G., Lehrb. d. Farbenfabrikation, 3 Aufl., B. 2, p. 121, Brschw., 1909; Ullm. Enz., B. 12, p. 245; W a g-n e r H., Die KOrperfarben, p. 117, Stg.,1928; Z e r r G. u. R Q b e n с a m p R., Handb. d. Farbenfabrikation, 3 Aufl., p. 327, В., 1922; Ei bner A., Cfa. Zlg , 1923, Jg. 47, p. 13, 1925, 49, p. 345; Farben-Ztg , В., 1925. Jg. 30, p. 2606; N a g e 1 0., Z. ang.Ch. ,1912, ig. 25, p. 617; Maas u. Kempf, ibid., 1922, Jg. 35, p. 609, 1923, S6,b. 293; S t e 1 n a u R., Ch. Ztg , 1920, Jg. 44, p. 974, 1921, Jg, 45, p. 741, 1238; W о 1 f f H., Farben-Ztg , В., 1925, Jg. 30, p. 1859. П. Череиии. ЛИТОСФЕРА, твердая оболочка земли, окружающая более глубокие расплавленные слои (пиросфера) с центральным ядром земли, очень плотным (барисфера). Л. окружена гидросферой (океаны, моря) иатмосферо й. Непосредственному изучению доступна только незначительная верхняя часть Л. на глубину не более 30 км. Она слагается на 95% из массивных пород (глубинных и излившихся) и 5% из осадочных. Химический состав верхней части Л. (земная кора) следующий (в %):
На все же остальные элементы-0,01%. Лит.: В е h г е п d F. и. Berg G., Chemische Geologic, Stg., 19 27. П. Топопьницний. ЛИТОФАНИЯ, исполнение барельефного изображения в воске как подготовительный процесс при изготовлении приспособлений для производства художественных просвечивающих картин на бумаге. См. Водяные зйаки. ЛИТЬЕ, см. Литейное производство. ЛИТЬЕ ЧУГУННОЕ, см. Чугунное литье. ЛИЦЕНДРАТ, многожильный проводник, представляющий собой кабель из большого числа тонких, изолированных друг от друга проводов, причем эти отдельные жилы скручиваются вместе так, что каждый провод лежит частью внутри кабеля, частью на его наружной поверхности. Благодаря такой скрутке каждая жила на единице длины окружена одинаковым потоком; таким образом через каждую жилу течет один и тот же ток, т. е. уменьшается влияние скин-эффекта, (см.). Последнее справедливо лишь в том случае, если изоляция всех жил полная и если соединение всех жил на концах кабеля действительно обеспечено. Обычно жилы бывают скручены по три, т. е. каждые три жилы образуют один кабель. Величины полного диаметра Л. ъ мм.
Затем 3 таких кабеля снова скручиваются, образуя 9-жильный кабель, и т. д.; таким образом получаются кабели, имеющие 3, 9, 27, 81, 243 жилы. Для изготовления таких кабелей обычно употребляются проволоки от 0,19 до 0,08 мм в диаметре. Наилучшей практическ. конструкцией Л. для токов радиочастот является полая трубка из свободно переплетенных изолированных жил, причем желательно применять переплет корзиночной формы (см. Катушки самоиндукции), ЛИЦЕНЗИЯ ПАТЕНТНАЯ, предоставление другим лицам права реализации и осуществления запатентованного изобретения. Л. п. устанавливается либо по соглашению между патентообладателем и третьим лицом либо принудительно, вопреки воле патентообладателя. Лицензионный договор. Добровольная Л. п. устанавливается путем'заключения лицензионного договора между патентообладателем, лиценциаром, и третьим лицом, лиценциатом. Согласно нашему патентному закону, патентообладатель может выдать на основании своего патента лицензию (разрешение) на использование изобретения в определенном отношении (ст. 10, п. 2 декрета о патентах). В виду того что обладатель заявочного свидетельства в случае последующей выдачи патента приравнивается по объему прав к патентообладателю, следует признать, что и ему принадлежит право установления Л. п. Инструкция о порядке приобретения прав на Евобретения государственными учреждениями и предприятиями определенно постановляет, что приобретение как патентов на изобретения, так и Л. п. допустимо и до выдачи патента-по заявочному свидетельству, выданному К-том по делам изобретений ВСНХ СССР (ст. 2). Если патент принадлежит нескольким лицам, то они могут отчудить патент или выдать Л. п. лишь сообща (ст. 10 декрета о патентах). Л. п. бывает трех родов: а) простая Л. п., когда лиценциату дозволяется производить определенные действия в том или ином виде; б) и с к л ю ч и т е л ь н а я Л. п., когда лиценциату выдается простая Л. п. при обязательстве со стороны лиценциара не выдавать другим лицам таких же лицензий; в) полная Л. п., когда лиценциату выдается исключительная Л. п. при обязательстве со стороны лиценциара, что он сам впредь не будет осуществлять изобретения. Такая полная Л. п., вьщанная на весь срок действия патента, соврадает по своему экономическ. значению с передачей патента. Юридически же между этими обоими действиями есть принципиальная и существенная разница. Так, во-первых, если полный лиценциат не станет платить причитающихся с него взносов, то договор Л. п. может быгь признан расторгнутым и право патентообладателя восстанавливается в полном своем объеме. Если же совершено было отчуждение патента под условием последующих уплат, то неисполнение последнего требования конечно не переносит права на патент от приобретателя обратно к продавцу. Во-вторых, если выдавший полную Л. п. станет в нарушение договора сам осуществлять изобрете- ние, то он платит убытки; отчудивший же патент отвечает в аналогичном случае за контрафакцию. Каждый из трех указанных видов Л. п. распадается в свою очередь на обпще Л. п. (на территории СССР) или местные (союзная или автономная республика, область, район); насрочные (определенное число лет) и бессрочные (на все время действия патента). В случае нарушения патента право на гражданский иск, как и на уголовное преследование нарушителей, наряду с патентообладателем имеет и лиценциат в пределах предоставленных ему лицензионным договором прав (в пределах данной территории и т. п.). Ст. 11 декрета постановляет: Лица, получившие лицензии по патенту, если в лицензии не условлено иное, имеют также самостоятельное право иска по поводу нарушения патента . Очевидно, что слово иск относится как к возбуждению уголовных преследований, так и к заявлению гражданского иска. Передача патента и установление Л. ц. вступают в силу лишь со дня отметки о том в патентном реестре (ст. 10 декрета о патентах). С юридическ. точки зрения приходится считать, что отчунсдение патента или предоставление Л. п. приобретает с момента внесения в реестр вещный характер, т. е.. уп-равомоченному лицу предоставляется непосредственно господство над самим патентом или лицензией. Так, из двух лиц, купивших один и тот же патент у одного и того же изобретателя, патент перейдет к тому, кто первый окажется внесенным в реестр Комитета; другому лицу останется лишь право требовать возмещения убытков. В отношении лицензионных прав для нового приобретателя патента обязательны те из них, которые внесены в реестр; те же Л. п., к-рые не внесены в реестр, для нового приобретателя патента не обязательны; такому лиценциату при продаже патента остается лишь путем судебного иска взыскивать убытки от своего контрагента. Одним из существенных моментов при заключении лицензионного договора является вопрос о том, как быть, если в дальнейшем патент не будет вьщан или уже вьщанный патент будет признан недействительным. Действующая инструкция О порядке приобретения прав на изобретение государствен-ньши учреждениями и предприятиями Постановляет, что в случае заключения договора по заявочному свидетельству должны быть включены в договор условия, охраняющие интересы приобретающего госоргана на случай отказа в выдаче патента (ст. 2). Является бесспорным факт, что признанное недействительным заявочное свидетельство, равно как и аннулированный патент, прекращает лицензионный договор в отношении его дальнейшего действия; лиценциар не может запретить дальнейшее пользование изобретением в виду отсутствия такого права; следовательно о дальнейших платежах лиценциару не может быть и речи. Проблема заключается в том, подлежат ли возврату уже уплаченные патентообладателю взносы. Действующая практика различает следующие два случая отказа в выдаче па- тента: а) отказ в выдаче патента за отсутствием новизны изобретения, б) отказ вследствие отсутствия авторства или правопреемства у патентообладателя (спор об авторстве). В первом случае типовые соглашения постановляют, что производство дальнейших платежей прекращается, однако деньги, которые получил изобретатель, возврату не подлежат, и ответственности за убытки лиценциата изобретатель не несет. Если по заявочному свидетельству будет вьщан патент при существенном изменении патентной ф-лы, лиценциат имеет право расторгнуть договор с тем однако, что все выданные изобретателю суммы возврату не подлежат. Что касается второго случая, то здесь практика устанавливает, что сделанные взносы подлежат возврату с уплатой неустойки, убытков и с подобньши невыгодными последствиями для лица, отчудившего или выдавшего Л. п. на изобретение, по которому в вьщаче патента было отказано вследствие присвоения авторства. Данную практику надо считать правильной.Объективный характер изобретения, его патентоспособность, в большей степени могут быть проверены гос. органом, чем автором его; изобретатель не может гарантировать, что данное изобретение нигде в мире не описано в литературе или что оно нигде уже не применялось. Экономич. рентабельность изобретения является стимулом к заключению договора; поскольку в течение опредапенного времени авторское право на изобретение имело место, лиценциат пользовался этим правом, а потому уплаченное им авторское вознаграждение компенсировалось означенным использованием изобретение. Иначе обстоит вопрос при присвоении лиценциаром чужого изобретения. Субъективн. недобросовестность патентообладателя естественно должна повлечь за собой определенные невыгодные д-пя него материальные последствия. Экономическое значение лицензионного договора. При господстве свободной конкуренции лицензионная система является наилучшим средством использования патентообладателем своего изобретения. Развитая система Л. п. может быть сравнена с электрич. сетью: патентная энергия данного изобретения м, б. проведена по всем направлениям при установленной пропускной способности и возможности прекращения ее отпуска потребителю в любой момент. Про америк. трест обувных машин утверждают, что разработанная им лицензионная система является более значительным изобретением , чем любая построенная им машина. При развитии монополистич. капитала Л. п. в ее договорной форме является средством, со действующем росту и развитию монополистич. организаций. Исследователи герм, монополистич. организаций, разбирая различные виды картеля, этой обычной для герм, монополистич. предприятий организационной формы, специально выделяют патентные картели. В основании патентного картеля лежит та или иная комбинация обмена Л. п. между членами картеля. Первой ступенью согласования интересов предприятий при помощи патентов является взаимн. обмен Л. п. на имеющиеся у каждого из контрагентов патентные права; каждое предприятие получает от контрагентов простую Л. п., используемую им в соответствии с потребностями производства. Такой обмен Л .п. существовал в течение ряда лет между крупнейшими германскими предприятиями в области производства ламп накаливания (Всеобщая компания электричества, Сименс, Ауер). Следующим шагом по пути более прочного картелирования является обмен Л. п. между контрагентами с устранением предприятий, находящихся вне объединений, так наз. аутсайдеров, от возможности пользоваться патентом. Каждое из предприятий, оставаясь собственником своих патентных'прав, предоставляет всем остальным контрагентам простую Л. п. в установленном объеме; договоры между участниками предусматривают запрещение предоставлять Л. п. аутсайдерам.Обычно такие патентные соглашения являются сопутствующими общекартельньш постановлениям. Патентная лицензионная система цементирует межкартельные отношения, так как предприятие, выходящее из картеля, лишается права пользования изобретением, и в то же время эта система содействует удушению конкуренции, находящейся вне люно-польного объединения. В реконструктивный период развития советской промышленности конкуренция между госуд. Органами, наблюдавшаяся в восстановительном периоде, изживается полностью, и вместе с тем устанавливается обмен технич. помощью между предприятиями. В то время как в предыдущем периоде такой обмен был только исключением, настоящий период характеризуется бояее плановым обменом новыми изобретениями и усовершенствованиями между нашими хоз. органами. Изобретения перестают быть собственностью отдельного предприятия; они могут применяться во всех предприятиях данной отрасли промышленности, поскольку для них имеется технич. и экономич. база. На создаваемые ныне объединения предприятий возлагается как основная функция реконструкция данной отрасли промышленности на высшей технич. базе: объединение должно применять заграничный технич. опыт, равно как и достижения лучших предприятий Союза, на других действующих и вновь строящихся предприятиях, находящихся в ведении объединения. С правовой точки зрения объединение как юридическое лицо является обладателем всех патентных прав, применяемых в данной отрасли промышленности. Поэтому всякий лицензионный договор, заключаемый объединением предприятий, является по своей экономич. сущности равносильным полному отчуждению изобретения. При хозяйственно монопольном положении объединений предприятий никакая конкурирующая с их производством Л. п. или параллельная производственная деятельность патентообладателя недопустимы. Принудительная Л. п. Принудительная Л. п. устанавливается не по добровольному соглашению сторон, а на основании постановления судебного или административного учреждения. Как западноевропейское, так и советское право устанавливают принудительную Л. п. при неосуществлении или недостаточном осуществлении или вообще при злоупотреблении своим монопольным правом (см. Патентное право). Неосуществление изобретения может повледь за собой или признание патента недействительным или выдачу принудительной Л. п. на это изобретение заинтересованному лицу или организации. Германское право постановляет: Если патентодержатель отказывает третьему лицу в вьщаче лицензии на эксплоа-тацию изобретения, несмотря на предложенное ему соответствующее вознаграждение и обеспечение исполнения, то таковая лицензия м. б. присуждена принудительным путем, если выдача ее обусловливается общественным интересом. Лицензия м. б. присуждена в ограниченном объеме и поставлена в зависимость от наличия разных условий (§11, ч. 1 патентного закона). К нарушениям общественного интереса герм, практика относит следующие случаи: патентодержатель не пускает изобретения в общественно-хозяйственный оборот или удовлетворяет рыночный спрос на патентованный предмет в недостаточной степени; патентодержатель стремится использовать свое монопольное положение в чрезмерной степени, напр. отказом в вьщаче Л. п. на крайне важное изобретение при неосуществлении им этого изобретения, и т.д. Широко устанавливает вьщачу принудительной Л. п. англ. новелла от 23 декабря 1919 г. Этот в высшей степени характерный законодательный акт предоставляет председателю патентующего учреждения (Comptrollerу) огромные права на установление принудительной Л. п. при злоупотреблении исключительным правом со стороны патентообладателя; в крайнем случае Comptrollerу предоставляется также и право отобрать патент. Ст. 1 новеллы дает пространное и казуистическое перечисление случаев злоупотребления монополией. Новелла направлена против герм, промышл., гл. Обр. химической, стремившейся обеспечить гегемонию на англ. рьшке патентными монополиями. Согласно советскому праву патентообладатель обязан осуществить свое изобретение в пределах СССР лично или путем вы- дачи Л. п. (ст. 18, ч. 1 декрета о патентах).-В последнем случае обязанность по осуществлению переходит на лиценциата. Если патентообладатель, сам или через третьих лиц, держателей Л. п., не осуществил изобретения, то он находится под угрозой принудительной выдачи Л. п. Ст. 18, ч. 3 декрета гласит: Если ни патентообладатель ни держатель лицензии не осуществил изобретения в указанный срок в СССР, то всякое заинтересованное учреждение или лицо имеет право возбудить перед К-том по делам изобретений ходатайство о выдаче ему принудительной лицензии, вознаграждение по которой устанавливается судом... . Субъектом иска о вьщаче принудительной Л. п. может быгь всякое заинтересованное лицо, физическое или юридическое, в первую очередь конечно гос. учреадениэ или гос. предприятие. Претендующий на получение Л. п. должен быть правомочным на промышленную оперативную деятельность, необходимую и достаточную для осуществления изобретения. Помимо указанной принудительной Л. п., являющейся карательной мерой по отношению к патентообладателю за неосуществление или недостаточное осуществление изобретения, советское право знает вид принудительной Л. п. как частный случай отчуждения патента на изобретение, имеющее особо важное значение. Советское право (так же, как и западноевропейское) знает институт отчуждения патента на изобретение, относящееся к области государственной обороны или имеющее особо важное значение для страны (ст. 15, ч. 1). Под словами особо важное значение приходится понимать важность не для производственных целей гос. ли-бо хоз. органов, что предусматривается второй частью статьи, а пригодность для всеобщего блага, равно и для смягчения народных бедствий и борьбы с ними, например при эпидемиях, неуронсаях, наводнениях. Особенностью советского права является норма ст. 15, ч. 2 декрета о патентах, согласно которой в пользу государственных учреждений и предприятий может быть установлена за соответствующее вознаграждение принудительная лицензия в пределах потребностей учреждений . Эта норма является естественной для госуда;рства, являющегося не только хозяйствующим субъектом, но и установившего государственную монополию в отношении крупной и средней промьппленности. Согласно п. 1 Правил о порядке принудительного отчуждения , применяемому в соответствии с п. 12 этих правил также и при установлении принудительных Л. п. для гос. промышленности, как отчуждению, так и установлению принудительной Л. п. должны предшествовать переговоры о добровольном соглашении с патентодержате-.лем. Помимо того принудительная Л. п. в пользу гос. промьппленности является мерой исключительной; это доказывается как ее нормированием статьей 15 декрета, устанавливающей исключительные положения в отношении патентных прав, так и одинаковым порядком установления означенных Л. п. и принудительного отчугкдения патентов. Поэтому принудительная Л. п. может иметь место лишь в отношении изобретений, имеющих особо важное значение для гос. промышленности. Таким же образом толкует рассматриваемую статью Советско-германское соглашение об охране промьппленной собственности. В протоколе заседания в ст.1 соглашения установлено, что право гос. промышленности на принудительные Л. п. может быть противопоставлено герм, патентообладателям лишь при предпосылках, имеющихся в абз. 1 ст. 15 декрета, т. е. если изобретение относится к области государственной обороны или имеет особо важное значение для страны. Как отчуждение, так и принудительная -Л. п. являются возмездными. Размер вознаграждения за принудительное отчуждение патента определяется по справедливой оценке тех выгод, к-рые могли бы быть извлечены владельцем патента от применения изобретения (§ 3 правил). Особенностью советской социалистич. гос.промьппленности является, с одной стороны, ее плановая и регулируемая высшими гос. органами с^тцность, а с дру- Т. 9. т. XII. гой-ее организационная структура в виде организаций, находящр1хся на хоз. расчете. В соответствии с публичноправовым характером нашей национализированной промышленности декрет о патентах на изобретения уничтожил д.тя нее монопольную сферу патентообладателя в случаях особо для нее важных: поскольку изобретение, имеющее важное значение для страны, не может перейти к гос. предприятию по добровольному соглашению, постольку последнее имеет возможность добиться принудительной Л. п. Как общее же правило построенной на хо-зяйственно-коммерч. принципе гос. промышленности предоставляется эксплоатации изобретения на договорньпс началах вознаграждения патентообладателя; представляется совершенно естественньш, что, извлекая непосредственную пользу от применения технического усовершенствования, предприятие уплачивает вознаграждение патентообладателю по соглашению с ним. и. ХвЯфец. Лит : см. Патентное право. ЛОБЗИКИ, тонкие выкружные пилы, употребляемые при выпиловочных (ажурных)  Фиг. 1. работах по металлу и дереву. По способу работы различают ручные и механич. лобзики. Ручной Л. состоит из рамки или станка (фиг. 1), снабженного двумя зажимами аГяб, из которых один верхний или оба делают переставными для натяжки пилки, к-рую зажимают в зажимах. Станки делают металлические или деревянные; последние несколько легче и предпочтительнее для любительских работ. Для часовых дел мастеров делают Л. с мальпи вылетом и передвижнох! рукояткой для возможности использования сломанных пилок. Механические Л. строятся трех тщюв: 1) с рессорой, применявшиеся раньше довольно часто для ажурных работ по дереву, но в настоящее время совершенно вышедшие из употребления; 2) с двумя качающимися рьгаа-гами (фиг. 2), шарнирно соединенными по середине их длины со станиной и составляющими с вертикальной тягой и пилкой шарнирный параллелограм,  Фиг. 2. 1 ... 8 9 10 11 12 13 14 ... 48 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2007 SALROS.RU
ПромСтройМат |